



")
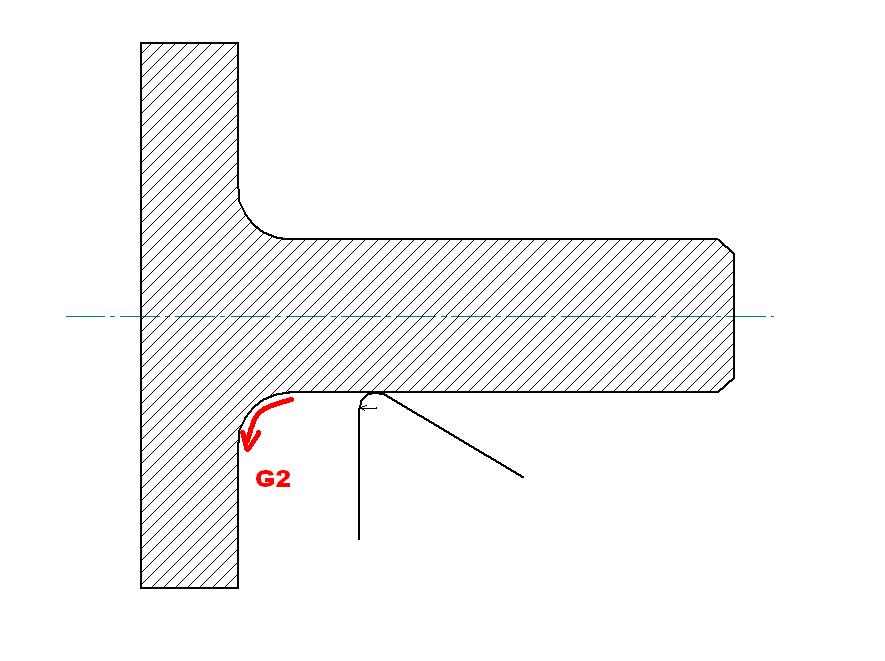
Potrzebuje odpowiedzi na jedno proste pytanie. Sytuacje o jaką mi chodzi przedstawia poniższe zdjęcie.
Która kompensacja G41 czy G42 oraz jaki typ (numer) ostrza dla takiej obróbki?
Wcześniej pracowałem na rewolwerowych tokarkach HAASa i nie było najmniejszego problemu z korekcją. Na tej chińszczyźnie sytuacja jest nazwijmy to "odwrócona" a do tego wyświetla mi głupoty, bo jeżeli mam promień płytki 0,4mm a maszyna pokazuje różnice w milimetrach jeżeli chodzi skompensowane ruchy, to chyba coś jest nie tak.
Pozdrawiam,
bienn




")

")

")











