



xyz
-
montffa
Autor tematu - Czytelnik forum poziom 2 (min. 20)
")
- Posty w temacie: 12
- Posty: 21
- Rejestracja: 24 lip 2012, 17:41
- Lokalizacja: Galindia
- Kontakt:
xyz
Wszędzie opisywany jest ruch narzędzia w określonej płaszczyźnie przez zmianę współrzędnych x, y lub z. Programuje się też posuw narzędzia umieszczając w jednym bloku wspólrzędne x oraz y, wiadomo co wyjdzie, ale nigdzie w żadnej książce nikt nie napisał co się stanie jak w jednym bloku podam współrzedne x oraz z, lub y oraz z. Czy otrzymam wowczas kieszeń ze zmianą głębokosci? Jaki będzie stosunek głębokości początkowej do głębokości po osiagnieciu współrzędnych końcowych? Czy w ogóle kotoś próbował tak pisać program?
Tagi:
-
 MlKl
MlKl
- Lider FORUM (min. 2000)
")
- Posty w temacie: 11
- Posty: 3703
- Rejestracja: 15 sie 2010, 13:44
- Lokalizacja: Błonie
- Kontakt:
G-code działa przyrostowo, wszystko zależy od pozycji narzędzia przed zadaniem ruchu. Możesz w jednym bloku uruchomić wszystkie dostępne osie, ścieżka narzędzia będzie wypadkową.
Zadanie ruchu w osi X lub Y wraz z ruchem w osi Z spowoduje ruch narzędzia po skosie w pionie. Jest to metoda używana przy frezowaniu po tak zwanej rampie, czyli przez stopniowe zagłębianie freza w trakcie ruchu postępowego.
Zadanie ruchu w osi X lub Y wraz z ruchem w osi Z spowoduje ruch narzędzia po skosie w pionie. Jest to metoda używana przy frezowaniu po tak zwanej rampie, czyli przez stopniowe zagłębianie freza w trakcie ruchu postępowego.
-
 bartuss1
bartuss1
- Lider FORUM (min. 2000)
- Posty w temacie: 7
- Posty: 8322
- Rejestracja: 05 kwie 2006, 17:37
- Lokalizacja: Kędzierzyn - Koźle
- Kontakt:
to znaczy ze masz mozliwosc wyboru płaszczyzny frezowania, np indeksujesz sobie rownolegle do płaszczyzny xy (90 stopni do Z) i prostopadle narzedziem do np y i mozesz obrabiac w płaszczynie yz
co prawda 3 osiowki głowic uchylno obrotowych zazwyczaj nie mają i tu obrobka w płaszczyznach g18 czy g19 niczego lepszego nie wprowadzi niz standardowe g17
co prawda 3 osiowki głowic uchylno obrotowych zazwyczaj nie mają i tu obrobka w płaszczyznach g18 czy g19 niczego lepszego nie wprowadzi niz standardowe g17
https://www.etsy.com/pl/shop/soltysdesign
-
montffa
Autor tematu - Czytelnik forum poziom 2 (min. 20)
- Posty w temacie: 12
- Posty: 21
- Rejestracja: 24 lip 2012, 17:41
- Lokalizacja: Galindia
- Kontakt:
No cóż, muszę cię zmartwić. Nie masz racji, bo właśnie przypadła mi w udziale obsługa 5-cio osiowej obrabiarki, a co ciekawsze jest to system sterowania FIDIA, o którym jak widać na forum niewiele osób ma jakiekolwiek pojęcie. Ja sam muszę sobie tłumaczyć dokumentację z włoskiego. Nie dziw się więc, że niektórych rzeczy nie rozumiem, bo w przypadku takiego sterowania jak Fanuc czy Sinumerik materiałów jest pełno, włącznie z dostępnymi symulatorami.MlKl pisze:Bartek, nie mieszaj w głowie nowicjuszowi. Siedzisz od dawna w pięcioosiówkach, a on dopiero próbuje ogarnąć trzy...
Zdecydowana większość maszynek prezentowanych na forum to trzyosiówki ze sztywnym wrzeciennikiem. Najzwyklejszy układ kartezjański.
-
MlKl
- Lider FORUM (min. 2000)
- Posty w temacie: 11
- Posty: 3703
- Rejestracja: 15 sie 2010, 13:44
- Lokalizacja: Błonie
- Kontakt:
Zmartwić to ja się nie zmartwiłem  Zadałeś pytanie, tyczące trzyosiówki. Z pytania wynika, że pojęcie o działaniu zwykłych trzech osi masz nikłe, a Bartek wyszedł daleko poza zakres pytania.
Zadałeś pytanie, tyczące trzyosiówki. Z pytania wynika, że pojęcie o działaniu zwykłych trzech osi masz nikłe, a Bartek wyszedł daleko poza zakres pytania.
Ogarnij dobrze pozycjonowanie narzędzia w trzech osiach, zanim zaczniesz się zastanawiać nad wprowadzaniem kolejnych.
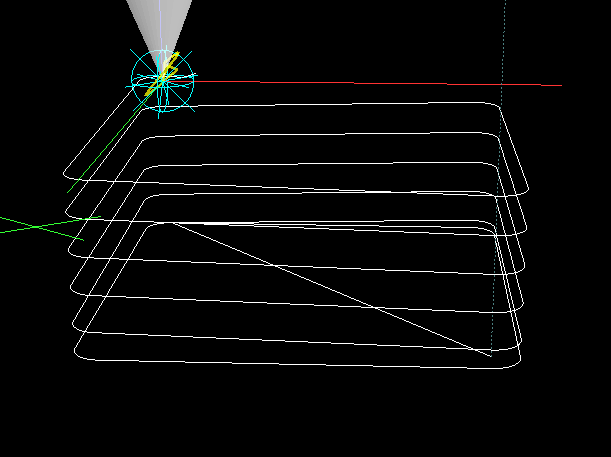
Na fotce masz operację wycinania konturu prostokąta ze zjazdem po rampie, zakończoną rundą na jednym poziomie i odjazd po skosie również w poziomie. Kodu ci nie wrzucę, bo generowany jest skryptem z pętlami i warunkami, i poprawnie zinterpretuje go tylko LinuxCNC.
Ale idea jest prosta - jak dasz g1 x100 z-2 f300 startując z punktu 0,0,0 to zjedziesz po rampie na -2 w punkcie x100. następnie dajesz g1 y100 z-4 f300 i tak da capo al fine
Ogarnij dobrze pozycjonowanie narzędzia w trzech osiach, zanim zaczniesz się zastanawiać nad wprowadzaniem kolejnych.
Na fotce masz operację wycinania konturu prostokąta ze zjazdem po rampie, zakończoną rundą na jednym poziomie i odjazd po skosie również w poziomie. Kodu ci nie wrzucę, bo generowany jest skryptem z pętlami i warunkami, i poprawnie zinterpretuje go tylko LinuxCNC.
Ale idea jest prosta - jak dasz g1 x100 z-2 f300 startując z punktu 0,0,0 to zjedziesz po rampie na -2 w punkcie x100. następnie dajesz g1 y100 z-4 f300 i tak da capo al fine
-
bartuss1
- Lider FORUM (min. 2000)
- Posty w temacie: 7
- Posty: 8322
- Rejestracja: 05 kwie 2006, 17:37
- Lokalizacja: Kędzierzyn - Koźle
- Kontakt:
ktos mnie ostatnio pytał o plik w płaszczyznie indeksowanej, nie wiem czy to byl kol wyzej, bo mi sie ta fidia cos kojarzy, mam jakies pliki na maszynie, ale musze poszperac, ostatni filmik z frezowaniem hipka wlasnie takiej obróbki dotyczy - index na 60 stopni i na 75, przy czym przy indeksie "od frontu" czy "od tyłu" uzywam płaszczyzny XZ z dosuwem y a także funkcji kołowych G2 i G3 z parametrami łuków biehunowych IK
natomiast przo obrobce bokow zmieniamy płaszczyznę na yz i łuki JK
w płaszczyznie xy uzywamy lukow IJ
przy g1 po kartezjansku
odnosnie programowania piecioosiowki tu trzeba program w camie robic, bo ręcznie się nie da caly czas interpolowac jakąś wybraną powierzchnię parametryczną wzgledem stałej promienia głowicy i jej "tańców" względem punktu
zresztą w 3 osiówce powierchnie parametryczne z wygibasami tez bez cama sie nie obejdzie, to nie planowanie czy jakas kieszen - takie rzeczy sie z palca pisze na g91 i g40
[ Dodano: 2013-12-29, 21:44 ]
natomiast przo obrobce bokow zmieniamy płaszczyznę na yz i łuki JK
w płaszczyznie xy uzywamy lukow IJ
przy g1 po kartezjansku
odnosnie programowania piecioosiowki tu trzeba program w camie robic, bo ręcznie się nie da caly czas interpolowac jakąś wybraną powierzchnię parametryczną wzgledem stałej promienia głowicy i jej "tańców" względem punktu
zresztą w 3 osiówce powierchnie parametryczne z wygibasami tez bez cama sie nie obejdzie, to nie planowanie czy jakas kieszen - takie rzeczy sie z palca pisze na g91 i g40
[ Dodano: 2013-12-29, 21:44 ]
przy kazdym wierszu podajesz posuw ? eeMlKl pisze:jak dasz g1 x100 z-2 f300 startując z punktu 0,0,0 to zjedziesz po rampie na -2 w punkcie x100. następnie dajesz g1 y100 z-4 f300
https://www.etsy.com/pl/shop/soltysdesign






