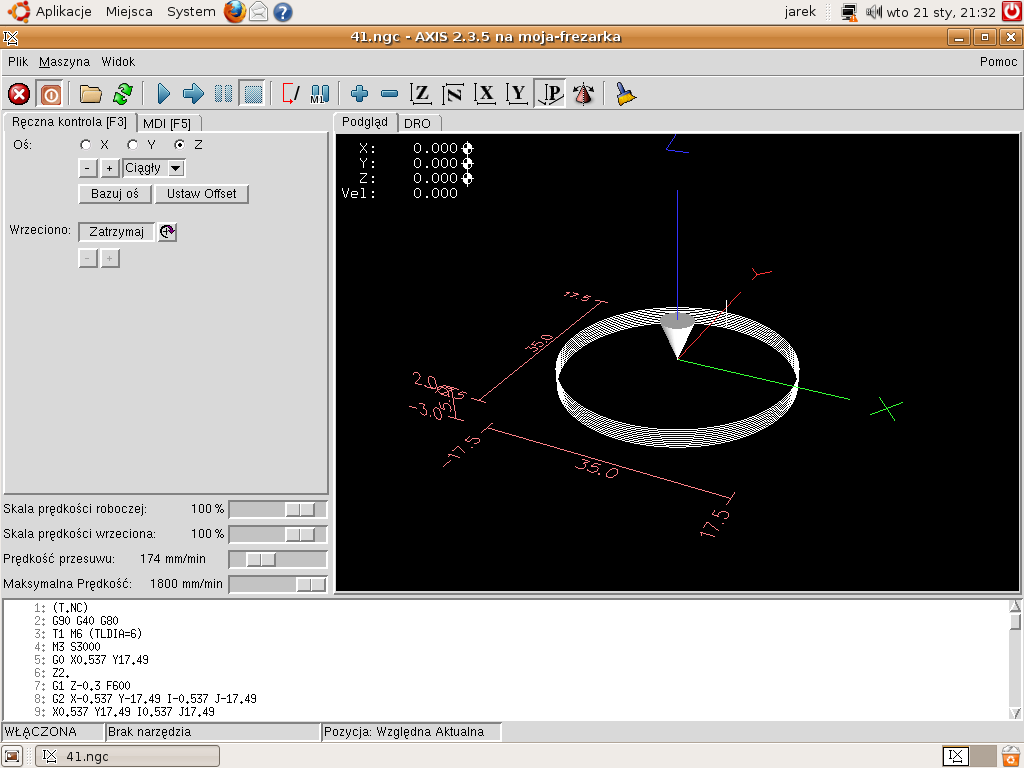
Frezarka o konstrukcji stal-alum(śruby kulowe 16x5) oprogramowanie Emc2. Po narysowaniu okręgu którego oś jest na zerze podaniu tego rysunku do generatora SimplyCam podaniu gkodu do Emc2 następnie ustawiam oś wałka(w którym mam wykonać dany krąg) czujnikiem zeruje oś X Y Z i po wyfrezowaniu okazuje się że frezarka robi mi ten okrag w osi Y 0.5 mm z osi nie zależnie czy to zarys okręgu zewnętrzny czy wewnętrzny.
Nie wiem w czym problem i gdzie go szukać.
Problem z osią Y przesuniecie z osi o 0.5mm


-
jarcys
Autor tematu - Specjalista poziom 1 (min. 100)
")
- Posty w temacie: 12
- Posty: 273
- Rejestracja: 28 sty 2010, 20:11
- Lokalizacja: 50.290 N 21.430 E
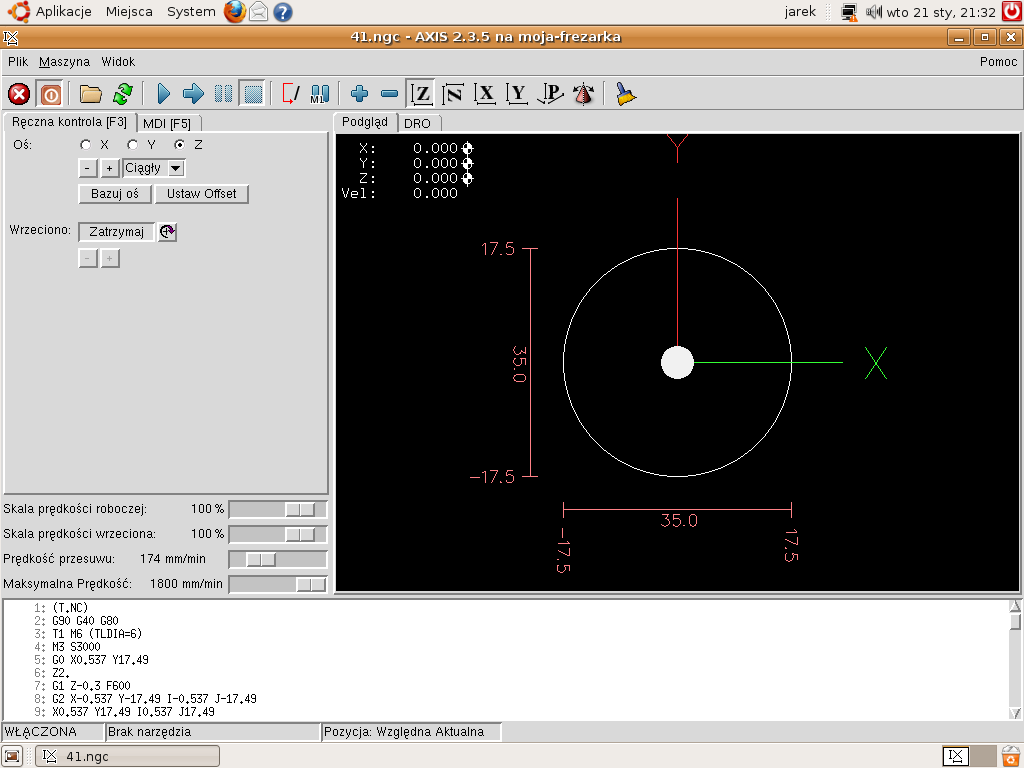
Okrąg wykonany o średnicy 40mm owalu mam na nim nie całą dychę 0.1mm to nie jest takim problemem tylko to przesunięcie 0.5mm na osi Y. Pozostaje tylko kalibracja frezarki tylko nie wiem jak to zrobić.
Luzów nie mam.
Podaje gkod.
(T.NC)
G90 G40 G80
T1 M6 (TLDIA=6)
M3 S3000
G0 X1.068 Y16.965
Z2.
G1 Z-0.5 F600
G3 X-1.068 Y-16.965 I-1.068 J-16.965
X1.068 Y16.965 I1.068 J16.965
G1 Z-1
G3 X-1.068 Y-16.965 I-1.068 J-16.965
X1.068 Y16.965 I1.068 J16.965
G1 Z-1.5
G3 X-1.068 Y-16.965 I-1.068 J-16.965
X1.068 Y16.965 I1.068 J16.965
G1 Z-2
G3 X-1.068 Y-16.965 I-1.068 J-16.965
X1.068 Y16.965 I1.068 J16.965
G1 Z-2.5
G3 X-1.068 Y-16.965 I-1.068 J-16.965
X1.068 Y16.965 I1.068 J16.965
G1 Z-2.6
G3 X-1.068 Y-16.965 I-1.068 J-16.965
X1.068 Y16.965 I1.068 J16.965
G1 Z-2.7
G3 X-1.068 Y-16.965 I-1.068 J-16.965
X1.068 Y16.965 I1.068 J16.965
G1 Z-2.8
G3 X-1.068 Y-16.965 I-1.068 J-16.965
X1.068 Y16.965 I1.068 J16.965
G1 Z-2.9
G3 X-1.068 Y-16.965 I-1.068 J-16.965
X1.068 Y16.965 I1.068 J16.965
G1 Z-3
G3 X-1.068 Y-16.965 I-1.068 J-16.965
X1.068 Y16.965 I1.068 J16.965
G0 Z2.
M5
M02
Luzów nie mam.
Podaje gkod.
(T.NC)
G90 G40 G80
T1 M6 (TLDIA=6)
M3 S3000
G0 X1.068 Y16.965
Z2.
G1 Z-0.5 F600
G3 X-1.068 Y-16.965 I-1.068 J-16.965
X1.068 Y16.965 I1.068 J16.965
G1 Z-1
G3 X-1.068 Y-16.965 I-1.068 J-16.965
X1.068 Y16.965 I1.068 J16.965
G1 Z-1.5
G3 X-1.068 Y-16.965 I-1.068 J-16.965
X1.068 Y16.965 I1.068 J16.965
G1 Z-2
G3 X-1.068 Y-16.965 I-1.068 J-16.965
X1.068 Y16.965 I1.068 J16.965
G1 Z-2.5
G3 X-1.068 Y-16.965 I-1.068 J-16.965
X1.068 Y16.965 I1.068 J16.965
G1 Z-2.6
G3 X-1.068 Y-16.965 I-1.068 J-16.965
X1.068 Y16.965 I1.068 J16.965
G1 Z-2.7
G3 X-1.068 Y-16.965 I-1.068 J-16.965
X1.068 Y16.965 I1.068 J16.965
G1 Z-2.8
G3 X-1.068 Y-16.965 I-1.068 J-16.965
X1.068 Y16.965 I1.068 J16.965
G1 Z-2.9
G3 X-1.068 Y-16.965 I-1.068 J-16.965
X1.068 Y16.965 I1.068 J16.965
G1 Z-3
G3 X-1.068 Y-16.965 I-1.068 J-16.965
X1.068 Y16.965 I1.068 J16.965
G0 Z2.
M5
M02
-
Raven
- Specjalista poziom 3 (min. 600)
- Posty w temacie: 7
- Posty: 681
- Rejestracja: 24 paź 2011, 11:54
- Lokalizacja: Warszawa
Po pierwszym przeczytaniu myślałem, że chodzi o przesunięcie w osi Z... czytam ponownie, i znowu mam wrażenie, że chodzi o różnicę w osi Z... ale nie ważne 
Dwie uwagi/pytania:
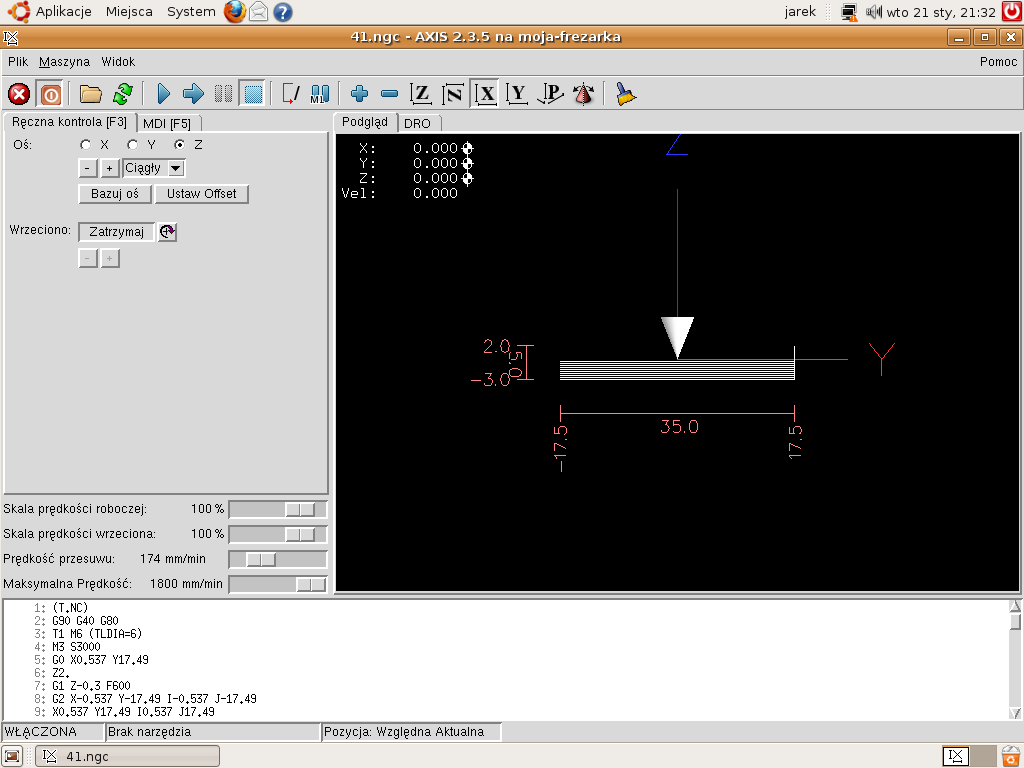
1. obróbka na poziomach kolejno -1.5, -2, 2.5, -2.6... to tak celowo? (drobiazg... pewnie zgubił się minus)
2. rzecz ważniejsza, sprawdź współrzędne łuków.
Zaczynasz łuk w X1.068 Y16.965 Z-0.5,
robisz łuk przeciwnie do wskazówek zegara do pozycji X-1.068 Y-16.965 Z-0.5...
środek łuku w X0.0 Y0.0 Z-0.5...
Po co tak sobie "ułatwiać" życie??
Prościej by było mieć okręgi tak opisane aby zaczynały się w X0.0 a środek przesuwał się tylko w jednej współrzędnej a nie dwóch.
Obecnie nawet nie widać, że promień nie wynosi 17.0000 tylko ~16.99858...
Ogólnie pomimo powyższych mankamentów środki okręgów są w X0 Y0, więc powinieneś otrzymać okrąg a nie elipsę.
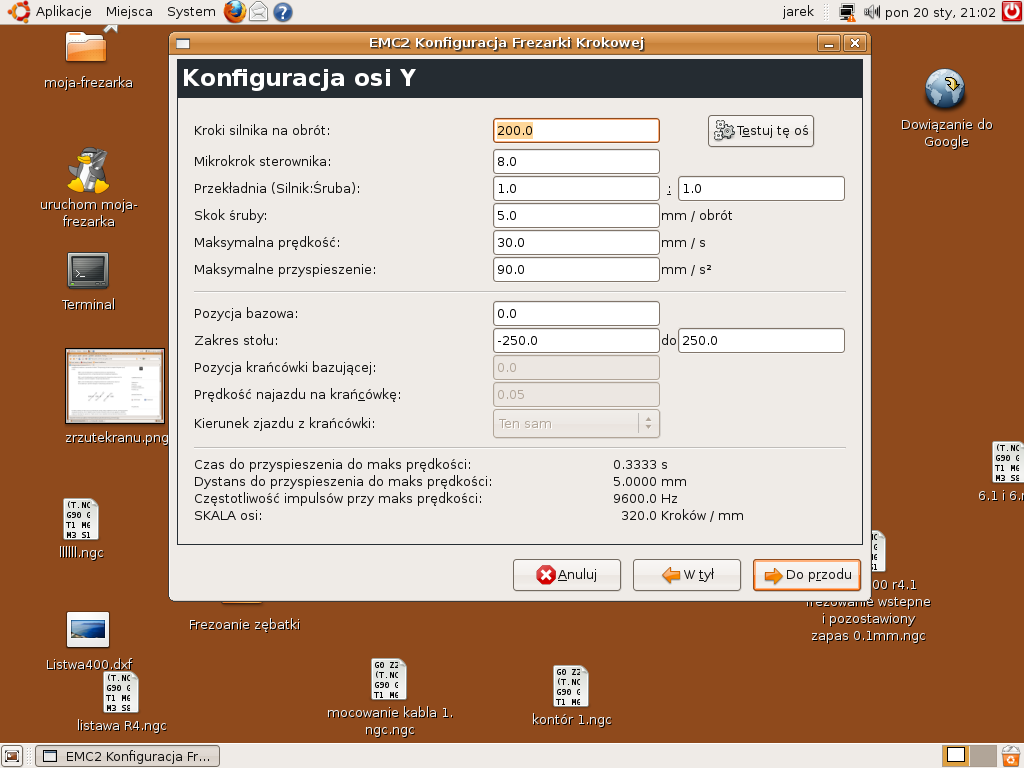
Jeżeli bez obciążenia wychodzi okrąg, to sprawdził bym jednak napęd osi... tylko Y a nie Z jak wcześniej napisałem (kwestia złego zrozumienia "o co biega").
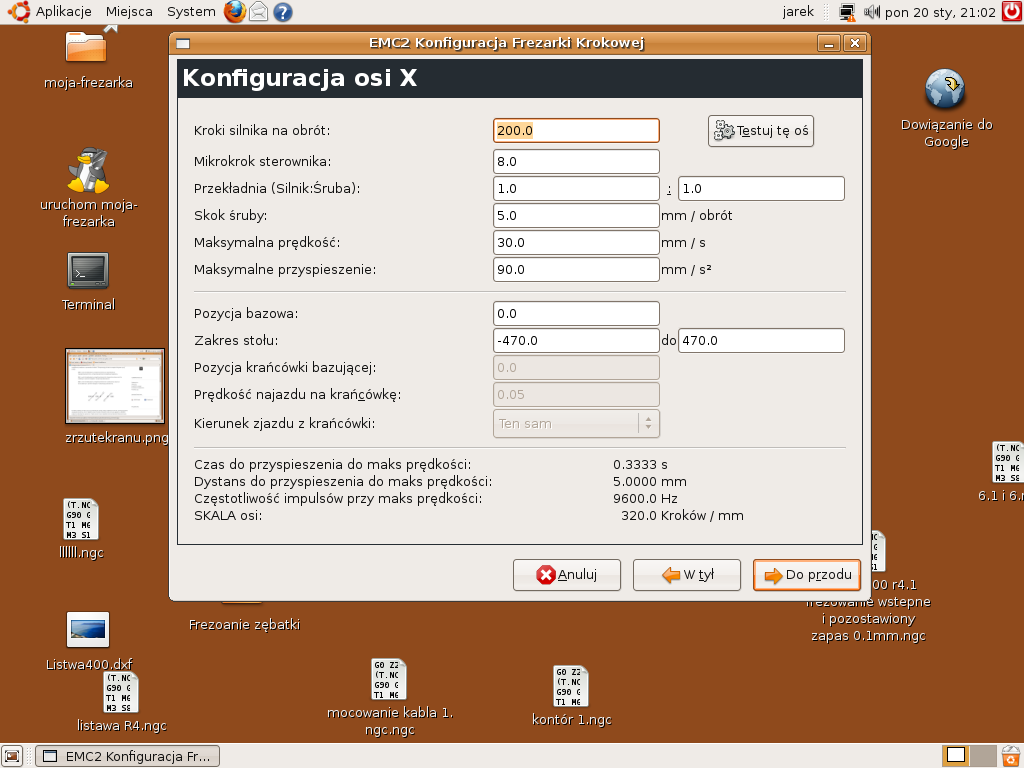
Kalibrację osi robisz wtedy gdy nawet w powietrzu zamiast okręgu robi elipsę, a odcinek 1cm ma inny wymiar niż 1cm.
Podejrzewał bym raczej złe ustawienie prądu silnika.
Dwie uwagi/pytania:
1. obróbka na poziomach kolejno -1.5, -2, 2.5, -2.6... to tak celowo? (drobiazg... pewnie zgubił się minus)
2. rzecz ważniejsza, sprawdź współrzędne łuków.
Zaczynasz łuk w X1.068 Y16.965 Z-0.5,
robisz łuk przeciwnie do wskazówek zegara do pozycji X-1.068 Y-16.965 Z-0.5...
środek łuku w X0.0 Y0.0 Z-0.5...
Po co tak sobie "ułatwiać" życie??
Prościej by było mieć okręgi tak opisane aby zaczynały się w X0.0 a środek przesuwał się tylko w jednej współrzędnej a nie dwóch.
Obecnie nawet nie widać, że promień nie wynosi 17.0000 tylko ~16.99858...
Ogólnie pomimo powyższych mankamentów środki okręgów są w X0 Y0, więc powinieneś otrzymać okrąg a nie elipsę.
Jeżeli bez obciążenia wychodzi okrąg, to sprawdził bym jednak napęd osi... tylko Y a nie Z jak wcześniej napisałem (kwestia złego zrozumienia "o co biega").
Kalibrację osi robisz wtedy gdy nawet w powietrzu zamiast okręgu robi elipsę, a odcinek 1cm ma inny wymiar niż 1cm.
Podejrzewał bym raczej złe ustawienie prądu silnika.
-
Raven
- Specjalista poziom 3 (min. 600)
- Posty w temacie: 7
- Posty: 681
- Rejestracja: 24 paź 2011, 11:54
- Lokalizacja: Warszawa
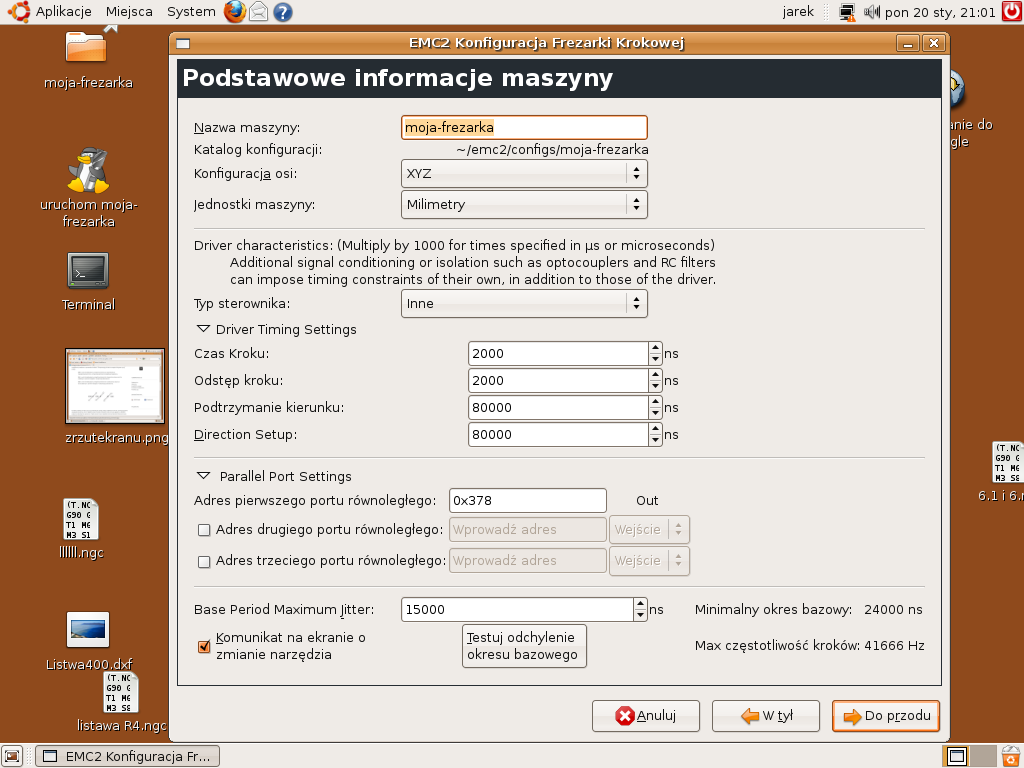
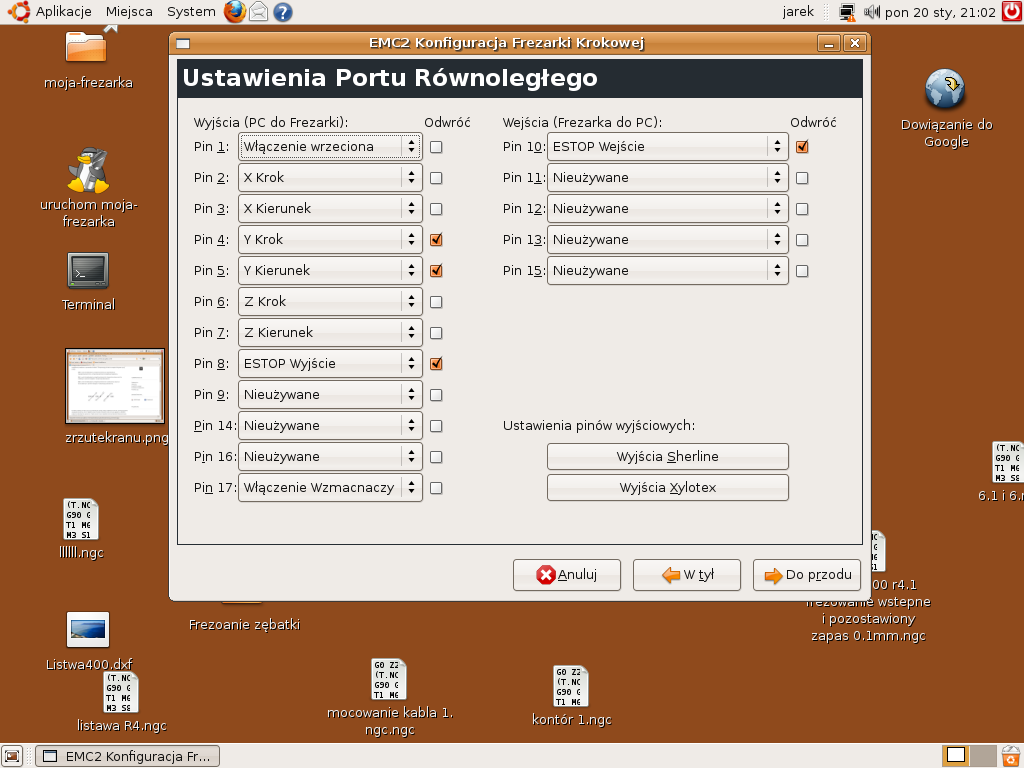
Problemu szukał bym w ustawieniach sterownika lub sterowniku silnika a nie LinuxCNC, chociaż zastanawia konfiguracja sygnałów.
Spróbuj zamienić na sterowniku silników krokowych wejścia X z Y oraz wyjścia X z Y.
Jeżeli problem pojawi się na osi X to problemem jest sterownik silników krokowych, jeżeli pozostanie na osi Y to problemem jest sterowanie, lub napęd osi.
Spróbuj zamienić na sterowniku silników krokowych wejścia X z Y oraz wyjścia X z Y.
Jeżeli problem pojawi się na osi X to problemem jest sterownik silników krokowych, jeżeli pozostanie na osi Y to problemem jest sterowanie, lub napęd osi.
-
jarcys
Autor tematu - Specjalista poziom 1 (min. 100)
- Posty w temacie: 12
- Posty: 273
- Rejestracja: 28 sty 2010, 20:11
- Lokalizacja: 50.290 N 21.430 E
Po zmianie sterowników osi Y i X jest to samo czyli sterowniki są dobre nawet przeprowadziłem kalibracje osi Y X na listwie wzorcowej 200mm + czujnik i na tej osi Y 0.253mm różnicy a na osi X 0.03mm ustawiłem to w konfiguracji osi X Y zmieniając stopniowo skok sruby tak by uzyskać wymiar danej listwy wzorcowej 200mm i po tym wyfrezowałem nowy okrąg dalej jest to samo.
")