



Witam mam problem z kalibracja stolu obrotowego(os A) .Stol ma zamontowany sinik krokowy,i jest na Linuxie .W stepkonf, wybralem wersje Frezarki X Y Z plus os A.Dane stolu:, przekladnia na pasku zebatym 1:1 , silnik 8,5Nm 8,8A stol 200mm , 30kg, 90 obrotow korbka=360 stopni czyli pelny obrot stolu.Czy ktos moze pomoc mi w kalibracji w stepkonf? Mam z tym problem , mecze sie juz godzine.Mam tez pytanie odnosnie maksymalnej szybkosci silnika w stepkonf jaka powienienem ustawic a takze w przyspieszeniu.Probowalem roznych wersji konfiguracji ale stopnie o ktore obracam os A na ekranie Linuxa nie zgadzaja sie z rzeczywistym katem obrotem stolu.
Zdjecia stolu sa w tym watku
wiertarka-ze-stolem-obrotowym-na-linuxie-t93998.html
Pozdrawiam
Kalibracja stolu obrotowego w Linuxie
Kalibracja stoly obrotowego w linuxie
-
philips221
Autor tematu - Specjalista poziom 1 (min. 100)
")
- Posty w temacie: 2
- Posty: 115
- Rejestracja: 26 maja 2010, 21:25
- Lokalizacja: świętokrzyskie


-
philips221
Autor tematu - Specjalista poziom 1 (min. 100)
- Posty w temacie: 2
- Posty: 115
- Rejestracja: 26 maja 2010, 21:25
- Lokalizacja: świętokrzyskie
Re: Kalibracja stolu obrotowego w Linuxie
Nie cwaniakuj i grzeczniej troche .Osoby chetne do pomocy prosze o pomoc.
Dodane 2 godziny 38 minuty 5 sekundy:
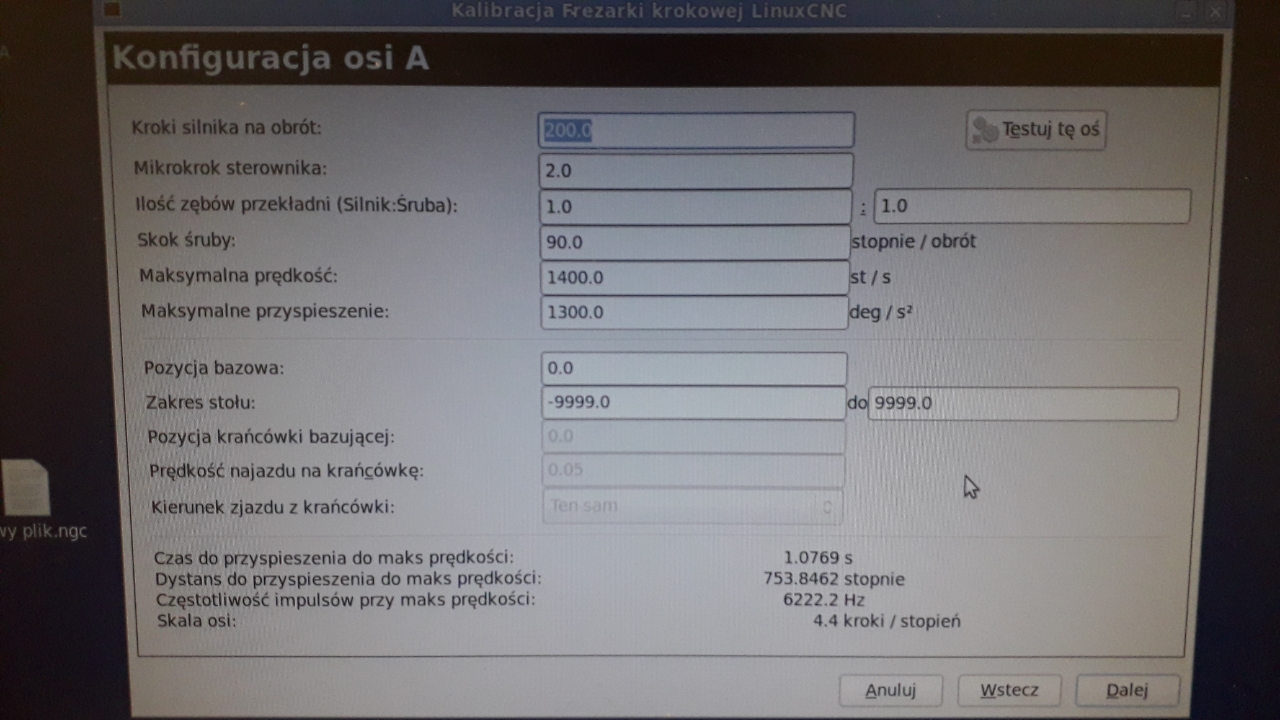
Tak wyglada zdjecie z kreatora stepkonf
Dodane 2 godziny 38 minuty 5 sekundy:
Tak wyglada zdjecie z kreatora stepkonf
-
 markcomp77
markcomp77
- Lider FORUM (min. 2000)
")
- Posty w temacie: 2
- Posty: 3943
- Rejestracja: 18 wrz 2004, 12:51
- Lokalizacja: k/w-wy
- Kontakt:
Re: Kalibracja stolu obrotowego w Linuxie
Na zamieszczonym ekranie konfiguracji są odpowiedzi na zadane pytania.
Do zerowania stołu musi istnieć "krańcówka" określająca początek... może to być coś w rodzaju INDEX dla serwa czy osi obrotowej... Musi byś dostępny sygnał, ma który będzie robione zerowanie...
Prędkość?... Dla silnika dobrze zasilanego prędkość dla szczyt mocy powinna wypadać gdzieś w zakresie 5..10obr/sek (lub mniej przy braku właściwego zaspokajania potrzeb silnika).
Oczywiście sam linuxcnc też ma coś wspólnego z prędkością, jeśli Jitter komputera jest rozsądny (10..20us), to maksymalna częstotliwość pulsu będzie gdzieś w okolicach 40...60KHz.
i dalej.... staramy się zastosować największy podział kroku na sterowniku, który pozwoli na osiągnięcie potrzebnej prędkości na wyjściu (tutaj występuje zagadnienie dobrania przełożenia), a z drugiej strony -> puls kroku przy maksymalnej prędkości nie może przekroczyć tego 40..60KHz.
Można zerkać na "Częstotliwość impulsów..." z dołu ekranu przy wybieraniu podziału kroku na górze...
Do zerowania stołu musi istnieć "krańcówka" określająca początek... może to być coś w rodzaju INDEX dla serwa czy osi obrotowej... Musi byś dostępny sygnał, ma który będzie robione zerowanie...
Prędkość?... Dla silnika dobrze zasilanego prędkość dla szczyt mocy powinna wypadać gdzieś w zakresie 5..10obr/sek (lub mniej przy braku właściwego zaspokajania potrzeb silnika).
Oczywiście sam linuxcnc też ma coś wspólnego z prędkością, jeśli Jitter komputera jest rozsądny (10..20us), to maksymalna częstotliwość pulsu będzie gdzieś w okolicach 40...60KHz.
i dalej.... staramy się zastosować największy podział kroku na sterowniku, który pozwoli na osiągnięcie potrzebnej prędkości na wyjściu (tutaj występuje zagadnienie dobrania przełożenia), a z drugiej strony -> puls kroku przy maksymalnej prędkości nie może przekroczyć tego 40..60KHz.
Można zerkać na "Częstotliwość impulsów..." z dołu ekranu przy wybieraniu podziału kroku na górze...
SpotkanieCNC: STOM-TOOL Marzec 2014
http://www.cnc.info.pl/topics79/spotkan ... t55028.htm
http://www.cnc.info.pl/topics79/spotkan ... t55028.htm
-
kamar
- Lider FORUM (min. 2000)
- Posty w temacie: 1
- Posty: 17204
- Rejestracja: 18 wrz 2010, 06:17
- Lokalizacja: Kozienice
- Kontakt:
Re: Kalibracja stolu obrotowego w Linuxie
Mało jest na tym świecie rzeczy bardziej zbędnych od krańcówki na osi obrotowejmarkcomp77 pisze: ↑19 paź 2018, 16:48Do zerowania stołu musi istnieć "krańcówka" określająca początek... może to być coś w rodzaju INDEX dla serwa czy osi obrotowej... Musi byś dostępny sygnał, ma który będzie robione zerowanie...
Ustawiając zakresy na "+" i "-" zero i bazę masz zawsze tam gdzie ją zostawisz.
Skalę to najwygodniej ustawić bezpośrednio w pliku .ini
Czasem wartość skali trzeba podawać z trzema miejscami po przecinku aby 360 dawało faktycznie pełny obrót.
Bardziej przydatny jest pierścień na drugim końcu osi silnika (jak jest) z naniesionymi znakami.
Krokowiec przy starcie lekko skacze i to pozwala precyzyjnie wyzerować.
-
markcomp77
- Lider FORUM (min. 2000)
- Posty w temacie: 2
- Posty: 3943
- Rejestracja: 18 wrz 2004, 12:51
- Lokalizacja: k/w-wy
- Kontakt:
Re: Kalibracja stolu obrotowego w Linuxie
Czyli zerowanie na oko + ew. zerowanie przed przełożeniem, na osi silnika, co ma zapewnić większą dokładność
SpotkanieCNC: STOM-TOOL Marzec 2014
http://www.cnc.info.pl/topics79/spotkan ... t55028.htm
http://www.cnc.info.pl/topics79/spotkan ... t55028.htm






