




Mam problem z tokarką Index G200 - C200-4
Po podaniu zasilania i uruchomieniu maszyny ( załączeniu podajnika, sprężonego powietrza i hydrauliki) maszyna po naciśnięciu przycisku START powinna wykonać jazdę referencyjną.
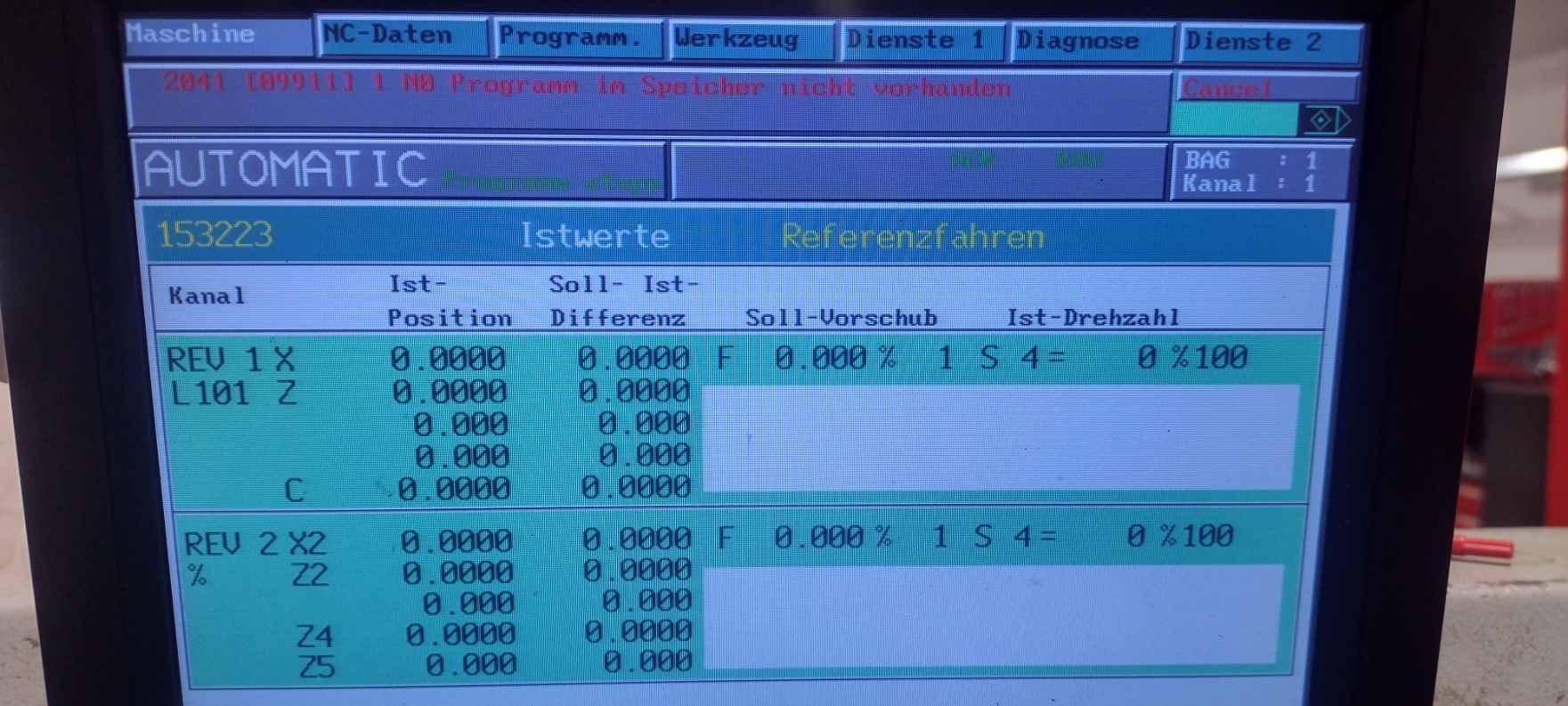
Jednak nie robi tego wyrzucając błąd:
Dodam tylko że maszyna poprzedniego dnia pracowała normalnie.
Z tego co się dowiedziałem to plik jazdy referencyjnej to L101.spf i znajdować powinien się w pamięci NCK / SPF, lecz nic tam nie ma.
Podobno jest gdzieś zapisany ten plik na dysku maszyny lecz nie potrafię go odnaleźć.
I pytanie brzmi następująco:
Czy faktycznie plik L101 odpowiada za jazdę referencyjną?
Gdzie powinna być lokalizacja pliku po który sięga maszyna?
Pozdrawiam
Kuba


")






