



Witam
Jako że dopiero się uczę frezowania mam pytanie dotyczące obrabiania powierzchni frezami kulowymi.
Mam do wyfrezowania ściankę pod kątem 55 stopni z obu stron. Z jednej strony mogę zastosować dowolną wielkość freza natomiast z drugiej max fi 4.
Jak dobierać stepdown freza np fi 4 pod taki kąt ścianki, aby powierzchnia była akceptowalna. Wiadomo im mniejszym stepdown tym lepsza powierzchnia ale za to czasy są bardzo duże takiej obróbki.
Pracuje w programie fusion do takiej obróbki używam narzędzia parallel
Dodam jeszcze że frezarka 3 osiowa.
Obróbka frezami kulowymi
-
 MateuszMowit
MateuszMowit
Autor tematu - Czytelnik forum poziom 1 (min. 10)
")
- Posty w temacie: 3
- Posty: 16
- Rejestracja: 06 sie 2019, 10:29


-
Steryd
- Lider FORUM (min. 2000)
")
- Posty w temacie: 1
- Posty: 4730
- Rejestracja: 13 lut 2017, 19:34
- Lokalizacja: Szczecin
Re: Obróbka frezami kulowymi
55 stopni do poziomu, czy do pionu?
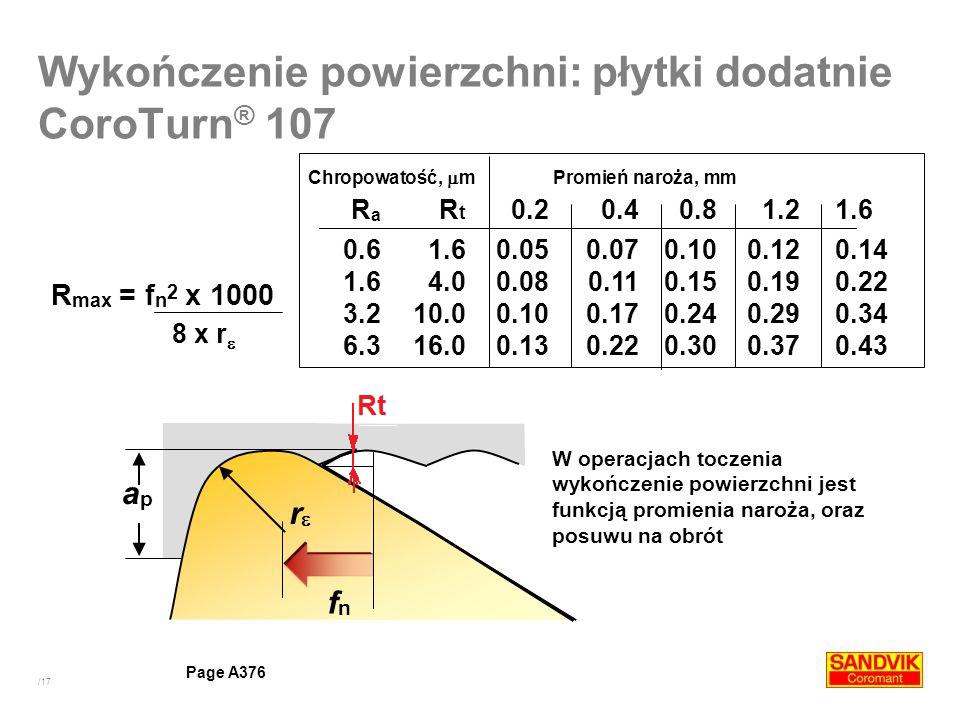
Na plaskich powierzchniach przyjmuje się max 0,1 promienia wzdłuż plaszczyzny (czyli w tym przypadku 0,2) to tak ogólnie ,,na oko", ale jak masz do osiągnięcia określoną chropowatość to da się wyliczyć oczywiście zgrubnie
Choćby tak:
Na plaskich powierzchniach przyjmuje się max 0,1 promienia wzdłuż plaszczyzny (czyli w tym przypadku 0,2) to tak ogólnie ,,na oko", ale jak masz do osiągnięcia określoną chropowatość to da się wyliczyć oczywiście zgrubnie
Choćby tak:
Można?
Morzna!!!
Morzna!!!
-
luki158
- Specjalista poziom 1 (min. 100)
")
- Posty w temacie: 2
- Posty: 204
- Rejestracja: 28 mar 2018, 17:20
Re: Obróbka frezami kulowymi
Ja zazwyczaj staram się wybrać tyle materiału ile się da zwykłym frezem, zostawiam ok 0.1 naddatku, a potem jadę kulą po ok 5℅ średnicy narzędzia, ale to też zależy do detalu, nie ma jednoznacznej odpowiedzi. Trzeba dobrać obróbkę do przedmiotu obrabianego.
-
MateuszMowit
Autor tematu - Czytelnik forum poziom 1 (min. 10)
- Posty w temacie: 3
- Posty: 16
- Rejestracja: 06 sie 2019, 10:29
Re: Obróbka frezami kulowymi
55 do poziomu, właśnie wiem że to zależy od detalu ale zawsze lepiej spytać bardziej doświadczonych:)
-
Jadore335
- Czytelnik forum poziom 3 (min. 30)
- Posty w temacie: 2
- Posty: 33
- Rejestracja: 07 cze 2017, 03:32
- Lokalizacja: Kołobrzeg
Re: Obróbka frezami kulowymi
Tak jak mówił luki158, jeśli Ci zależy na ładnej powierzchni, najlepiej zrobic najpierw operacje zgrubną a potem wykańczająco dwoma różnymi narzędziami. W przypadku np otworów tolerowanych używając do wykończenia dodatkowego freza starczy Ci go na dłużej, a wymiary będą powtarzalne.
-
MateuszMowit
Autor tematu - Czytelnik forum poziom 1 (min. 10)
- Posty w temacie: 3
- Posty: 16
- Rejestracja: 06 sie 2019, 10:29
Re: Obróbka frezami kulowymi
Tak właśnie zazwyczaj robię zostawiam radia i axial po 0.1 naddatku i obrabiam kulowym ale właśnie ten nieszczęsny step down na kulowym jak dobierać aby uzyskać jak najlepszy czas obróbki do zachowania dosyć ładnej powierzchni.
-
Jadore335
- Czytelnik forum poziom 3 (min. 30)
- Posty w temacie: 2
- Posty: 33
- Rejestracja: 07 cze 2017, 03:32
- Lokalizacja: Kołobrzeg
Re: Obróbka frezami kulowymi
Ogólnie wykańczanie powierzchni frezem kulowym to raczej nie będzie szybka obróbka, gdyż z całej kuli pracuje tylko jej wierzcholek zetknięty z detalem.... Powiem Ci dla przykładu, gdy zależy mi na ładnej powierzchni, kule fi6 puszczam z przejściami co 0.15mm i posuwem około 4500. I jest ładniei gładko.Im większy detal tym dłużej będziesz obrabiał, ale możesz zwiększyć przejścia na 0.3mm i dalej uzyskać zadowalająca cię powierzchnię. Im rzadsze przejścia kuli, tym gorsza powierzchnia. Ja nie wiem, jaka musi ona być dla ciebie, ale może weź kawalek metalu i zrób szybki test, napisz przejazdy po 0.1, po 0.3 mm po niewielkiej powierzchni, pobaw się też posuwem. I będziesz wiedział 






