



")
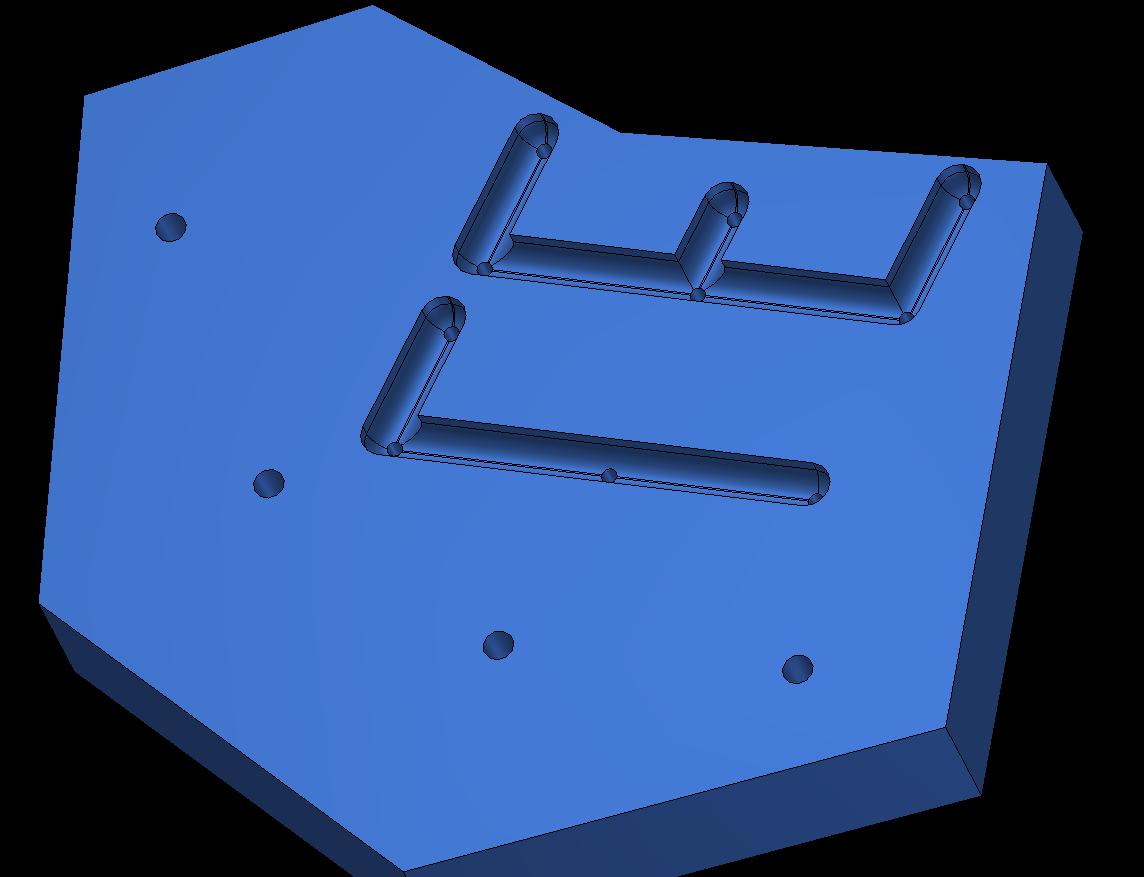
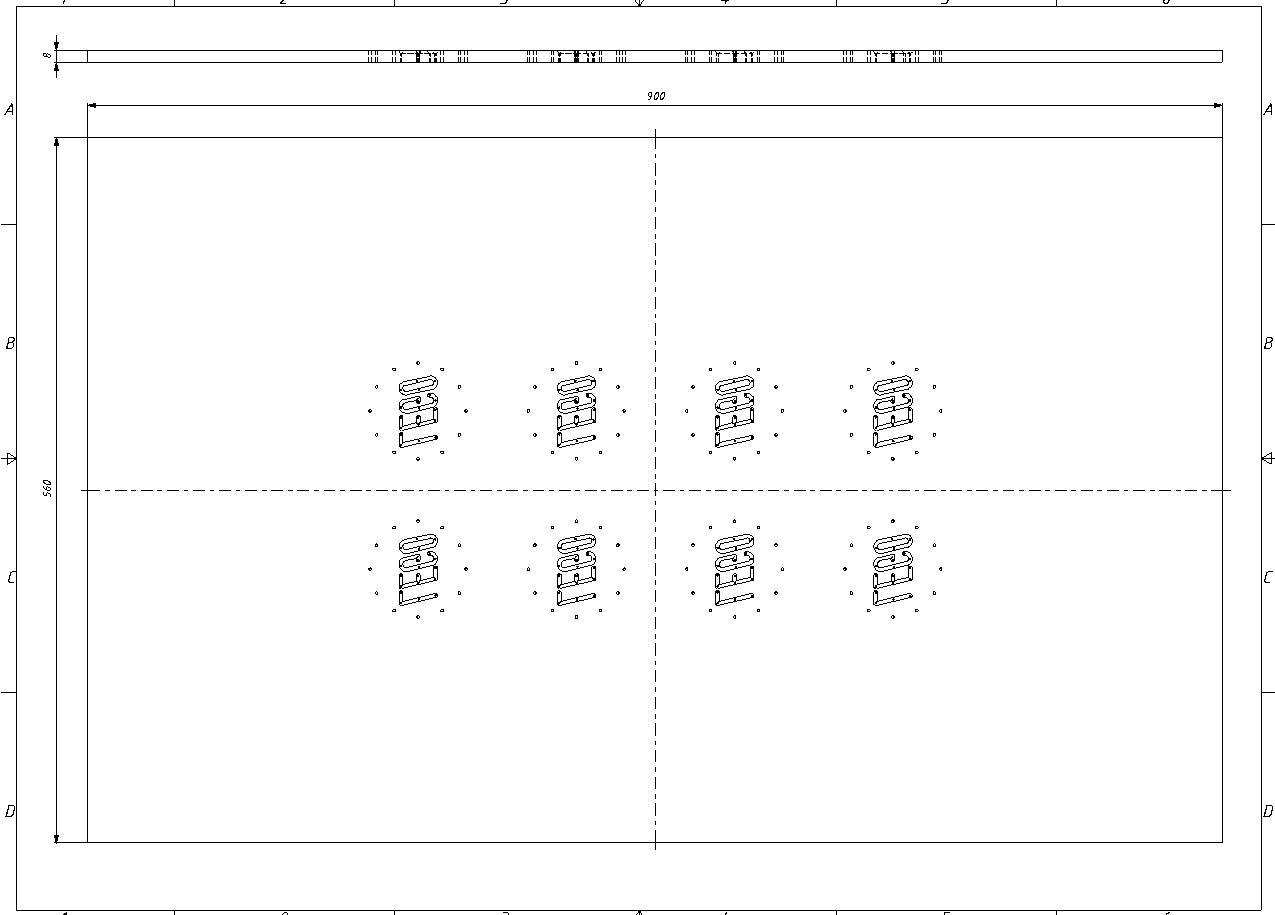
Mam do wykonania detal jak na załączonym poglądowym rysunku.
Będę to robił na frezarce CNC i w związku z tym mam kilka pytań.
Materiał to blacha gat. St3S o grubości 8mm przeszlifowana
Rowek jest szerokości 3 [mm] głęboki na 2.5 [mm] będę go robił frezem kulowym Fi 3 [mm] spiralą w dół co 0.1 [mm] czyli 0.1 [mm] na jedno przejście
Jakie parametry dla takiego freza będą najlepsze, S oraz F oraz zejście Z-
Większy problem będę miał z otworami ponieważ nie mam doświadczenia w takich „małych” otworach.
Wiertła to:
- HSS Carmon Lc=34, Lr=12 Fi 1
- HSS Carmon Lc=49, Lr=24 Fi 2
Otwory w rowkach to Fi [1mm] będzie ich do wykonania 152 wiec w związku z tym mam pytanie o parametry dla takiego wiercenia.
Obroty S-
Pasów F-
Oraz na ile robić zejścia wiertła (zejście przykładowo na 1mm a podziej wycofanie na materiał)
Oraz ile otworów bezpiecznie mogę wykonać 1 wiertłem.
Wiertło Fi jeden będzie miało to przebicia ok. 5.5 [mm]
To sama pytanie mam odnośnie wiertła Fi 2 [mm] z tym ze ono będzie miało do przewiercenia 8 [mm] Otworów do wykonania 96 szt.
Z góry dziękuję za wszelkie podpowiedzi
Pozdrawiam // Marcin



")

")








