



cięcie rury fi 82,5 na pierscienie


-
BorysRękojad
- Sympatyk forum poziom 2 (min. 50)
")
- Posty w temacie: 1
- Posty: 56
- Rejestracja: 14 mar 2010, 15:20
- Lokalizacja: Wąwóz
Ja bym to zrobił na tokarce, rurę pociąć na krótsze kawałki ( odpada użycie okulara) i albo złapać w szczeki lewe tylko trzeba zaczopować rurkę odpowiednim wałkiem żeby nie zgięło przy ściskaniu albo wsadzić w szczeki prawe i założyć pierścień na rurę żeby nie rozerwało , idź najlepiej do tokarza i zapytaj za ile ci to zrobi i czy zrobi  .
.
-
mdg
- Specjalista poziom 3 (min. 600)
")
- Posty w temacie: 2
- Posty: 700
- Rejestracja: 16 gru 2008, 09:16
- Lokalizacja: Dzierżoniów
Jakiego okulara?BorysRękojad pisze:rurę pociąć na krótsze kawałki ( odpada użycie okulara)
Albo wziąć szczęki miękkie i przetoczyć na daną średnicę, wtedy nic się nie rozerwie, ani nie ściśnie.BorysRękojad pisze:albo złapać w szczeki lewe tylko trzeba zaczopować rurkę odpowiednim wałkiem żeby nie zgięło przy ściskaniu albo wsadzić w szczeki prawe i założyć pierścień na rurę żeby nie rozerwało
Jak już wcześniej pisałem takie rzeczy robię na CNC. Napisałem program na wykonanie 30 detali, które po odcięciu spadają do transportera wiórów (nie mamy przechwytu detali gotowych) i później operator je stamtąd wyciąga (poza maszyną z kontenera). Nic nie jest powyginane ani uszczerbione.
Pozdrawiam
Grzesiek
Samozwańczy programista CNC
Grzesiek
Samozwańczy programista CNC
-
makero
Autor tematu - Sympatyk forum poziom 2 (min. 50)
- Posty w temacie: 5
- Posty: 64
- Rejestracja: 23 sie 2011, 17:15
- Lokalizacja: warszawa
dziekuje za wszystkie odpowiedzi.
A jak zrobic taki prototyp zeby nie kupowac 4 czy 6 metrowej rury?
da sie wygiac plaska blache w polkole o promieniu zew. 82,5 i wtedy te dwa polkola ze soba zespawac lub zespawac juz na podstawie?
[ Dodano: 2011-08-25, 23:27 ]
Panowie jak ktos zacznie kombinowac to przestaje realnie myslec.
przeciez wyciac taki pierscien laserem z blachy 5 bedzie najtansze,
ehhhh
ZAMYKAMY TEMAT
A jak zrobic taki prototyp zeby nie kupowac 4 czy 6 metrowej rury?
da sie wygiac plaska blache w polkole o promieniu zew. 82,5 i wtedy te dwa polkola ze soba zespawac lub zespawac juz na podstawie?
[ Dodano: 2011-08-25, 23:27 ]
Panowie jak ktos zacznie kombinowac to przestaje realnie myslec.
przeciez wyciac taki pierscien laserem z blachy 5 bedzie najtansze,
ehhhh
ZAMYKAMY TEMAT
-
bodzio-visla
- Sympatyk forum poziom 2 (min. 50)
- Posty w temacie: 1
- Posty: 64
- Rejestracja: 26 lip 2011, 14:36
- Lokalizacja: Bydgoszcz
Re: cięcie rury fi 82,5 na pierscienie
makero pisze:Witam wsyzstkich,
da rade pociac rure fi82,5 (gr. ścianki 3,2mm) na odcinki 5mm co by się nie powyginały. Nie chciałbym ich potem szlifować. Czym najlepiej ciąć , poza laserem 3D
Moze ktos z Was mialby chec zrobic 2-3 prototypy ustrojstwa jak ponizej

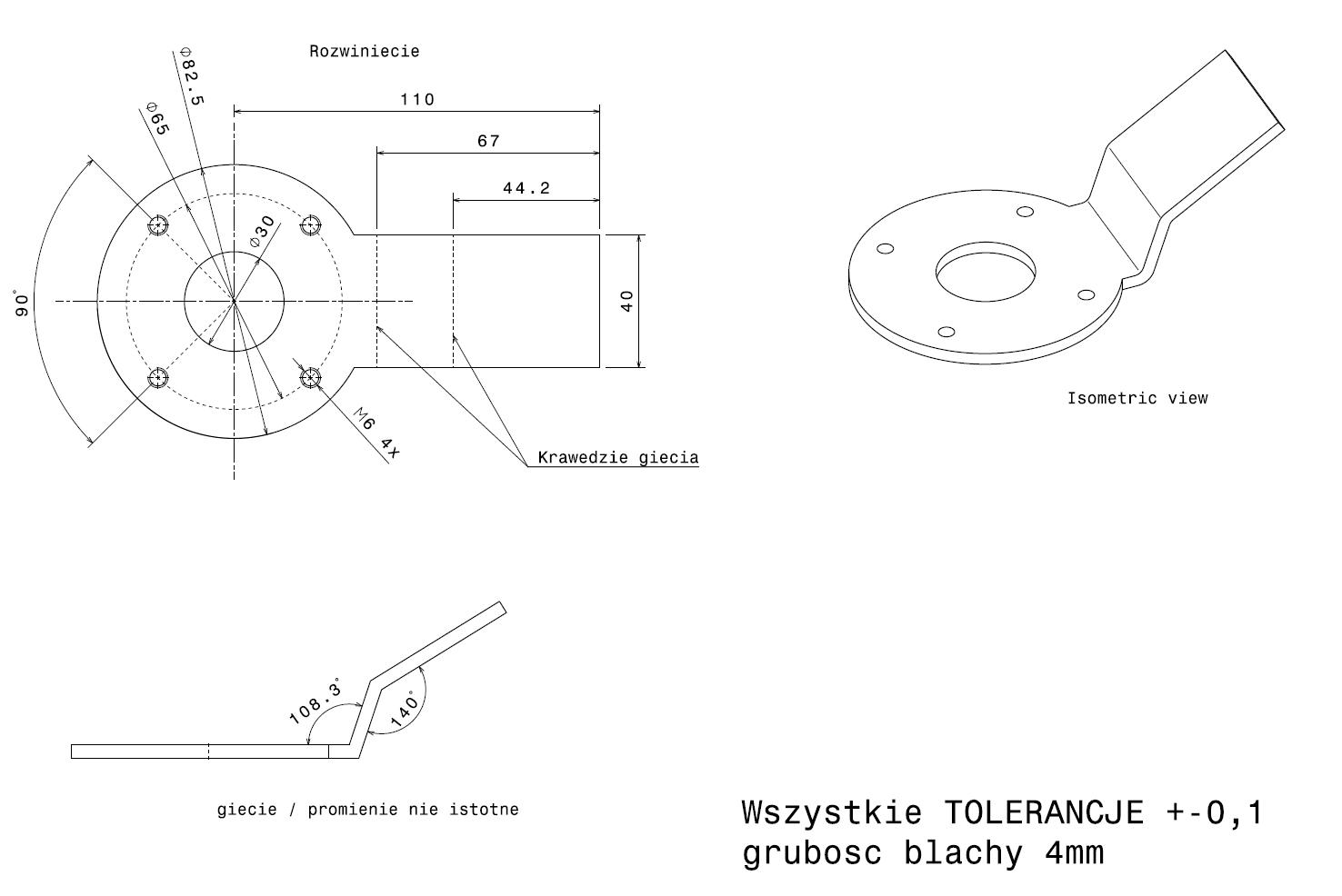
Jakie serie masz do wykonania ? Powiększyłem rysunek i dopatrzyłem się, że to coś składa się z blachy z odgiętą rękojeścią i z dołączonego pierścienia. Pierścień zapewne ma być przylutowany lub przyspawany. Takie w miarę precyzyjne pierścienie cienkościenne najlepiej toczyć z rury i odcinać płytką kierunkową z krawędzią skrawania wykonaną pod kątem. Pozwoli to nam na uzyskiwanie pierścieni bez gratu. Gdy użyjemy płytki węglikowej z łamaczem, to uzyskamy bardzo ładną powierzchnię boczną, czyli czoła pierścienia
http://www.iscar.com/Ecat/item.asp?GFST ... P&search=Y
W zależności od grubości ścianki możemy używać płytek nawet 1 milimetrowych. W przypadku taniego materiału lepiej używać płytki 2 lub szerszej.
Gdyby seria była niewielka, to możesz tak zaszlifować sobie nóż przecinak

Powierzchnia boczna nie będzie już tak ładna i wiór będzie zawijał się wstęgowo, ale odcinany element nie będzie miał gratu.






