



")
Cześć niedługo będę miał do wykonania kilka gwintów wewnętrznych i mam do tego sprawdziany.
Teraz zaczalem się zastanawiać jakie otwory pod to robić?
Zastanawiam się nad tym czy robić otwory zalecane pod gwinty czy np 0.03 większy niż dolna średnica gwintu?
Jeszcze jedna sprawa. Sprawdzian gwintu sprawdza górna średnicę gwintu czy też dolna?
Toczenie gwintów wew.


-
 RomanJ4
RomanJ4
- Lider FORUM (min. 2000)
")
- Posty w temacie: 2
- Posty: 11580
- Rejestracja: 17 mar 2009, 08:55
- Lokalizacja: Skępe
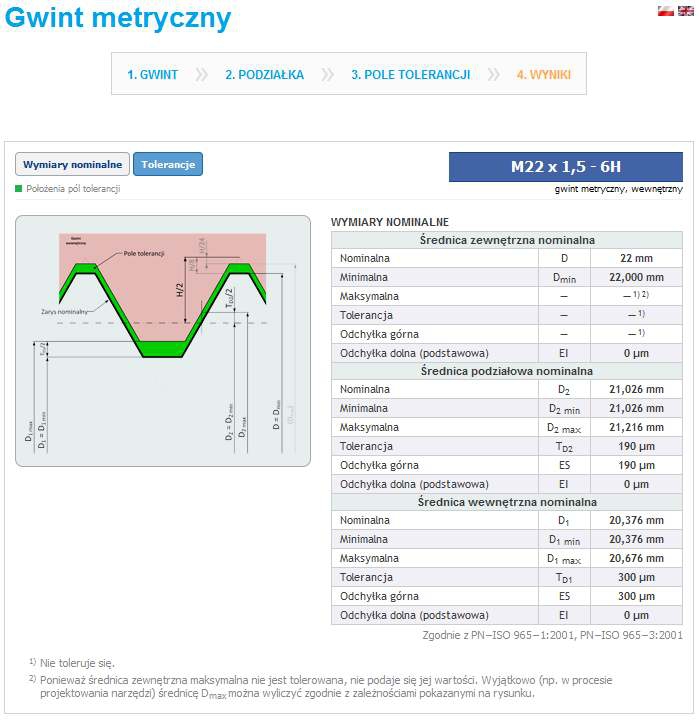
Tu masz dobry kalkulator http://www.obliczenia.icad.pl/gwinty/metryczne/ gdzie dobierasz różne parametry w tym tolerancję (także rysunki i pola-powiekszenie)
dla M22x1,5/6H D1 min=20,376mm, D1 max=20,676 mm, a jako że pod nożem gwint w zależności od materiału też "rośnie" (pod gwintownikiem różnie, zależy od śr. otworu), to 20,50 może być. Zresztą, bez fizycznej próby się nie obędzie...

dla M22x1,5/6H D1 min=20,376mm, D1 max=20,676 mm, a jako że pod nożem gwint w zależności od materiału też "rośnie" (pod gwintownikiem różnie, zależy od śr. otworu), to 20,50 może być. Zresztą, bez fizycznej próby się nie obędzie...
pozdrawiam,
Roman
Roman
-
 WZÓR
WZÓR
- Moderator
-
Lider FORUM (min. 2000)
- Posty w temacie: 2
- Posty: 7984
- Rejestracja: 01 sty 2009, 20:01
- Lokalizacja: Oława
W tym temacie to ja pierwszy ,,pomógł"RomanJ4 pisze:Tu masz dobry kalkulator http://www.obliczenia.icad.pl/gwinty/metryczne/
Mariusz.
Pomagam w:
HAAS - frezarki, tokarki
HAAS - frezarki, tokarki






