




Te parametry to tak dla sportu, czy jest jakiś sens ? 2 przejścia przy ap=6 dają wałek o średnicy 76mm i co dalej ? Załóżmy, że na gotowo ma być 75mm
Jak zmierzyć czas toczenia


-
malpa500000
- Specjalista poziom 2 (min. 300)
")
- Posty w temacie: 3
- Posty: 485
- Rejestracja: 25 kwie 2010, 22:49
- Lokalizacja: rwlk
-
 WZÓR
WZÓR
- Moderator
-
Lider FORUM (min. 2000)
")
- Posty w temacie: 4
- Posty: 8514
- Rejestracja: 01 sty 2009, 20:01
- Lokalizacja: Oława
Hmm .... , a konkrety.Mechan pisze:dlaczego zaraz kamikadze
sam sprawdziłem poniższe parametry:
stal:45
Vc=260 m/min
f=0,8 mm/obr
ap=6mm
szło po prostu pięknie, i żeby było ciekawiej leciało na sucho.
oczywiście mocna obrabiarka porządne zamocowanie części, i narzędzi w tym przypadku był to iscar.
Możesz podać nazwę maszyny , symbol noża i płytek jakie przy tej próbie używałeś?
..... podpatrzę sobie w katalogu ISCAR
http://www.iscar.com/ecat/open.asp/cnt/ ... Y/GFSTYP/M
.... nie obrażaj ludzi.Antal pisze:Parametry, jakie podał Mechan to jest OBRÓBKA SKRAWANIEM (oczywiście z warunkami jakie zaznaczył, w których dodał bym odpowiedni promień ostrza) a nie "obróbka drapaniem" jak co niektórzy stosują. A godziny biją....
Ja (np.) przy takich parametrach swoją SL-20 Haas z**** bym w 15 minut.
.... a godzin w pracy nie nabijam.
Mariusz.
Pomagam w:
HAAS - frezarki, tokarki
HAAS - frezarki, tokarki
-
malpa500000
- Specjalista poziom 2 (min. 300)
- Posty w temacie: 3
- Posty: 485
- Rejestracja: 25 kwie 2010, 22:49
- Lokalizacja: rwlk
Maszyny manualne na zakładzie mam dosyć duże Masywne tokarzy starej daty też.
Ap=3.5mm Vc ok 140m/min F=0.25-0.4 oczywiscie zalezy od materiału ale mowie tutaj o stali 40h np. a to co napisałes to poprostu nie wierze... 0.8 to jest za***iscie duzy posów na taka głebokość skrawania W alu owszem nie w stali.
Ap=3.5mm Vc ok 140m/min F=0.25-0.4 oczywiscie zalezy od materiału ale mowie tutaj o stali 40h np. a to co napisałes to poprostu nie wierze... 0.8 to jest za***iscie duzy posów na taka głebokość skrawania W alu owszem nie w stali.
-
WZÓR
- Moderator
-
Lider FORUM (min. 2000)
- Posty w temacie: 4
- Posty: 8514
- Rejestracja: 01 sty 2009, 20:01
- Lokalizacja: Oława
Odpowiednie ,,instrumenty'' to bym znalazł;malpa500000 pisze:Maszyny manualne na zakładzie mam dosyć duże Masywne tokarzy starej daty też.
Ap=3.5mm Vc ok 140m/min F=0.25-0.4 oczywiscie zalezy od materiału ale mowie tutaj o stali 40h np. a to co napisałes to poprostu nie wierze... 0.8 to jest za***iscie duzy posów na taka głebokość skrawania W alu owszem nie w stali.
http://www.iscar.com/Ecat/familyhdr.asp ... =4&lang=EN
http://www.iscar.com/Ecat/item.asp?app= ... 72&lang=EN
[youtube][/youtube]
..... tylko na jakiej tokarce Gość toczył?
Mariusz.
Pomagam w:
HAAS - frezarki, tokarki
HAAS - frezarki, tokarki
-
 Tomciowoj
Tomciowoj
- Specjalista poziom 3 (min. 600)
- Posty w temacie: 1
- Posty: 662
- Rejestracja: 14 kwie 2013, 21:35
- Lokalizacja: Wielkopolska
Re: Jak zmierzyć czas toczenia
Witam.__Alien__ pisze:Witam wszystkich. Czy jest może jakiś wzór, który umożliwi zmierzenie czasu, jaki potrzebuje tokarka na przetoczenie powierzchni na danej długości?
Może to coś pomoże:
Oczywiście to tylko teoria
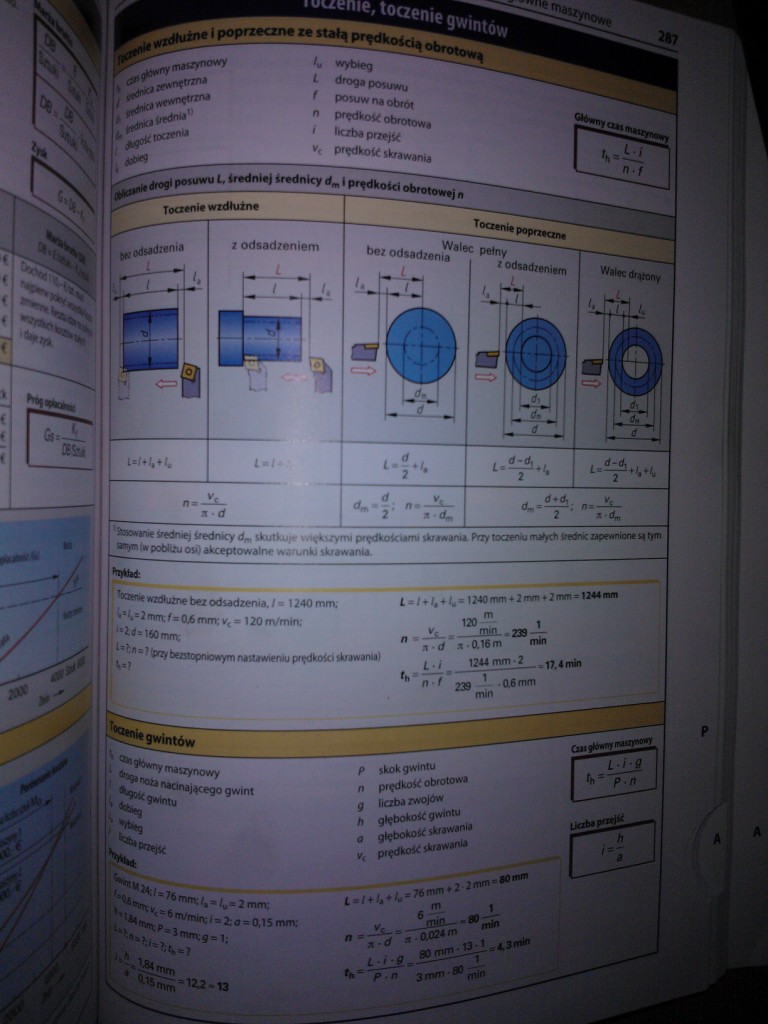
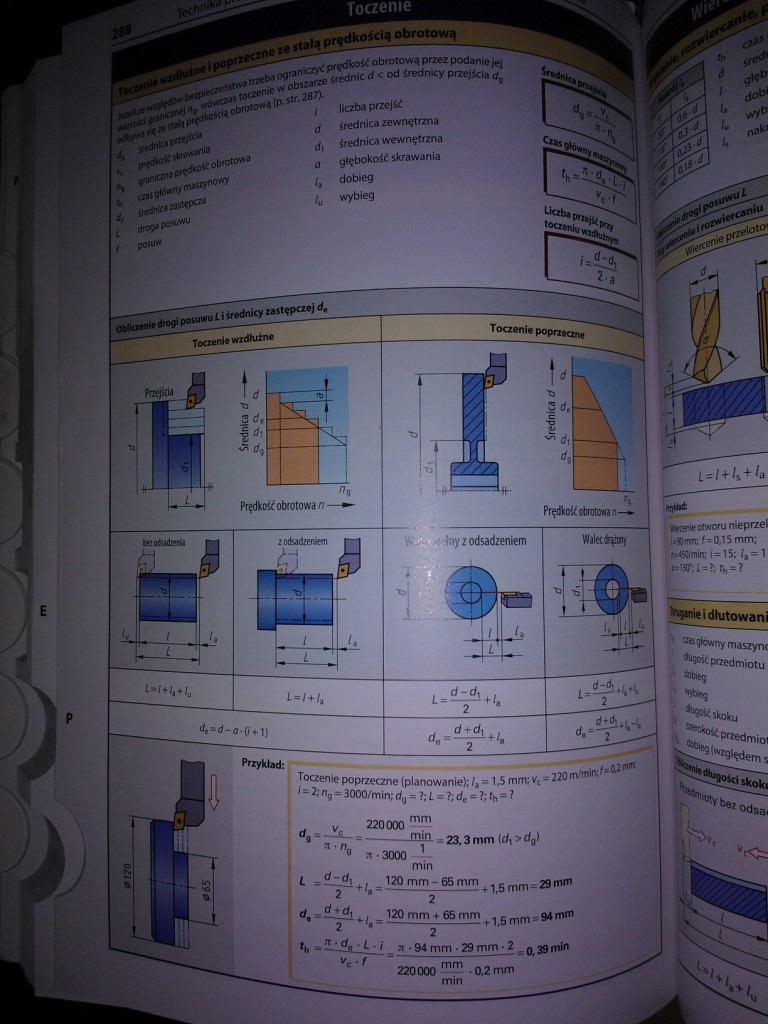
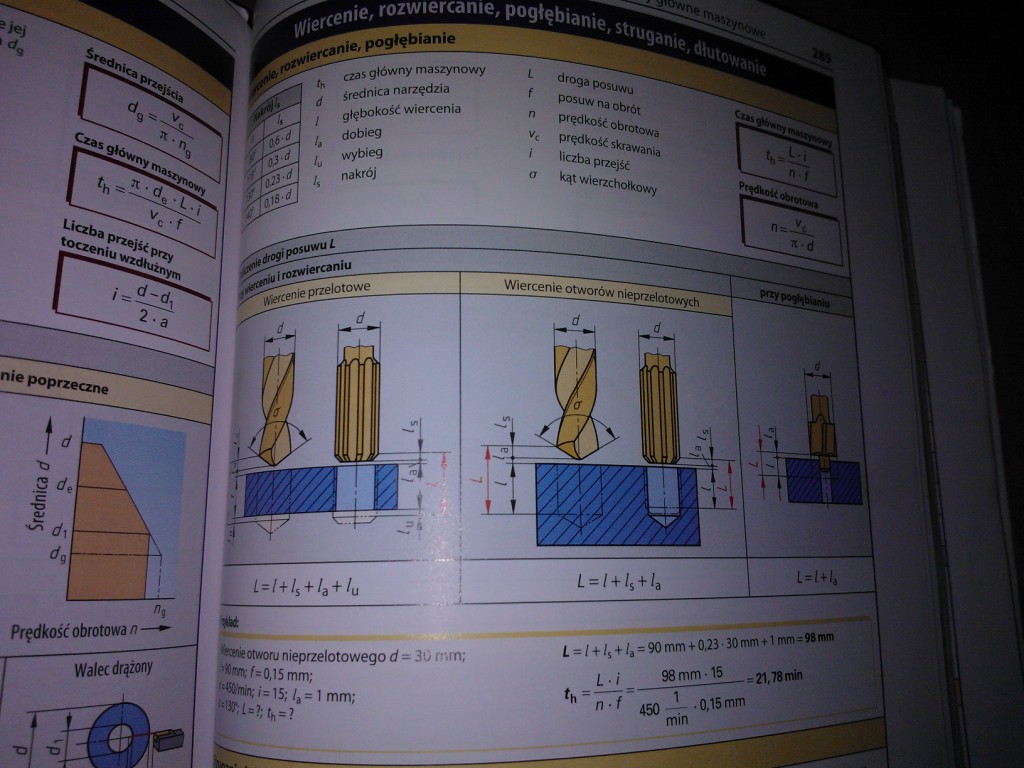
Przepraszam za jakość pstrykałem na szybko aparatem.
-
IMPULS3
- Lider FORUM (min. 2000)
- Posty w temacie: 2
- Posty: 8015
- Rejestracja: 25 gru 2010, 21:55
- Lokalizacja: LUBELSKIE
Nie wiem co Was tak oburza, ale wczoraj toczylem 40 HM fi materialu 180, obroty wrzeciona około 100, posów ponad 0.4mm, zagłębienie ponad 4mm na strone, i spokojnie mogę to zwiększyć. Zwykła maszyna z silnikiem 11 KW. Więc to 0.8 mm posuwu jest to dużo już, ale jeśli chodzi o maszyny to nie jest to jakis wyczyn, bardziej kwestia mocowania i trwałosci narzędzia.malpa500000 pisze:Maszyny manualne na zakładzie mam dosyć duże Masywne tokarzy starej daty też.
Ap=3.5mm Vc ok 140m/min F=0.25-0.4
-
IMPULS3
- Lider FORUM (min. 2000)
- Posty w temacie: 2
- Posty: 8015
- Rejestracja: 25 gru 2010, 21:55
- Lokalizacja: LUBELSKIE
I wcale mnie to nie dziwi, inaczej może wygląda to na CNC bo można sobie puścić bezpiecznie i przespać się.....Albo coś zrobić innego w międzyczasie. Ale czasem jak wypadnie zdjąć spory naddatek w moich warunkach na manualnej tokarce to z racji ze i tak musze stać przy maszynie bo co chwile trzeba ponownie trzeba zagłębić nożykkamar pisze:Moja nieboszczka karuzela miała w standardzie 10 mm na stronę, 1mm na obrót HSS-em bez chłodzeniana średnicach do metra.




