



")
lm=1455368487

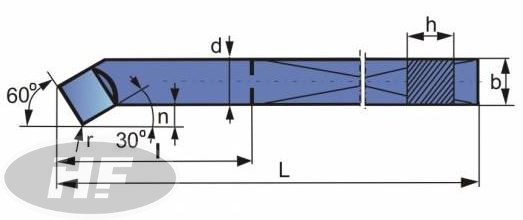
Nóż z taką geometrią, ale na płytki, będzie wystawał z wytaczadła na ok 220mm:
Ze względu na to, że detal zamocowany jest za stołem nie mogę frezować otworu z interpolacji, bo otwór jest na granicy pola roboczego, zostaje wiercenie. Największe wiertło jakie mam to Ø40, więc od tego wymiaru muszę działać już wytaczadłem.
Wytaczałem już podobne otwory, ale nie na taką długość. Wczoraj na 74mm. Zgrubnie zbierałem po 2mm z obrotami 400 i posuwem 30. Przejście wykańczające obroty 500 i taki sam posuw.
Jakie parametry dobrać? W otworze będą mocowane łożyska wzdłużne, więc powierzchnia nie musi być idealna. Wymiar dobrze, żeby zmieścił się do +0.03. Zbierać małym wiórem, żeby nóż nie drgał?




")






