



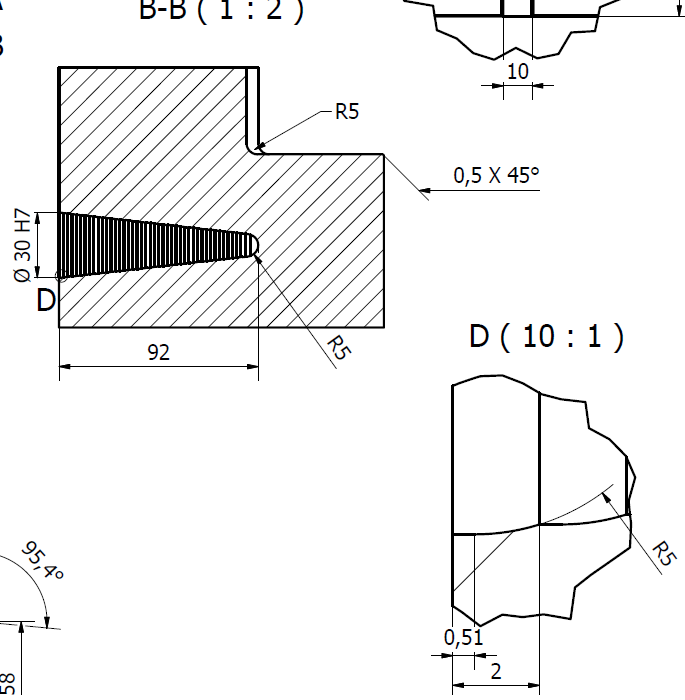
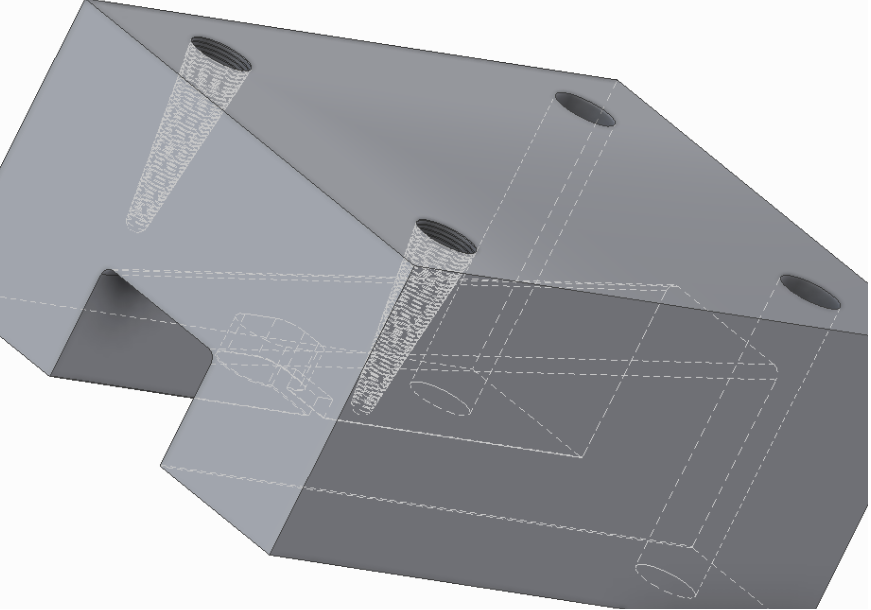
Frezowanie otworu stożkowego, frezem palcowym kulistym.
-
 silvesters
silvesters
- Specjalista poziom 1 (min. 100)
")
- Posty w temacie: 7
- Posty: 262
- Rejestracja: 27 kwie 2008, 21:27
- Lokalizacja: Z warsztatu


-
cadelar
Autor tematu - Czytelnik forum poziom 1 (min. 10)
")
- Posty w temacie: 4
- Posty: 12
- Rejestracja: 30 lis 2012, 19:03
- Lokalizacja: Lubuskie
Witam,
 to dopiero początki, więc im więcej sie nauczę teraz tym mniej będzie pytań później
to dopiero początki, więc im więcej sie nauczę teraz tym mniej będzie pytań później  a jest to bardzo interesujące zagadnienie:)
a jest to bardzo interesujące zagadnienie:)
po wrzuceniu do Inventora z zachowaniem parametrów uzyskałam taki efekt (wydaje mi się, że w miare klarowny aby uzyskać z tego program w g-kodzie. Po każdych 2mm w Z odejmuję od ø poprzedniego w X, 0.456 mm.
z chęcią zobaczę program, chociaż początek:)
 ale pewnie spróbuje jak obcykam tę metodę.
ale pewnie spróbuje jak obcykam tę metodę.
p.s dzięki za spostrzegawczość
Dziękuję i pozdrawiam
i na tym mi zależysilvesters pisze:WZÓR, ale jeśli przy okazji kolega chce zdobyć doświadczenie, to polecałbym klepnąć programik parametryczny, wiadomo nie jest to banalnie proste ale za to sporo można się nauczyć.
po wrzuceniu do Inventora z zachowaniem parametrów uzyskałam taki efekt (wydaje mi się, że w miare klarowny aby uzyskać z tego program w g-kodzie. Po każdych 2mm w Z odejmuję od ø poprzedniego w X, 0.456 mm.
jak dobrze rozumiem, urzyć wiertła aby nie zajechać freza?MECO pisze:Witam.
Ja myślę ,że na tą głębokość to nie tylko wiertło Φ6 ale zacząłbym od Φ25 aby wybrać jak najwięcej materiału, i tak po stopniować co raz mniejszym wiertłem. Frezem kulistym Φ10 można będzie wybrać do końca.Mogę wrzucić fotke z programem w heidenhain. Program wykonany jest okręg po okręgu i schodzi na -91,75 ale do -92 można dopisac sam zjazd w Z.
z chęcią zobaczę program, chociaż początek:)
Niestety nie wiem jak się zabrać za spiralęclubber84 pisze:Podpytałem się znajomego operatora z byłego zakładu i podpowiedział, że można stożek o takich wymiarach wykonać w całości frezem kulistym fi10 - spiralą z dojazdem osi Z do samego końca. Robią tak na FANUC'u, tylko że stożki o większej średnicy u podstawy frezują najpierw frezem o średnicy połowy podstawy, a potem to już w zależności od promienia wierzchołka.
p.s dzięki za spostrzegawczość
Dziękuję i pozdrawiam
Ostatnio zmieniony 03 gru 2012, 08:45 przez cadelar, łącznie zmieniany 1 raz.
-
tomcat65
- ELITA FORUM (min. 1000)
")
- Posty w temacie: 2
- Posty: 1242
- Rejestracja: 15 lis 2009, 02:46
- Lokalizacja: Olsztyn
- Kontakt:
Słabo, myślałem, że ktoś majacy stały kontakt z matematyką uklei taki program obróbki okręgami w 15 minut . Jak dasz takie duże - 2mm skoki w z-ce, to wyjdzie tak(cienka niebieska linia):

Uploaded with ImageShack.us
A powinno tak:

Uploaded with ImageShack.us
Do pełni frustracji dodam, że program główny ma tylko 6 linii kodu - 3 wykonawcze( dwa półokręgi i zjazd w dół) i trzy przetwarzania zmiennych. Generuje stożki wewn. i zewn., pełne i ścięte, ustawiane parametry średnic(y),dla dwóch jednakowych wytnie walec, głębokośc/wysokosć, kierunek obróbki, poziom(skok) zagłębiania. Do pełni szczęścia trochę mu brakuje, ale główna idea już jest.
Sądzę, że student/ka nie powinien mieć z tym problemów

Uploaded with ImageShack.us
A powinno tak:

Uploaded with ImageShack.us
Do pełni frustracji dodam, że program główny ma tylko 6 linii kodu - 3 wykonawcze( dwa półokręgi i zjazd w dół) i trzy przetwarzania zmiennych. Generuje stożki wewn. i zewn., pełne i ścięte, ustawiane parametry średnic(y),dla dwóch jednakowych wytnie walec, głębokośc/wysokosć, kierunek obróbki, poziom(skok) zagłębiania. Do pełni szczęścia trochę mu brakuje, ale główna idea już jest.
Sądzę, że student/ka nie powinien mieć z tym problemów
-
silvesters
- Specjalista poziom 1 (min. 100)
- Posty w temacie: 7
- Posty: 262
- Rejestracja: 27 kwie 2008, 21:27
- Lokalizacja: Z warsztatu
Zamiast zachwalać wstaw może koleżance mały przykład.
Przy kawie coś stworzyłem, nie symulowałem tego więc może mieć jakiś błąd, ale myśl główna będzie taka sama. Można pokusić się o dodawanie innych parametrów lecz dla koleżanki chyba jest to nie potrzebne. Gdybym miał to używać pokusił bym się jedynie o przystosowanie do wywołania prostego makroprogramu, w formie G65 Px A5 B13.07 C92 D30 E.1 F500 H100
Kod:
#100=5 (PROMIEN FREZA)
#101=13.07 (KAT STOZKA)
#102=92 (GLEBOKOSC)
#103=30 (SREDNICA GORNA)
#104=0.1 (SKOK)
#105=500 (POSUW OKREGU)
#106=100 (POSUW W OSI Z)
M6T1
M3S3500
#101=#101/2
#102=#102-#100
#103=#103/2-#100 (POCZATKOWY X i R)
G0X#103Y0
G43H1Z3
#106=0
N1
G1X#103Z#106F#106
G3X-#103Y0R#103F#105
G3X#103Y0R#103
#106=#106+#104
#103=#103-#104*TAN[#101]
IF[#106LT#102]GOTO1
G0Z100
M30
Przy kawie coś stworzyłem, nie symulowałem tego więc może mieć jakiś błąd, ale myśl główna będzie taka sama. Można pokusić się o dodawanie innych parametrów lecz dla koleżanki chyba jest to nie potrzebne. Gdybym miał to używać pokusił bym się jedynie o przystosowanie do wywołania prostego makroprogramu, w formie G65 Px A5 B13.07 C92 D30 E.1 F500 H100
Kod:
#100=5 (PROMIEN FREZA)
#101=13.07 (KAT STOZKA)
#102=92 (GLEBOKOSC)
#103=30 (SREDNICA GORNA)
#104=0.1 (SKOK)
#105=500 (POSUW OKREGU)
#106=100 (POSUW W OSI Z)
M6T1
M3S3500
#101=#101/2
#102=#102-#100
#103=#103/2-#100 (POCZATKOWY X i R)
G0X#103Y0
G43H1Z3
#106=0
N1
G1X#103Z#106F#106
G3X-#103Y0R#103F#105
G3X#103Y0R#103
#106=#106+#104
#103=#103-#104*TAN[#101]
IF[#106LT#102]GOTO1
G0Z100
M30
-
silvesters
- Specjalista poziom 1 (min. 100)
- Posty w temacie: 7
- Posty: 262
- Rejestracja: 27 kwie 2008, 21:27
- Lokalizacja: Z warsztatu
Z doświadczenia wiem, że z programowaniem parametrycznym są ogólnie problemy. Szczerze mówiąc sam uczyłem się tego z gorszymi czy lepszymi skutkami, ale to z jednego powodu, nie miał mi kto tego pokazać, a na forum się jeszcze nie pojawiałem, a ucząc się na pewno było by mi łatwiej gdybym dostał taki przykład i mógł przeanalizować co jak działa. Chociaż fakt, dla jednego będzie to powód do wykorzystania gotowca, ale inny weźmie ten programik i go udoskonali, dopasuje do siebie itd, a to co wrzuciłem będzie dla niego dobrym początkiem.
Tak czy inaczej, powodzenia
Tak czy inaczej, powodzenia
-
cadelar
Autor tematu - Czytelnik forum poziom 1 (min. 10)
- Posty w temacie: 4
- Posty: 12
- Rejestracja: 30 lis 2012, 19:03
- Lokalizacja: Lubuskie
dla sprostowania... zadanie brzmiało... "...proceś technologiczny płyty z czterema otworami i kieszenia..." a więc jakbym chciała iść na łatwiznę to bym zrobiła cztery przelotowe i kieszeń kwadratową. a przede wszystkim weszłabym na chomikuj.pl a nie na forum Obróbki metali.tomcat65 pisze:Nie miał zachwalać a motywować i pobudzić do myślenia. Zamiast tego podano na tacy.
Ty zrobiłeś to przy kawie - zawodowiec, ja trochę dłużej - amator, więc student powinien coś pomiędzy.
To jest mój pierwszy projekt ale mam nadzieje (pewność), że dojde do poziomu tworzenia programu parametrycznego "przy kawie" a nawet espresso...
...ale z drugiej strony rozumiem... bo później przychodzą takie matoły do pracy i nie wiadomo co z nimi robić czy pokazać im narzędzia, czy uczyć tabliczki mnożenia... dlątego Chwała... za to że są takie fora i ludzie którzy dzielą się swoim doświadzczeniem... bo niestety sucha wiedza teoretyczna nie wystarczy zawłaszcze ze zaczerpnięta od teoretyków na uczelniach :/ ...
silvesters dziękuję... przyznam, że wybrałam tak duży skok ponieważ nie spodziewałam się możliwości użycia pętli i zaczęłam rozpisywac linijka po linijce...




