Prędkość skrawania przy toczeniu na tokarkę konwencjonalną
-
Robercik280214
Autor tematu - Specjalista poziom 1 (min. 100)
")
- Posty w temacie: 4
- Posty: 166
- Rejestracja: 08 sie 2015, 13:36
- Lokalizacja: Opole
Prędkość skrawania przy toczeniu na tokarkę konwencjonalną
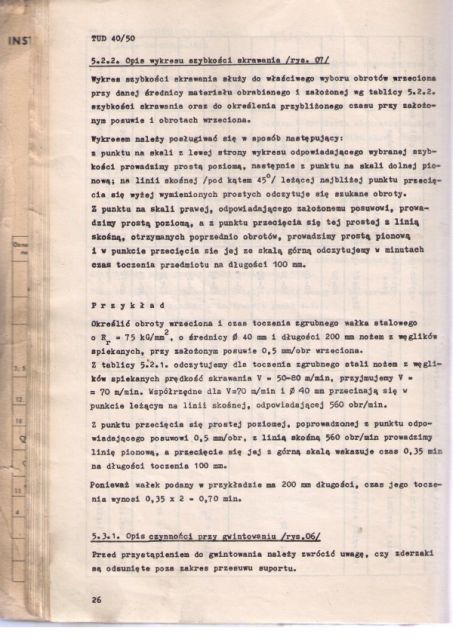
Witam. Tak jak w temacie potrzebuję dobrać wartość prędkości skrawania na tokarkę konwencjonalną. Prowadzący powiedział mi, że Vc minimalne wynosi 90m/min, ponieważ jeżeli jest mniejsze to tworzy się narost na nożu. Wałek, który wykonuje ma bardzo małe średnice rzędu 20 - 10 mm. Z obliczeń wychodzą mi obroty 1400 a nawet 2677 , przecież to są obroty kosmiczne i nawet nie możliwe do ustawienia. Więc nachodzi się pytanie jaka jest najniższa wartość prędkości skrawania dla toczenia???? Albo jakie dobrać obroty dla toczenia zgrubnego i wykańczającego??
Tagi:


-
Robercik280214
Autor tematu - Specjalista poziom 1 (min. 100)
- Posty w temacie: 4
- Posty: 166
- Rejestracja: 08 sie 2015, 13:36
- Lokalizacja: Opole
Tak było podawane. Tylko ze w katalogu Vc dla np. Płytek dla obróbki zgrubnej stali wynosi ok. 300 m/min. Przy moich średnicach obroty wychodzą rzędu 2000 obr/min. Więc to chyba oczywiste ,ze takich obrotów nie stosuje się na tokarkę konwencjonalna to nie jest obrabisrka CNC gdzie operator stoi za szybą. Dlatego pytam jaką jest najmniejsza wartość Vc. Sam parę razy toczylem NA tokarce konwencjonalnej i myślałem aby stosować obroty Max do 1200obr. Dla obróbki zgrubnej i ok 720 dla kształtujące. Ale wtedy Vc wychodzi mi nawet poniżej 50 m/min :/
-
 viper
viper
- Specjalista poziom 2 (min. 300)
- Posty w temacie: 1
- Posty: 490
- Rejestracja: 23 wrz 2013, 13:44
- Lokalizacja: Polska
No cóż masz problem.. Chcesz mieć ładną powierzchnię przy małej średnicy detalu i trzymać się zakresu Vc podanego przez producenta. Nie realne w Twoich warunkach- nie masz ku temu możliwości (nieodpowiednia maszyna)
Chcesz wykonać detal w.g odpowiedniej prędkości to kup sobie odpowiednią CNC albo rób na tym co masz i przestań się przejmować daj obroty jakie Ci pasują i obserwuj co się dzieje z powierzchnią
daj obroty jakie Ci pasują i obserwuj co się dzieje z powierzchnią
Chcesz wykonać detal w.g odpowiedniej prędkości to kup sobie odpowiednią CNC albo rób na tym co masz i przestań się przejmować
-
 RomanJ4
RomanJ4
- Lider FORUM (min. 2000)
")
- Posty w temacie: 2
- Posty: 11576
- Rejestracja: 17 mar 2009, 08:55
- Lokalizacja: Skępe
Teoria teorią, a robi się tym co się ma dobierając parametry do możliwości, albo wcale..
Nieprawdą jest, że nie ma tokarek uniwersalnych o zakresie 2000 obr wrzeciona. Wiele, zwłaszcza mniejszych, ma i większe niż 2000 obroty (nawet 3000 i więcej), ale najczęściej "trzeba lubić co sie ma"...
Najlepiej do takiej roboty zamontować uchwyt na tulejki zaciskowe (do prętów) zamiast konwencjonalnego.
http://allegro.pl/tokarka-410-1000-otwo ... 24680.html
http://allegro.pl/tokarka-metalu-1000mm ... bi_c=23133
http://allegro.pl/tokarka-do-metalu-325 ... 76906.html
http://allegro.pl/tokarka-uniwersalna-c ... 75344.html
http://allegro.pl/tokarka-holzmann-ed10 ... 53680.html
http://allegro.pl/tokarka-precyzyjna-ma ... 18233.html
itd...
dość dokładnie zjawisko narostu opisane jest tu
http://docplayer.pl/14593782-2-1-tenden ... aniem.html
Nieprawdą jest, że nie ma tokarek uniwersalnych o zakresie 2000 obr wrzeciona. Wiele, zwłaszcza mniejszych, ma i większe niż 2000 obroty (nawet 3000 i więcej), ale najczęściej "trzeba lubić co sie ma"...
Najlepiej do takiej roboty zamontować uchwyt na tulejki zaciskowe (do prętów) zamiast konwencjonalnego.
http://allegro.pl/tokarka-410-1000-otwo ... 24680.html
http://allegro.pl/tokarka-metalu-1000mm ... bi_c=23133
http://allegro.pl/tokarka-do-metalu-325 ... 76906.html
http://allegro.pl/tokarka-uniwersalna-c ... 75344.html
http://allegro.pl/tokarka-holzmann-ed10 ... 53680.html
http://allegro.pl/tokarka-precyzyjna-ma ... 18233.html
itd...
https://www.google.pl/url?sa=i&rct=j&q= ... 7709062293 od strony 17Prowadzący powiedział mi, że Vc minimalne wynosi 90m/min, ponieważ jeżeli jest mniejsze to tworzy się narost na nożu
Narost powstaje najczęściej podczas skrawania metali miękkich i ciągliwych. Prawie nie tworzy się podczas skrawania metali twardych i kruchych. Nie tworzy się również przy bardzo małej prędkości skrawania 1-2 m/min. W zakresie Vc 10-35 m/min jej zwiększenie powoduje zwiększenie narostu, zaś w zakresie Vc = 40-60 m/min narost zaczyna zanikać. Przy prędkości Vc = 80-120 m/min narost zanika całkowicie
dość dokładnie zjawisko narostu opisane jest tu
http://docplayer.pl/14593782-2-1-tenden ... aniem.html
Ostatnio zmieniony 27 kwie 2016, 09:27 przez RomanJ4, łącznie zmieniany 2 razy.
pozdrawiam,
Roman
Roman
-
Robercik280214
Autor tematu - Specjalista poziom 1 (min. 100)
- Posty w temacie: 4
- Posty: 166
- Rejestracja: 08 sie 2015, 13:36
- Lokalizacja: Opole
RomanJ4, dzięki wielkie za wytłumaczenie zjawiska narostu..
W takim razie postaram się trzymać w granicach prędkości skrawania Vc>45m/min.
Tokarki może i takie są ale wiadomo postawmy się na miejscu operatora nie wiem czy są tacy odważni aby stać przy maszynie bez osłony skrawając metal i przy prędkości obr. 2500 obr/min. Może są na forum osoby doświadczone i doradzą jakie np. obroty stosować dla obróbki zgrubnej i wykańczającej dla średnic w zakresie d = 20-10 mm .
W takim razie postaram się trzymać w granicach prędkości skrawania Vc>45m/min.
Tokarki może i takie są ale wiadomo postawmy się na miejscu operatora nie wiem czy są tacy odważni aby stać przy maszynie bez osłony skrawając metal i przy prędkości obr. 2500 obr/min. Może są na forum osoby doświadczone i doradzą jakie np. obroty stosować dla obróbki zgrubnej i wykańczającej dla średnic w zakresie d = 20-10 mm .
-
RomanJ4
- Lider FORUM (min. 2000)
- Posty w temacie: 2
- Posty: 11576
- Rejestracja: 17 mar 2009, 08:55
- Lokalizacja: Skępe
Jest jeszcze jedna metoda skrawania (na manualnych tokarkach) gdzie przy toczeniu wykańczającym się uzyskuje lepsze parametry chropowatości niż przy konwencjonalnym toczeniu, jest to tzw. "toczenie pionową krawędzią skrawającą" (Vertical Shear Bit)
http://bbs.homeshopmachinist.net/thread ... ool-update
http://conradhoffman.com/advancedsharp.htm


[youtube][/youtube]
http://inzynieria-aparatura-chemiczna.p ... _81-82.pdf
a tu masz co nieco o doborze parametrów w/g Sandvik
http://www.m65.pk.edu.pl/zppw/Zajecia%2 ... _Param.pdf
http://bbs.homeshopmachinist.net/thread ... ool-update
http://conradhoffman.com/advancedsharp.htm
[youtube][/youtube]
http://inzynieria-aparatura-chemiczna.p ... _81-82.pdf
a tu masz co nieco o doborze parametrów w/g Sandvik
http://www.m65.pk.edu.pl/zppw/Zajecia%2 ... _Param.pdf
pozdrawiam,
Roman
Roman
-
Robercik280214
Autor tematu - Specjalista poziom 1 (min. 100)
- Posty w temacie: 4
- Posty: 166
- Rejestracja: 08 sie 2015, 13:36
- Lokalizacja: Opole