




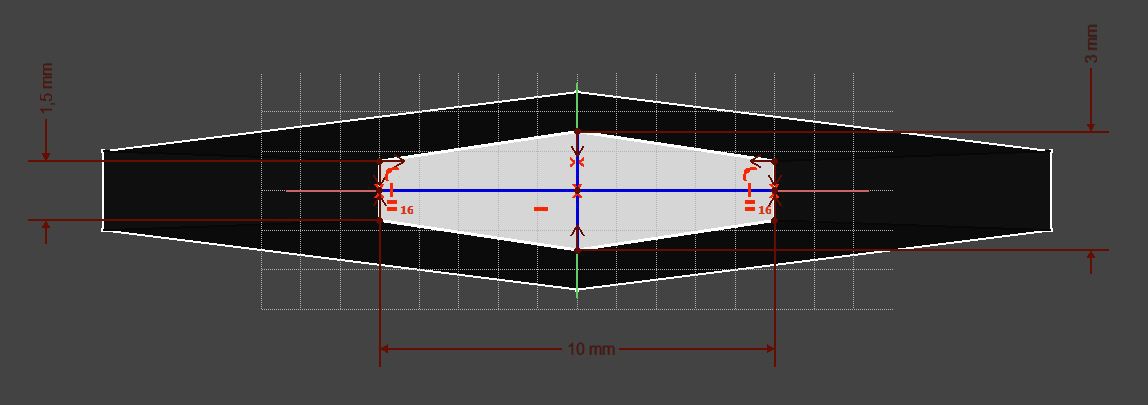
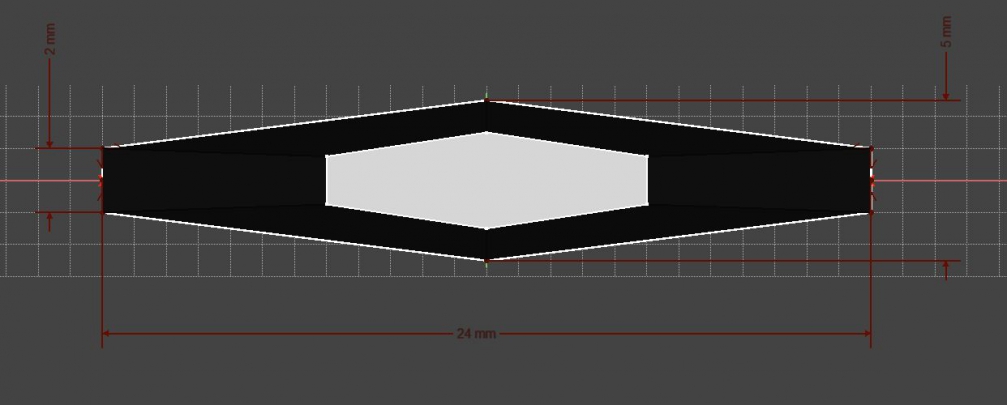
Zmienna grubość także chodzi o obróbkę numeryczną.
Ostre krawędzie można by zeszlifować także mamy cztery płaszczyzny do wywalcowania.
Poniżej przykładowe rysunki z freecad (przepraszam za prostotę ale wczoraj uczyłem się programu
Proszę o podpowiedz.
ps.
... to mój pierwszy post także pozdrawiam wszystkich członków forum


")
")
")







