



HSM-600c


-
 adam Fx
adam Fx
- Lider FORUM (min. 2000)
")
- Posty w temacie: 1
- Posty: 5580
- Rejestracja: 04 lip 2004, 16:03
- Lokalizacja: Gliwice
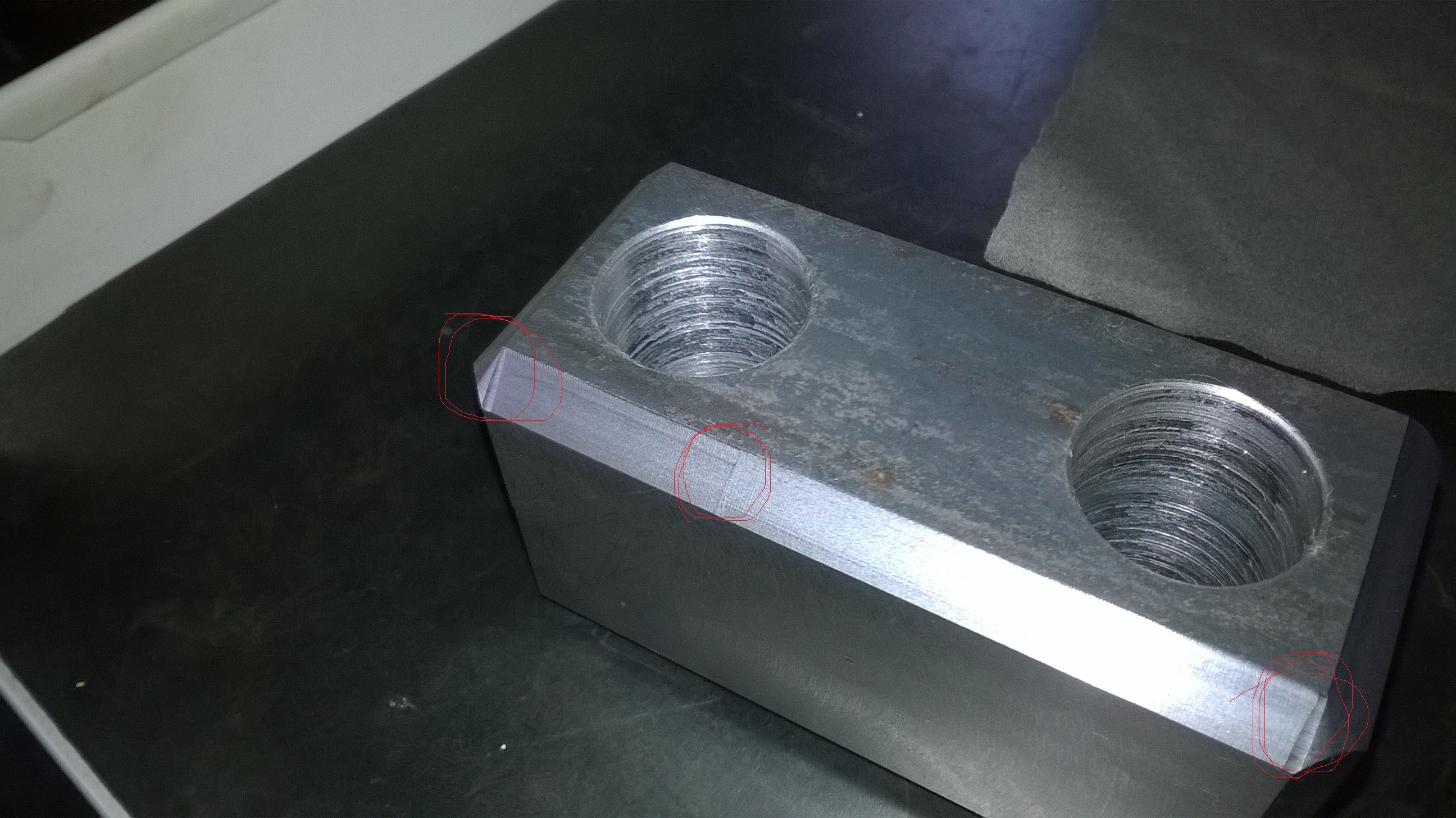
próbowałeś puści to wykończająco czy jedziesz na raz? bo wygląda to tak jak by narzędzie odepchnięte siłami skrawania w chili zwalniania na łukach miało po prostu trochę więcej czasu na zebranie materiału i powstają wgłębienia
sorki za wszystkie błędy ... (dyslektyk) 
Zobacz moje filmy http://www.youtube.com/user/pokachontass/videos
Zobacz moje filmy http://www.youtube.com/user/pokachontass/videos
-
 DRAGOO
DRAGOO
Autor tematu - Specjalista poziom 1 (min. 100)
")
- Posty w temacie: 4
- Posty: 168
- Rejestracja: 17 wrz 2012, 08:59
- Lokalizacja: POLSKA
Podczas ustawiania i przykręcania imadła na stole zauważyłem ze na wyświetlaczu zmieniają mi się wartości pozycji Y maszyna bez liniałów po prostu delikatnie przesuwam Y a po otwarciu drzwi hamulce na osiach są włączone czy to jest normalne w HH bo na Sinumeriku próbowałem tego samego i ani drgnie co to może być ???? maszyna podczas frezowania często drży .
TEORIA I PRAKTYKA NIE ZAWSZE IDĄ W PARZE
-
DRAGOO
Autor tematu - Specjalista poziom 1 (min. 100)
- Posty w temacie: 4
- Posty: 168
- Rejestracja: 17 wrz 2012, 08:59
- Lokalizacja: POLSKA
Maszyna liniałów nie posiada ,luz wrzeciona hmmm jest roczna mało pracuje ze względu na elektro wrzeciono , podczas frezowania tez jest zauważalne małe przemieszczenie na osiach np " podczas frezowania w osi X os Y przesuwa sie o pare setek.A są jakies kody M żeby była bardziej sztywna ?Ja tylko stosuje tolerancje i M126.
TEORIA I PRAKTYKA NIE ZAWSZE IDĄ W PARZE






