



Frezowanie głębokich kieszeni w kompozycie włókna szklanego
-
marecki_lo
Autor tematu - Czytelnik forum poziom 1 (min. 10)
")
- Posty w temacie: 7
- Posty: 11
- Rejestracja: 21 mar 2011, 01:03
- Lokalizacja: GB
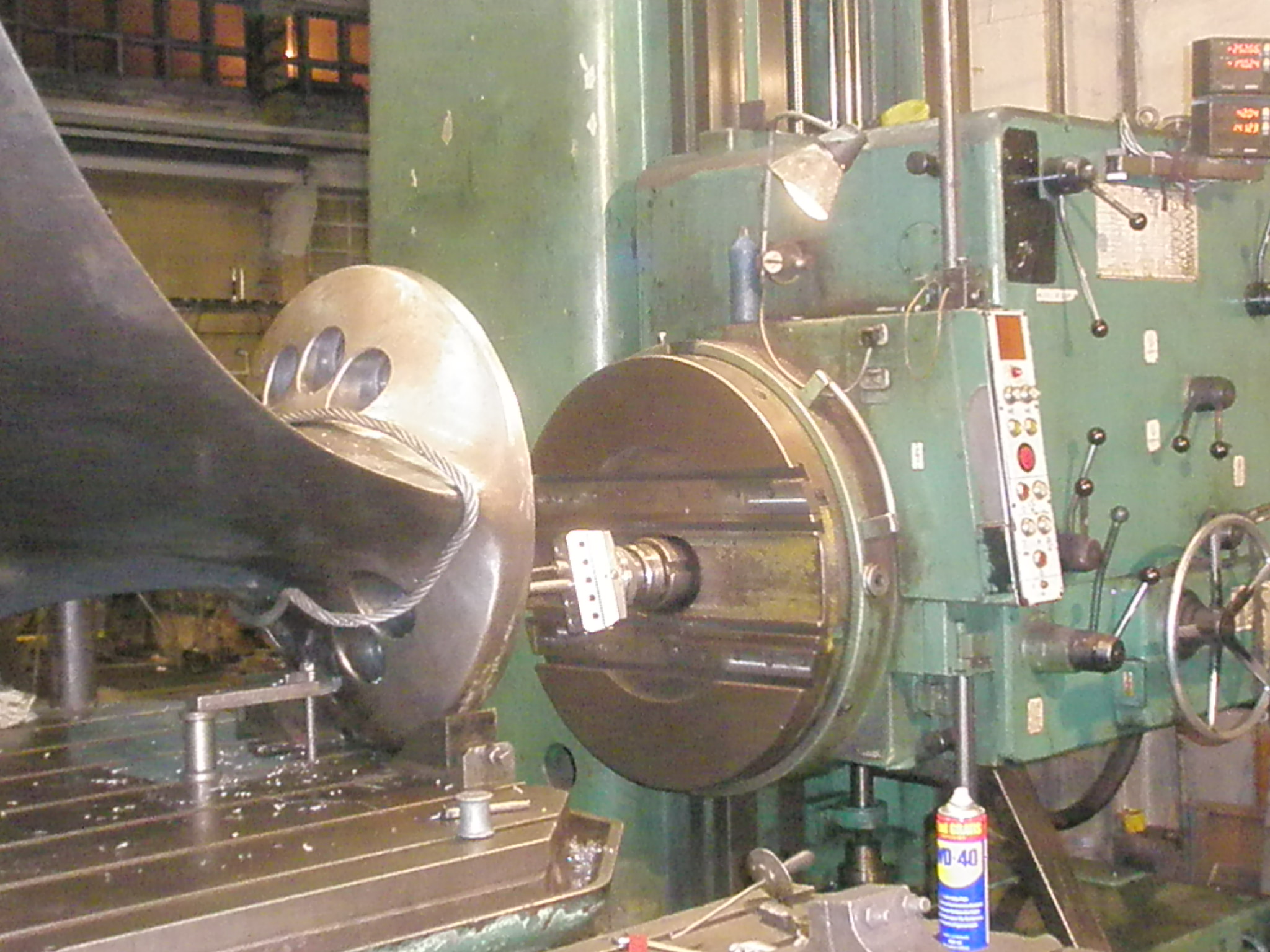
Będziemy testować. Jak już wcześniej mówiłem frezowanie próbne poszło dość gładko, nie zauważyłem topienia się tworzywa. Wytaczanie też przeszło bez większych problemów. Jednak teraz będę musiał frezować otwory w kilku etapach ze względu na dużą głębokość i trudną ewakuację wiórów. Trzeba będzie przerywać, wycofywać narzędzie i odkurzyć otwór.
Tagi:


-
oprawcafotografii
- Lider FORUM (min. 2000)
")
- Posty w temacie: 4
- Posty: 6370
- Rejestracja: 29 kwie 2009, 10:11
- Lokalizacja: Kraków / Jaworzno / Kopanka
")
 ale na powaznie to powinno dac rade pare raze obrabiałem takie elementy od elektrowni wiatrowych jak idzie to na sucho ale przewaznie trzeba lac chłodziwo nie pyli tak to cholerstwo tyle ze syf straszny
ale na powaznie to powinno dac rade pare raze obrabiałem takie elementy od elektrowni wiatrowych jak idzie to na sucho ale przewaznie trzeba lac chłodziwo nie pyli tak to cholerstwo tyle ze syf straszny-
marecki_lo
Autor tematu - Czytelnik forum poziom 1 (min. 10)
- Posty w temacie: 7
- Posty: 11
- Rejestracja: 21 mar 2011, 01:03
- Lokalizacja: GB
A tak na marginesie to jakie narzędzia polecacie do takich laminatów? Skoro tradycyjne frezy mogą mieć problemy. Niestety nie wolno mi zalać tego chłodziwem, życzenie klienta. Więc narzędzia do pracy na sucho. Wymagana średnica większa niż 90mm, gdyż ze względu na głębokość i możliwość podejścia tylko z jednej strony muszę używać długiego narzędzia co najmniej 520mm długości i trzpień o średnicy 80mm.
-
oprawcafotografii
- Lider FORUM (min. 2000)
- Posty w temacie: 4
- Posty: 6370
- Rejestracja: 29 kwie 2009, 10:11
- Lokalizacja: Kraków / Jaworzno / Kopanka
-
marecki_lo
Autor tematu - Czytelnik forum poziom 1 (min. 10)
- Posty w temacie: 7
- Posty: 11
- Rejestracja: 21 mar 2011, 01:03
- Lokalizacja: GB
No... to dostawca Iscar dostarczył nam właśnie głowicę frezarską z płytkami z CBN.  I zasugerował prędkość skrawania 500 m/min i posuw zgrubny 0.15 mm/ząb. Ja jednak zmniejszyłem prędkość o połowę (strasznie długi trzpień). A poza tym po obróbce testowej zauważyłem mikro wykruszenia na krawędziach skrawających, kilku płytek.
I zasugerował prędkość skrawania 500 m/min i posuw zgrubny 0.15 mm/ząb. Ja jednak zmniejszyłem prędkość o połowę (strasznie długi trzpień). A poza tym po obróbce testowej zauważyłem mikro wykruszenia na krawędziach skrawających, kilku płytek.






