



Piła do profilii aluminiowych
-
euro81
Autor tematu - Nowy użytkownik, używaj wyszukiwarki

- Posty w temacie: 2
- Posty: 2
- Rejestracja: 21 sty 2011, 15:14
- Lokalizacja: tarnobrzeg
Piła do profilii aluminiowych
Witam Serdecznie!! Na początek chciałbym wszystkich powitać na forum i dodać że jestem laikiem w tej dziedzinie ale mam kilka pytań i proszę o poradę. potrzeboje kupić piłe a dokładnie maszynę do cięcia profili aluminiowych są to profile do ramek reklamowych max szerokość profili 4 cm grubość jest to pare milimetrów profile cięte są pod kątem a dokłądnie są tam dwa kąty . może ktoś wie jak maszyna yła by najlepsza dla tego rozwiazania. aby np. ustyawić piłę i aby piła od razu cięła te dwa kąty i np. uciąc od razu np. 200 kawałków jednego wymiaru. może niedokladnie piszę ale naprawdę jestem laikiem w tej dziedzinie.proszęo pomoc i o informację
Tagi:



")
-
kszumek
- Specjalista poziom 2 (min. 300)
")
- Posty w temacie: 1
- Posty: 585
- Rejestracja: 04 kwie 2006, 18:08
- Lokalizacja: Białystok
Witam
2 kąty to rozumiem z 2 stron profilu -/+ 45 st
kiedyś widziałem na allegro taka dwupiłę niedrogo
można też coś wykombinować z piłami do drewna i tarczą do alu
tylko uważaj nie kupuj najtańszej bo za mało sztywna a co za tym idzie mało precyzyjna
(sam tak tnę) to takie ręczne sterowanie
zależy co chcesz osiągnąć , czy to ma być w jakimś stopniu zautomatyzowane
jak dużo takich samych elementów to można coś pospawać
z 2-ma silnikami na prowadnicach poruszane siłownikami pneumatycznymi
napisz coś więcej
pozdrawiam
2 kąty to rozumiem z 2 stron profilu -/+ 45 st
kiedyś widziałem na allegro taka dwupiłę niedrogo
można też coś wykombinować z piłami do drewna i tarczą do alu
tylko uważaj nie kupuj najtańszej bo za mało sztywna a co za tym idzie mało precyzyjna
(sam tak tnę) to takie ręczne sterowanie
zależy co chcesz osiągnąć , czy to ma być w jakimś stopniu zautomatyzowane
jak dużo takich samych elementów to można coś pospawać
z 2-ma silnikami na prowadnicach poruszane siłownikami pneumatycznymi
napisz coś więcej
pozdrawiam
-
euro81
Autor tematu - Nowy użytkownik, używaj wyszukiwarki
- Posty w temacie: 2
- Posty: 2
- Rejestracja: 21 sty 2011, 15:14
- Lokalizacja: tarnobrzeg
postaram się załaczyć zdjęcia o co mi chodzi
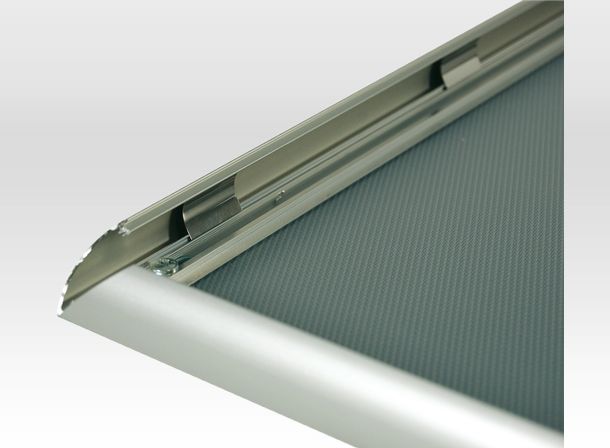
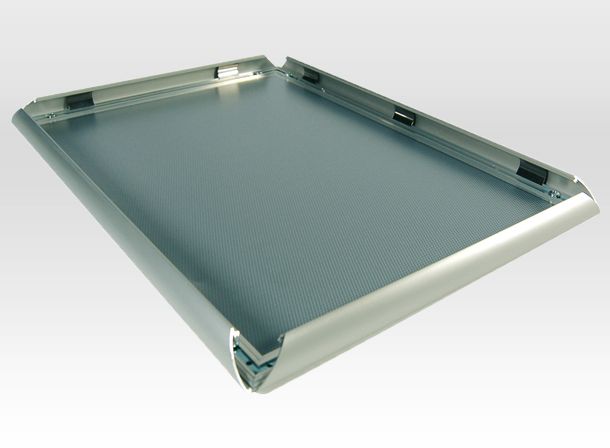
może nie dokładnie tu widac ale tam są 2 kąty a nawet 3 w tym jednym skosie po złączeniu profili.chodzi mi aby za jednym cięciem np.dwie piły robiły od razy te dwa kąty czy jakoś tak sobie to wyobrażam.
Odcinki będą ciętr różne od 30 cm do 2 metrów . zależy od rozmiarów ramki.
cena jaką jestem w stanie wydać jest to od 5 - 10 tys zł.
MOże koledzy napiszą jakieś nazwy pił i ewentualnie ceny mogą być używane
POzdrawiam
może nie dokładnie tu widac ale tam są 2 kąty a nawet 3 w tym jednym skosie po złączeniu profili.chodzi mi aby za jednym cięciem np.dwie piły robiły od razy te dwa kąty czy jakoś tak sobie to wyobrażam.
Odcinki będą ciętr różne od 30 cm do 2 metrów . zależy od rozmiarów ramki.
cena jaką jestem w stanie wydać jest to od 5 - 10 tys zł.
MOże koledzy napiszą jakieś nazwy pił i ewentualnie ceny mogą być używane
POzdrawiam
-
Borsi
- Specjalista poziom 2 (min. 300)
- Posty w temacie: 3
- Posty: 351
- Rejestracja: 11 sty 2009, 21:09
- Lokalizacja: lublin
tak jak pisałem piła dwugłowicowa ale za tą kasę trudno będzie ci znaleźć używkę w dobrym stanie możesz poszukać z jakieś upadającej firmy która produkowała ona pcv przejrzyj sobie stronę alumy będziesz miał rozeznanie o co chodzi http://www.aluma.pl/ i szukaj jakiejś używki
-
upadły_mnich
- ELITA FORUM (min. 1000)
")
- Posty w temacie: 1
- Posty: 1612
- Rejestracja: 09 gru 2005, 11:52
- Lokalizacja: Lublin
nie utniesz tego za jednym zamachem, piła 2u głowicowa niewiele pomoże. Tam rzeczywiście sa 3 kąty na każdym końcu.
Procedura jest taka:
Składasz profile górny i dolny razem ze sprężynkami oczywiście tak aby nie trafić piłą w sprężynke. W ramke wkładasz paseczki tworzywa o grubości późniejszego wypałnienia. Tniesz na dowolnej pile do aluminium. Ułatwieniem sa dociski od góry.
Docinasz 2 kolejne katy do osi "zawiasu". Te mogą być nawet bez ustawiania zderzaka na wymiar - kwestia wprawy. Po 5ej ramce wprawę miec bedziesz. Problem jest z tym 3cim katem. Nie wiem czy uwierzysz ale te przycinałem "z reki". To są delikatne profile i przy ostrej pile nie ma żadnego problemu. Jesli planujesz robic tego w setkach sztuk to można sobie ułatwić np robiąc oprzyrządowanie w rodzaju dystansu zakładanego na zderzak przy 2im kącie czy szablon przy 3im. Nie wiem czy jasno opisalem.
[ Dodano: 2011-01-26, 00:31 ]
Rozumiem, że wiesz o jakich 3 kątach mówiłem. Jesli nie to streszczę.
Pierwszy kąt jest to ten własciwy 45* na jaki zacinasz wszystkie profile z obu końców. Tniesz razem profil górny i dolny aby miec pewność, jednakowych długości. Jeżeli w ramce pomylisz sie o 1mm bo np wiór podszedł pod przymiar to nic się nie dzieje. Natomiast jesli utniesz górny profil osobno a dolny osobno to 1mm daje Ci brzydką szparę. Krótko: tniesz razem.
Teraz o paskach tworzywa. Tego rodzaju ramki są bardzo "wrazliwe" na grubość plexi (lub coś innego np tzw antyreflex) jaką sie w nich instaluje. Przy cieciu musisz włożyć jakieś dystanse odwzorowujace tę grubość. Jesli to pominiesz to otrzymasz bardzo brzydka szparę na łączeniu górnych profili. Te paski tworzywa mają odwzorować zamkniecie ramki do okreslonego wymiaru ale daje sie je grubsze bo opieraja sie na innej półeczce dolnego profilu. Spójrz na przekrój profilu dolnego i górnego a zrozumiesz to. Dystanse sa z tworzywa bo nawet jak trafia pod piłę to ta je utnie.
Masz przycietą ramkę ale czas na drugie zaciecie pod katem. Kąt ten jest po to aby ramke można było otworzyć. Jest to 45* zaciete z obu końców na odległość jakieś 5mm. Tu można docinac tylko profil górny ale to jest kłopotliwe. Czyli znów tniemy "w zespole". Ważne, że zmienia sie wymiar dlatego piła 2głowicowa już się nie sprawdzi. To zaciecie mozna robić bez ustawiania wymiaru. Można zrobić zderzaki ale trzeba by je przemysleć i zależy to juz od konstrukcji piły.
Trzeci kąt przyciecia dotyczy tylko górnego profilu. Można z niego zrezygnować ale wtedy trzebaby otwierac wszystkie górne profile jednoczesnie. Przy dobrym skręceniu ramki na katownikach nie odczuwa sie problemu i jest ok. Kąt ten to ściecie wewnetrznej pionowej scianki górnego profilu. Wystarczy jakies 5-10*. Tu nie ma juz pił typu "włóż, naciśnij guzik i zapomnij". Najłatwiej to robić "z ręki" bez docisków na otwartej ramce czyli górny profil w górze.
Teraz o piłach. Nie sadze aby piła dwugłowicowa coś znaczaco przyspieszyła. Tobie jest potrzebna typowa piła do profili aluminiowych. Ułatwieniem są dociski od góry. Również (kosztem BHP) lepiej jakby miała jeden przycisk włączajacy a nie jak te nowsze dwa. Czyli rece mamy wolne a nie na przyciskach. Na dobra sprawę ramke taką przytniesz na piłach za 1500 z OBI tylko takie piły nie maja docisków pneumatycznych i przymiarów ze zderzakiem, oraz tarcze sa w nich kiepskie. Tarcza musi byc z węglikiem, drobnoząbkowa i o katach naostrzonych do aluminium. Ahaa i oczywiście z natryskiem chłodziwa np alkohol izopropanol + 5-10% oleju.
Pierwszą ramke będziesz robił pewnie ze 4 godziny ale następne naprawde to proscizna.
Ja korzystałem z tarcz do alu firmy FABA. Sprzedaja i ostrzą. Przy tych profilach ostrzenie co 1-2 miesiace i jakość cięcia jest. Na forum ktos oferował podobno lepsze ale te wg mnie są ok. Mało tego: na allegro takie piły widziałem po 28zł/sztuke a to juz jak za darmo.
Często całkiem fajne maszyny sa po upadłych firmach okienkowych. Na ogół nie ma problemów z kupnem do nich części zamiennych. Np dociski pneumatyczne są standaryzowane a w używkach często ich brakuje. Tanio można je kupić.
Jesli kupisz uzywana piłę to producent sie do niej przyznaje i można zamówić wizytę serwisanta (płatną) i on zrobi liste potrzebnych zakupów.
Powodzenia życze i w razie dalszych wątpliwości uderzaj z pytaniami do mnie. Jakieś 4 ramki w życiu wykonałem. Ale na forum jak widać więcej nikt nie wykonał.
Procedura jest taka:
Składasz profile górny i dolny razem ze sprężynkami oczywiście tak aby nie trafić piłą w sprężynke. W ramke wkładasz paseczki tworzywa o grubości późniejszego wypałnienia. Tniesz na dowolnej pile do aluminium. Ułatwieniem sa dociski od góry.
Docinasz 2 kolejne katy do osi "zawiasu". Te mogą być nawet bez ustawiania zderzaka na wymiar - kwestia wprawy. Po 5ej ramce wprawę miec bedziesz. Problem jest z tym 3cim katem. Nie wiem czy uwierzysz ale te przycinałem "z reki". To są delikatne profile i przy ostrej pile nie ma żadnego problemu. Jesli planujesz robic tego w setkach sztuk to można sobie ułatwić np robiąc oprzyrządowanie w rodzaju dystansu zakładanego na zderzak przy 2im kącie czy szablon przy 3im. Nie wiem czy jasno opisalem.
[ Dodano: 2011-01-26, 00:31 ]
Rozumiem, że wiesz o jakich 3 kątach mówiłem. Jesli nie to streszczę.
Pierwszy kąt jest to ten własciwy 45* na jaki zacinasz wszystkie profile z obu końców. Tniesz razem profil górny i dolny aby miec pewność, jednakowych długości. Jeżeli w ramce pomylisz sie o 1mm bo np wiór podszedł pod przymiar to nic się nie dzieje. Natomiast jesli utniesz górny profil osobno a dolny osobno to 1mm daje Ci brzydką szparę. Krótko: tniesz razem.
Teraz o paskach tworzywa. Tego rodzaju ramki są bardzo "wrazliwe" na grubość plexi (lub coś innego np tzw antyreflex) jaką sie w nich instaluje. Przy cieciu musisz włożyć jakieś dystanse odwzorowujace tę grubość. Jesli to pominiesz to otrzymasz bardzo brzydka szparę na łączeniu górnych profili. Te paski tworzywa mają odwzorować zamkniecie ramki do okreslonego wymiaru ale daje sie je grubsze bo opieraja sie na innej półeczce dolnego profilu. Spójrz na przekrój profilu dolnego i górnego a zrozumiesz to. Dystanse sa z tworzywa bo nawet jak trafia pod piłę to ta je utnie.
Masz przycietą ramkę ale czas na drugie zaciecie pod katem. Kąt ten jest po to aby ramke można było otworzyć. Jest to 45* zaciete z obu końców na odległość jakieś 5mm. Tu można docinac tylko profil górny ale to jest kłopotliwe. Czyli znów tniemy "w zespole". Ważne, że zmienia sie wymiar dlatego piła 2głowicowa już się nie sprawdzi. To zaciecie mozna robić bez ustawiania wymiaru. Można zrobić zderzaki ale trzeba by je przemysleć i zależy to juz od konstrukcji piły.
Trzeci kąt przyciecia dotyczy tylko górnego profilu. Można z niego zrezygnować ale wtedy trzebaby otwierac wszystkie górne profile jednoczesnie. Przy dobrym skręceniu ramki na katownikach nie odczuwa sie problemu i jest ok. Kąt ten to ściecie wewnetrznej pionowej scianki górnego profilu. Wystarczy jakies 5-10*. Tu nie ma juz pił typu "włóż, naciśnij guzik i zapomnij". Najłatwiej to robić "z ręki" bez docisków na otwartej ramce czyli górny profil w górze.
Teraz o piłach. Nie sadze aby piła dwugłowicowa coś znaczaco przyspieszyła. Tobie jest potrzebna typowa piła do profili aluminiowych. Ułatwieniem są dociski od góry. Również (kosztem BHP) lepiej jakby miała jeden przycisk włączajacy a nie jak te nowsze dwa. Czyli rece mamy wolne a nie na przyciskach. Na dobra sprawę ramke taką przytniesz na piłach za 1500 z OBI tylko takie piły nie maja docisków pneumatycznych i przymiarów ze zderzakiem, oraz tarcze sa w nich kiepskie. Tarcza musi byc z węglikiem, drobnoząbkowa i o katach naostrzonych do aluminium. Ahaa i oczywiście z natryskiem chłodziwa np alkohol izopropanol + 5-10% oleju.
Pierwszą ramke będziesz robił pewnie ze 4 godziny ale następne naprawde to proscizna.
Ja korzystałem z tarcz do alu firmy FABA. Sprzedaja i ostrzą. Przy tych profilach ostrzenie co 1-2 miesiace i jakość cięcia jest. Na forum ktos oferował podobno lepsze ale te wg mnie są ok. Mało tego: na allegro takie piły widziałem po 28zł/sztuke a to juz jak za darmo.
Często całkiem fajne maszyny sa po upadłych firmach okienkowych. Na ogół nie ma problemów z kupnem do nich części zamiennych. Np dociski pneumatyczne są standaryzowane a w używkach często ich brakuje. Tanio można je kupić.
Jesli kupisz uzywana piłę to producent sie do niej przyznaje i można zamówić wizytę serwisanta (płatną) i on zrobi liste potrzebnych zakupów.
Powodzenia życze i w razie dalszych wątpliwości uderzaj z pytaniami do mnie. Jakieś 4 ramki w życiu wykonałem. Ale na forum jak widać więcej nikt nie wykonał.
sprawność wg kobiety: stosunek wielkości wyjętej do wielkości włożonej
-
PawelBury
- Nowy użytkownik, używaj wyszukiwarki
- Posty w temacie: 1
- Posty: 1
- Rejestracja: 24 sty 2013, 19:41
- Lokalizacja: Wieprz
Witam.
Oferuję przecinarki do profili aluminiowych, stalowych itp. na zamówienie.
Charakterystyka techniczna:
- Piła tarczowa o średnicy 600mm.
- Silnik: 3KW 2800obr\min
- Piła posiada wyłącznik bezpieczeństwa.
- Zespół wychylny z zespołem napędowym o bardzo małych gabarytach co umożliwia cięcie dużych profili.
- Podajniki rolkowe (na wymiar) *Lewy wolnostojący *Prawy z miarą metryczną, zderzakiem na samozacisk. Łączony z piła.
- Możliwość : Montażu czytników elektronicznych, dodatkowego wózka z piłką do stali.
Kontakt:
Tel. kom: 793969130
Tel. dom. 338756711 (Wieczorem)
e-mail: [email protected](Więcej zdjęć i informacji)

Oferuję przecinarki do profili aluminiowych, stalowych itp. na zamówienie.
Charakterystyka techniczna:
- Piła tarczowa o średnicy 600mm.
- Silnik: 3KW 2800obr\min
- Piła posiada wyłącznik bezpieczeństwa.
- Zespół wychylny z zespołem napędowym o bardzo małych gabarytach co umożliwia cięcie dużych profili.
- Podajniki rolkowe (na wymiar) *Lewy wolnostojący *Prawy z miarą metryczną, zderzakiem na samozacisk. Łączony z piła.
- Możliwość : Montażu czytników elektronicznych, dodatkowego wózka z piłką do stali.
Kontakt:
Tel. kom: 793969130
Tel. dom. 338756711 (Wieczorem)
e-mail: [email protected](Więcej zdjęć i informacji)
-
Borsi
- Specjalista poziom 2 (min. 300)
- Posty w temacie: 3
- Posty: 351
- Rejestracja: 11 sty 2009, 21:09
- Lokalizacja: lublin
Utniesz na każdej pile z odpowiednimi przylgami obejrzyj parę filmików jak tną listwy szklące w oknach pcv. układasz profile tak jak mają być złożone tak jak pisze 'upadły mnich', a z tym że piła dwu głowicowa tutaj nie pomoże to się nie zgadzam raz ustawiasz kat i jedziesz w jedno głowicowej masz do wyboru przestawiać kąt albo obracać profil szczególnie przy profilach o niesymetrycznym przekroju.






