



Tak nieśmiało się zabieram za usprawnienie kolejnej pracy.
Do obrobienia płyta/element z aluminium, w której jest dość dużo otworów, część przelotowa ale większość nieprzelotowa, do nagwintowania M3, M4, i kilka M5. Jakby się dało to M3 zamieniłbym na M2.5...
Zrobiłem na początek ładnie wszystko na cnc, a gwintowanie "ręcznie" gwinownikiem w przerobionej wiertarce-wkrętarce (stały stabilizowany moment, niskie obroty). Fajnie, ale gwintowanie z ręki - zwłaszcza M3 - trochę to strach o gwintownik i idealnie proste wejście w materiał. Na statywie "wiertarkowym" pewnie będzie lepiej, ale wkrętarki niezbyt mam jak do niego zamocować, będę musiał 3/4 jej obudowy rozwalić/przerobić, by weszło.
Tak kombinuję - jak już mam przebudowywać wkrętarkę w gwintownik - to czemu nie zamocować go (elastycznie) wprost do cnc (obok/zamiast podstawowego wrzeciona) i sterować gwintowaniem ładnie z softu.
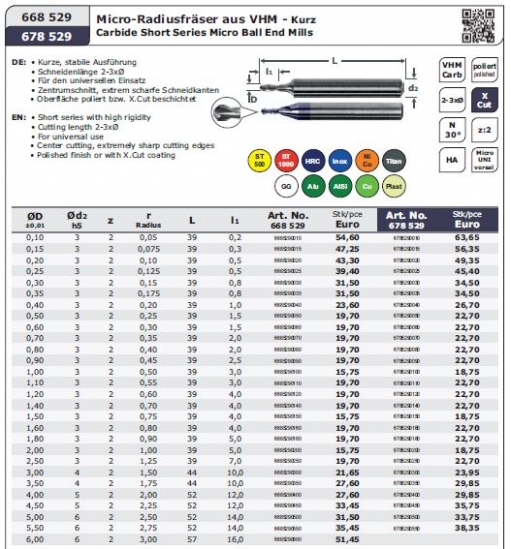
Ale może to wszystko jest zbędną kombinacją? Może gdzieś się da dostać (w pl, za przyzwoite pieniądze) coś jak "SmiCut" - taki fajny frez do gwintów:
[youtube][/youtube][/youtube]
gwintowanie małych otworów na cnc, nie w tokarce


-
 rafalxfiles
rafalxfiles
- Specjalista poziom 3 (min. 600)
")
- Posty w temacie: 1
- Posty: 666
- Rejestracja: 28 sie 2006, 17:55
- Lokalizacja: dolnyśląsk
- Kontakt:
-
Hrumque
Autor tematu - Specjalista poziom 1 (min. 100)
- Posty w temacie: 4
- Posty: 291
- Rejestracja: 25 mar 2013, 19:15
- Lokalizacja: Opole
Dzięki. Jaki to jest rząd cen? Bo jak mam dać za jeden frez więcej niż za wiertarkę-gwintciarkę ze statywem plus trochę kasy na roboczogodziny - to sobie odpuszczamrafalxfiles pisze:Najtańsze jakie znalazłem do tej pory a w miarę tanie to Carmex - Fanar je sprzedaje na Polskę.. tyle, że ja do M2.5 nie kupowałem..
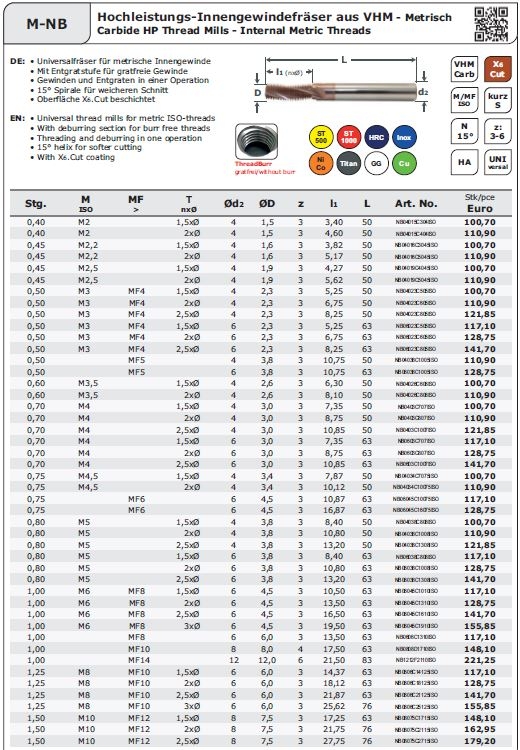
Faktycznie widzę u nich podobny produkt "frezy do małych gwintów" MTI / MTS (jedno- lub trzy/cztero- rowkowe), zasada działania ta sama.
Tylko że trochę mi ich rozmiarówka się nie podoba: Do małych gwintów są (w paru wykonaniach różniących się długością frezu i części roboczej):
M2.5 skok 0.45
M3.0 skok 0.5
M3.5 skok 0.6
M4.0 skok 0.7
M5.0 skok 0.8
M6.0 skok 1.0
Rozumiem, że takim frezem mogę wykonać gwint w otworze o podanym rozmiarze Mx (lub większym), oraz o podanym skoku... Tylko że (zgodnie z ISO i życiem) każdy rozmiar Mx ma inny skok, więc musiałbym innym frezem. A idea (i reklama tego dziadostwa powyżej) miała być taka, że jednym frezem robię wszystkie gwinty, więc patrzę w "jednoostrzowe" - wtedy mogę zrobić dowolny skok.. a tu zonk, bo najmniejsze gwinty da się zrobić >6mm
-
MoldMichal
- Specjalista poziom 2 (min. 300)
- Posty w temacie: 1
- Posty: 307
- Rejestracja: 03 mar 2012, 12:04
- Lokalizacja: Częstochowa
-
ktools
- Czytelnik forum poziom 1 (min. 10)
")
- Posty w temacie: 3
- Posty: 13
- Rejestracja: 13 gru 2013, 16:39
- Lokalizacja: PL
- Kontakt:
Ktools
www.ktools.pl
www.ktools.pl
")
-
Hrumque
Autor tematu - Specjalista poziom 1 (min. 100)
- Posty w temacie: 4
- Posty: 291
- Rejestracja: 25 mar 2013, 19:15
- Lokalizacja: Opole
A ja smarować kanapki nutelą.dance1 pisze:Ja osobiście wolę gwintować stal niż aluminium.MoldMichal pisze:a gwintownik w oprawke kompensacyjna i gwintować na cnc? chyba najtansze rozwiazanie
m3 na moim haasie niesmialop gwintuje bez wiekszych strat w narzedzia( na sztywno bez oprawki)
a w alu powinno isc jeszcze lepiej
Ale czasem trzeba jednak robić to co jest do zrobienia, np gwintowane otwory w aluminiowym radiatorze.
-
ktools
- Czytelnik forum poziom 1 (min. 10)
- Posty w temacie: 3
- Posty: 13
- Rejestracja: 13 gru 2013, 16:39
- Lokalizacja: PL
- Kontakt:
Jpeg, który zamieściłem wcześniej to oczywiście pomyłka. Tu jest właściwy:
Pozdrawiam
Pozdrawiam
Ktools
www.ktools.pl
www.ktools.pl
-
ktools
- Czytelnik forum poziom 1 (min. 10)
- Posty w temacie: 3
- Posty: 13
- Rejestracja: 13 gru 2013, 16:39
- Lokalizacja: PL
- Kontakt:
Te frezy nie są jednak dedykowane do aluminium, co nie znaczy, że nie mogą być oczywiście zastosowane. Z ofertą na frezy do gwintów dedykowane specjalnie do Al albo AlSi jest raczej krucho, szczególnie od M2 do M4. Od M5 idzie coś znaleźć.
Pozdrawiam
Pozdrawiam
Ktools
www.ktools.pl
www.ktools.pl






