




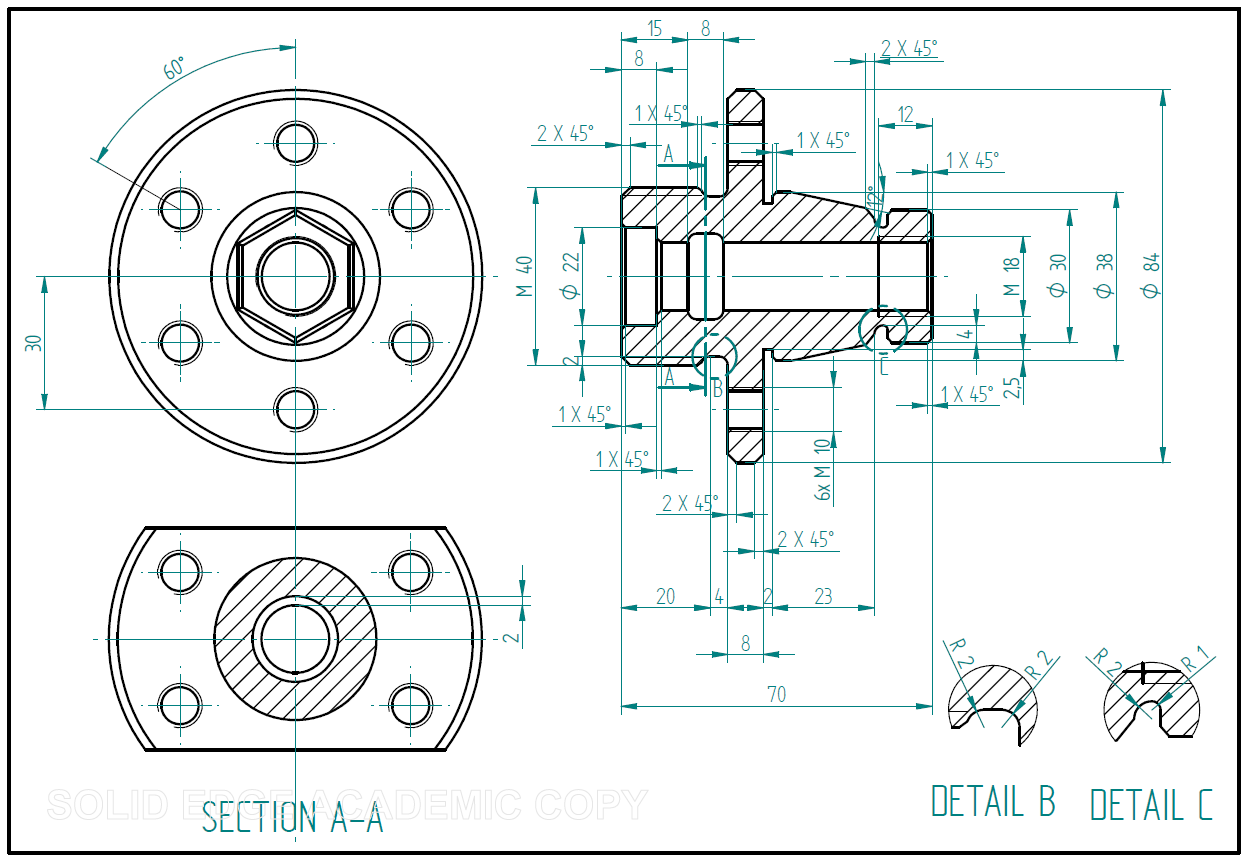
10. Planowanie czół i nawiercanie pod nakiełki (uchwyt trójszczękowy, 2 zamocowania)
20. Obróbka zgrubna powierzchni zewnętrznych - 1 zamocowanie; od prawej 1. fi84 na L=46, 2. fi38 na L=38, 3. fi30 na L=13; od lewej (mogę tak? tym samym nożem z obustronną płytką?) 4. fi40 na L=24.
30. Obróbka otworu przelotowego (prawa strona w uchwycie 3-szczękowym): 1. wiercenie w pełnym materiale wiertłem fi10 (czy poprzedzić jeszcze nawiercaniem?), 2. wytaczanie zgrubne po całości i drugie wytaczanie na fi22 L=8. 3 wytaczanie wybrania (mogę to tu od razu załatwić?) 4. wytaczanie otworu na gotowo
40. Obróbka kształtująca powierzchni zewnętrznych (z bazowaniem na otworze, na trzpieniu tokarskim). 1. (od lewej) toczenie fi40, 2. toczenie fi84 (mogę od razu w toczeni wytoczyć podcięcia z promieniem i fazki?), 3. toczenie powierzchni stożkowej 12st. z fi38
50. Frezowanie czopu
60. Toczenie gwintu zewnętrznego M40
70. Wiercenie 6 otworów poprzecznych i toczenie gwintów M10
80. Toczenie gwintu wewnętrznego (przejście na uchwyt 3-szczękowy)
90. Obróbka b.dokładna otworu (wytaczając, uchwyt 3-szczękowy)
100. Toczenie wykańczające powierzchni zewnętrznych (mocowanie na trzpieniu)
Z góry dziękuję za wszelką chęć pomocy. Pozdrawiam


")
")
")







