")
Zacząłem pracę na tokarce z sterowaniem heidenhain ManualPlus 620. Koledzy jestem zielony w tym temacie. Proszę o wyrozumiałość
Czy w tym sterowaniu istnieje możliwość zrobienia korekty odchyłki wałka, która wynosi 0.06 mm na długości wałku 54 mm i średnicy początkowej do obróbki 16.6 mm. Na wałku są robione dwie średnice 15 mm plus naddatek i na końcu wałka 10 mm plus naddatek.
W szczękach jest zamocowane około 20 mm materiału, może to być przyczyną odpychania materiału?. Materiał nie jest zamocowany w koniku gdyż planowane jest czoło z cyklu toczenie wzdłużne kontury. Czy mimo pracy z cyklu to istnieje możliwość zrobienia korekty w g-kodach?
Materiał: 1.2316
całkowita długość wałka 80 mm
materiał w szczękach ok. 20 mm
średnica materiału 16.6 mm
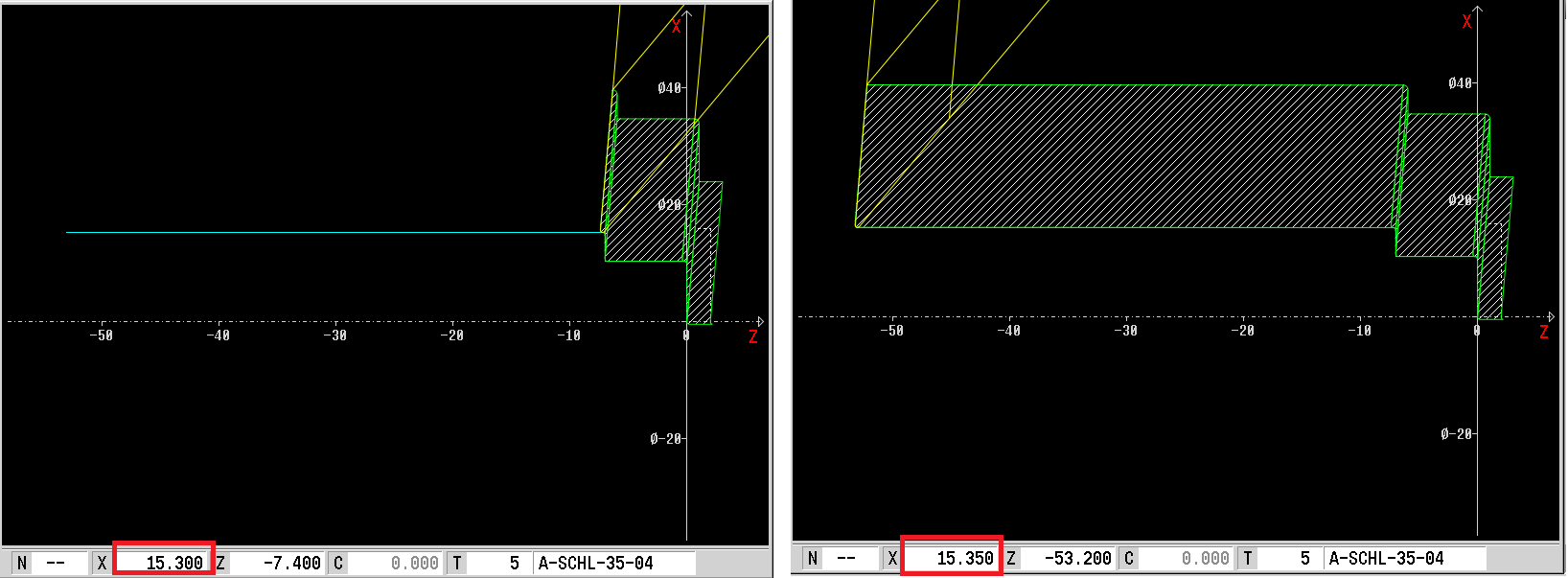
średnica gotowa 15.3 mm na długości 46 mm
średnica 10.3 mm na długości 7 mm
Załączam poglądowy rysunek/
Pozdrawiam.