witam,
jak w temacie proszę o pomoc. Pracuję na MORI SEIKI NV 5000 sterowanie FANUC w wersij 18
używam wierteł fi1 i fi0,5 w ulepszonej stali. Nie mam miejsca na złamanie takiego wiertła więc chciałbym by maszyna po wywierceniu "iluś" otworów bądź jakiejś głębokości wiercenia maszyna zatrzymała proces i nakazała zmienić narzędzie bądź "wywaliła alarm".
Jeśli będzie potrafiła zliczać drogę i sumować oczywiście z poprzednich programów to będę mógł wykorzystywać to przy innych narzędziach.
Dziękuję za pomoc.
CRAVL
jak zliczać dlugość frezowania by w pore zmianić narzędzie
-
cravl
Autor tematu - Czytelnik forum poziom 1 (min. 10)
")
- Posty w temacie: 4
- Posty: 10
- Rejestracja: 05 lis 2009, 23:09
- Lokalizacja: trzcianka
jak zliczać dlugość frezowania by w pore zmianić narzędzie
Ostatnio zmieniony 06 lis 2009, 10:49 przez cravl, łącznie zmieniany 1 raz.
Tagi:



-
 WZÓR
WZÓR
- Moderator
-
Lider FORUM (min. 2000)
")
- Posty w temacie: 2
- Posty: 8514
- Rejestracja: 01 sty 2009, 20:01
- Lokalizacja: Oława
,,Załaduj'' do maszyny np.5 wierteł i po wywierceniu ,,ileś tam'' otworów wpisz w program zmianę narzędzia np. z T01 na T02 itd.
Będziesz mógł wtedy wiercić bez potrzeby zatrzymywania programu.
Można też w odpowiednim dla Ciebie miejscu w programie wpisać M00 , wymienić wiertła i ,,puścić'' program dalej.
Będziesz mógł wtedy wiercić bez potrzeby zatrzymywania programu.
Można też w odpowiednim dla Ciebie miejscu w programie wpisać M00 , wymienić wiertła i ,,puścić'' program dalej.
Pomagam w:
HAAS - frezarki, tokarki
HAAS - frezarki, tokarki
-
cravl
Autor tematu - Czytelnik forum poziom 1 (min. 10)
- Posty w temacie: 4
- Posty: 10
- Rejestracja: 05 lis 2009, 23:09
- Lokalizacja: trzcianka
Dzięki...WZÓR pisze:,,Załaduj'' do maszyny np.5 wierteł i po wywierceniu ,,ileś tam'' otworów wpisz w program zmianę narzędzia np. z T01 na T02 itd.
Będziesz mógł wtedy wiercić bez potrzeby zatrzymywania programu.
Można też w odpowiednim dla Ciebie miejscu w programie wpisać M00 , wymienić wiertła i ,,puścić'' program dalej.
Wszystko fajnie, ale mam magazyn 30 narzędzi 29 używam plus miesce sondy pomiarowej.
jest trzech programistów i czterech operatorów. jeden program zawiera od 1 do 24 otworów.
Nie jestem w stanie kontrolować ilości otworów przez "obserwację" Dla mnie najlepiej było by liczyć drogę dla danego narzędzia. otwory są w głębokościach między 1,5mm, a 5mm.
kiedyś zastanawiałem się nad tym rozwiązaniem ale znalazłem tylko opcję zliczającą zakończenia programów M30 lub M02 ale dla mnie to za mało.
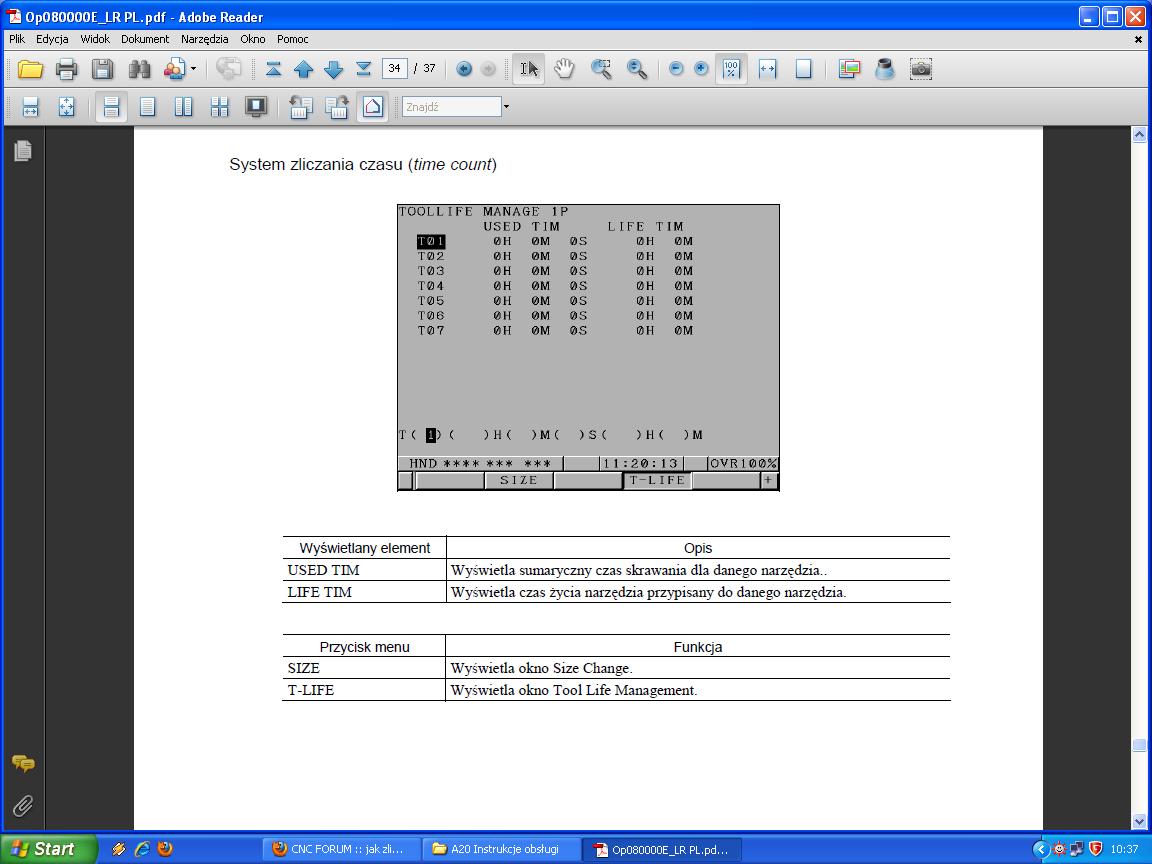
Jak ktoś miał może do czynienia z liczeniem przez maszynę czasu pracy narzędzia to proszę o pomoc.
Może jest taka opcja by liczyła godziny pracy poszczególnego narzędzia?
Pozdrawiam!
-
roberta
- Specjalista poziom 1 (min. 100)
")
- Posty w temacie: 1
- Posty: 102
- Rejestracja: 17 lip 2008, 20:08
- Lokalizacja: melcie
Witam na takiej nie pracowałem ale w innych maszynach przy wprowadzaniu narzędzi do magazynu ustalałem sobie ile ma pracować na ile minut przed upływem zadanego czasu maszyna informuje o wymianie ale nie wszystkie mają taki bajer .Pracowałem na tokarkach STAR z FANUC ale my zaznaczali sobie ilość sztuk do zrobienia i po wykonaniu danej ilość maszyna zatrzymuje się wymiana i dalej szczerze mówiąc to nawet nie wiem czy ona miała licznik minutowy pracy narzędzia
-
WZÓR
- Moderator
-
Lider FORUM (min. 2000)
- Posty w temacie: 2
- Posty: 8514
- Rejestracja: 01 sty 2009, 20:01
- Lokalizacja: Oława
cravl - skorzystaj z rady lonia4 , gdyż On najtrafniej Ciebie pokierował.
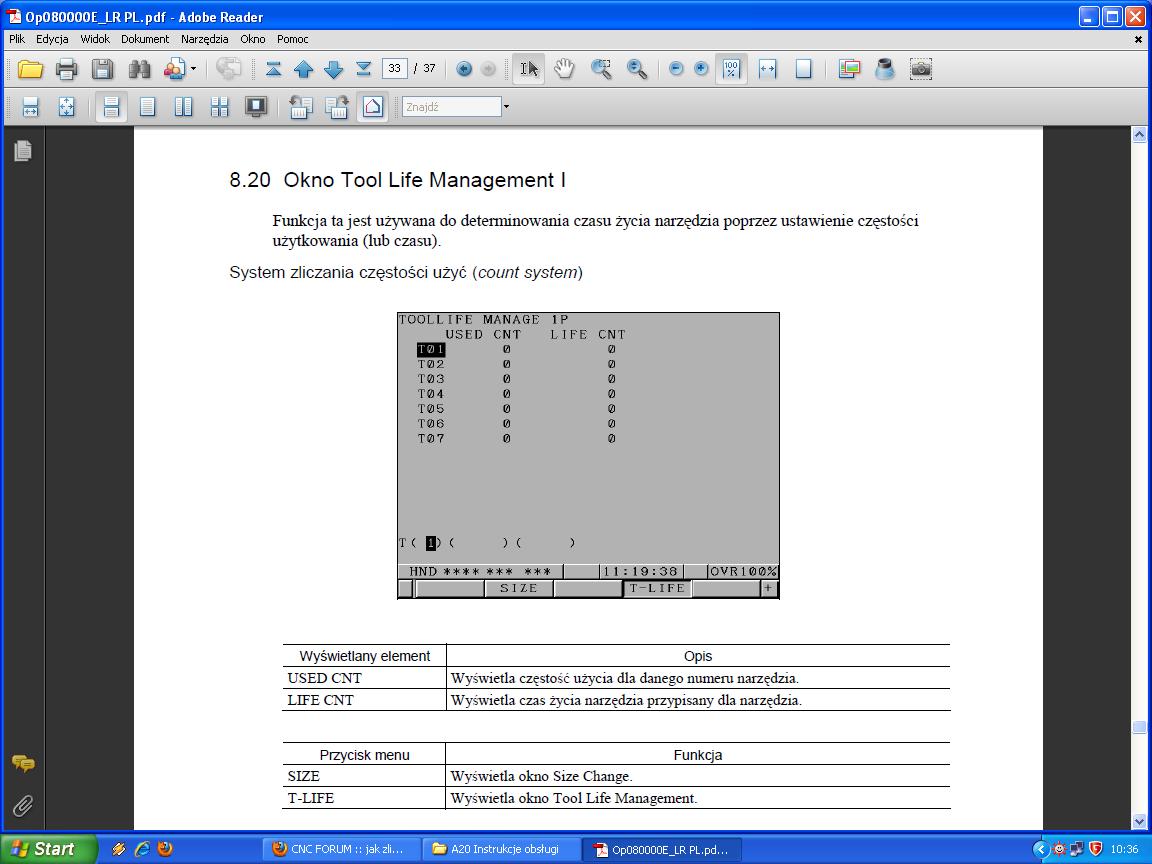
W moim Haas-e jest funkcja obsługi zaawansowanego zarządzania narzędziami (patrz; załącznik).
W moim Haas-e jest funkcja obsługi zaawansowanego zarządzania narzędziami (patrz; załącznik).
... jak lonia4 pisze - poszukaj/poczytaj w instrukcji i zastosuj.czy nie możesz użyć funkcji poszerzonego zarządzania okresami trwałości narzędzi ?dostępna w 18i
Pomagam w:
HAAS - frezarki, tokarki
HAAS - frezarki, tokarki
-
cravl
Autor tematu - Czytelnik forum poziom 1 (min. 10)
- Posty w temacie: 4
- Posty: 10
- Rejestracja: 05 lis 2009, 23:09
- Lokalizacja: trzcianka
Dzięki wszystkim
to mnie jeszcze nie ratuje.
Nie obsługuję maszyny w trybie MEM czy jak kto woli AUTO.
Działam na opcji korzystania z pamięci zewnętrznej. Narzędzia mogę zdefiniować jedynie w standardowych typoszeregach (drill, face ... itd) reszta to program. Potrzebuję pomocy w znalezieniu parametrów (nr parametru) bym mógł w programie odwołać się do tego parametry i np podczas wiercenia dopisywać co zmianę współrzędnych "ostatnia ilość wierceń (plus 1) by zliczać łączną ilość.
Mam nadzieję że niezbyt pokrętnie to napisałem.
ponownie pozdrawiam.
to mnie jeszcze nie ratuje.
Nie obsługuję maszyny w trybie MEM czy jak kto woli AUTO.
Działam na opcji korzystania z pamięci zewnętrznej. Narzędzia mogę zdefiniować jedynie w standardowych typoszeregach (drill, face ... itd) reszta to program. Potrzebuję pomocy w znalezieniu parametrów (nr parametru) bym mógł w programie odwołać się do tego parametry i np podczas wiercenia dopisywać co zmianę współrzędnych "ostatnia ilość wierceń (plus 1) by zliczać łączną ilość.
Mam nadzieję że niezbyt pokrętnie to napisałem.
ponownie pozdrawiam.
")