Witam wszystkich serdecznie,
Nie twierdze że takiego tematu już nie było ale niestety nie udało mi się go znaleźć więc:
Jaka jest różnica np. pomiędzy elektrowrzecionem do CNC np 3 kW a normalnym wrzecionem na silniku 3kW i przekładnią w konwencjonalnej maszynie?
Jaki na max frez i grubość wióra może pociągnąć elektrowrzeciono o mocy 3kW a konwencjonalne 3 kW.
Jaką np głowicę wielopłytkową (średnica) mogę zastosować w takim a takim wrzecionie?
Bardzo proszę o fachową poradę. Jestem w tym temacie kompletnie zielony i nie chce otwierać drzwi które już ktoś kiedyś otworzył.
Pytam bo dostałem wczoraj konwencjonala o mocy 3 kW i próbuje jakoś ustalić na co tą maszynę stać czysto teoretycznie a potem sprawdzić w praktyce. Ponad to zastanawiam się nad zbudowaniem własnego niedużego plotera frezerskiego CNC na własne potrzeby.
Pozdrawiam i zachęcam do dyskusji.
Elektrowrzeciono z CNC a normalne wrzeciono z konwencjonala
-
Morecus
Autor tematu - Czytelnik forum poziom 1 (min. 10)
")
- Posty w temacie: 2
- Posty: 13
- Rejestracja: 23 mar 2015, 22:03
- Lokalizacja: Łódzkie


-
 adam Fx
adam Fx
- Lider FORUM (min. 2000)
")
- Posty w temacie: 2
- Posty: 5562
- Rejestracja: 04 lip 2004, 16:03
- Lokalizacja: Gliwice
Różnica polega na Max obr. - elektrowozownio zwykle min ok 8000 kręci zwykłe często osiągają max 4000 (bez przekładni czasem do 8000) więc do stali zastosujesz zwykłe a do np. alu wysoko obrotowe
sorki za wszystkie błędy ... (dyslektyk) 
Zobacz moje filmy http://www.youtube.com/user/pokachontass/videos
Zobacz moje filmy http://www.youtube.com/user/pokachontass/videos
-
dance1
- Lider FORUM (min. 2000)
- Posty w temacie: 2
- Posty: 3094
- Rejestracja: 11 mar 2007, 22:42
- Lokalizacja: G-G
Tu masz dobrze to wytłumaczone, tekst zaczerpnięty z kimla.pl
Wybór wrzeciona czy głowicy frezerskiej jest bardzo ważny. O ile do zabawy w sklejce czy w miękkich tworzywach wystarczy "zabawkowe" wrzeciono szczotkowe w plastikowej obudowie, to do zastosowań profesjonalnych (czyli do zarabiania pieniędzy) zupełnie się nie nadaje. Przy intensywnej pracy można je wykończyć w kilka godzin, a gdy je oszczędzamy to starczy góra na pół roku.
Wrzeciona profesjonalne to wrzeciona bezszczotkowe, indukcyjne, sterowane falownikiem, na łożyskach ceramicznych z szczelną komorą silnika i mają koniecznie metalową obudowę. Do wyboru mamy obroty i moc wrzeciona.
Obroty wrzeciona to nominalna wartość z tabliczki znamionowej (12.000, 15.000, 18.000, 24.000, 40.000 obr/min) co nie oznacza, że wrzeciono zawsze musi się kręcić z tymi obrotami. Obroty można regulować falownikiem, jednak należy pamiętać, że moc wrzeciona to moment razy prędkość obrotowa, więc przy zachowaniu momentu, zmniejszając obroty o połowę -moc również o połowę spada. I tu trzeba iść na kompromis...
Nie ma wrzeciona do wszystkiego. Im większa moc wrzeciona tym najczęściej większe średnice łożysk, a te łożyska są powodem ograniczania prędkości obrotowej wrzeciona. Im większa średnica łożyska, tym z większą siłą odśrodkową kulki naciskają na bieżnie zewnętrznego pierścienia łożyska i tym samym wydziela się więcej ciepła (jedną z metod zmniejszenia tego efektu jest zastosowanie dużo lżejszych kulek ceramicznych). Dlatego wrzeciona 40.000 obr/min produkowane są najczęściej tylko w niewielkich zakresach mocy.
Wysokie obroty lubią: aluminium, drewno, materiały kompozytowe, laminaty itp. Wysokich obrotów raczej nie stosuje się przy obróbce stali, a w szczególności nierdzewnej, tworzyw termoplastycznych i przy wierceniu wiertłami HSS.
Co do mocy to podstawowym kryterium są maksymalna średnice frezów, które będziemy stosować i obrabiane nimi materiały. Do obróbki aluminium, tworzyw, drewna, laminatów frezami do 5mm wystarczy wrzeciono 0.8kW 24.000 obr/min, frezami do 8mm 1kW, do 12mm 3.3kW, do 16mm 5.6kW. Do stali przede wszystkim powinniśmy wybrać wrzeciono o mniejszych obrotach 15.000 do 18.000 obr/min i mocach 3.3kW do 10mm, 5.6kW do 12mm, 7kW do 16mm, 10kw do 20mm.
Jeżeli planujemy wiercić w stali to zawsze musimy wybrać wrzeciono o większej mocy ponieważ np. chcąc wiercić wiertłem 6mm w stali przy 2000 obr/min wrzecionem 5.6kW 18.000 obr., mamy do dyspozycji tylko 0.6kW. Nie można porównywać mocy wrzecion z mocami konwencjonalnych frezarek ponieważ mają one przekładnie i nie musi być takiego zapasu momentu.
Wybór wrzeciona czy głowicy frezerskiej jest bardzo ważny. O ile do zabawy w sklejce czy w miękkich tworzywach wystarczy "zabawkowe" wrzeciono szczotkowe w plastikowej obudowie, to do zastosowań profesjonalnych (czyli do zarabiania pieniędzy) zupełnie się nie nadaje. Przy intensywnej pracy można je wykończyć w kilka godzin, a gdy je oszczędzamy to starczy góra na pół roku.
Wrzeciona profesjonalne to wrzeciona bezszczotkowe, indukcyjne, sterowane falownikiem, na łożyskach ceramicznych z szczelną komorą silnika i mają koniecznie metalową obudowę. Do wyboru mamy obroty i moc wrzeciona.
Obroty wrzeciona to nominalna wartość z tabliczki znamionowej (12.000, 15.000, 18.000, 24.000, 40.000 obr/min) co nie oznacza, że wrzeciono zawsze musi się kręcić z tymi obrotami. Obroty można regulować falownikiem, jednak należy pamiętać, że moc wrzeciona to moment razy prędkość obrotowa, więc przy zachowaniu momentu, zmniejszając obroty o połowę -moc również o połowę spada. I tu trzeba iść na kompromis...
Nie ma wrzeciona do wszystkiego. Im większa moc wrzeciona tym najczęściej większe średnice łożysk, a te łożyska są powodem ograniczania prędkości obrotowej wrzeciona. Im większa średnica łożyska, tym z większą siłą odśrodkową kulki naciskają na bieżnie zewnętrznego pierścienia łożyska i tym samym wydziela się więcej ciepła (jedną z metod zmniejszenia tego efektu jest zastosowanie dużo lżejszych kulek ceramicznych). Dlatego wrzeciona 40.000 obr/min produkowane są najczęściej tylko w niewielkich zakresach mocy.
Wysokie obroty lubią: aluminium, drewno, materiały kompozytowe, laminaty itp. Wysokich obrotów raczej nie stosuje się przy obróbce stali, a w szczególności nierdzewnej, tworzyw termoplastycznych i przy wierceniu wiertłami HSS.
Co do mocy to podstawowym kryterium są maksymalna średnice frezów, które będziemy stosować i obrabiane nimi materiały. Do obróbki aluminium, tworzyw, drewna, laminatów frezami do 5mm wystarczy wrzeciono 0.8kW 24.000 obr/min, frezami do 8mm 1kW, do 12mm 3.3kW, do 16mm 5.6kW. Do stali przede wszystkim powinniśmy wybrać wrzeciono o mniejszych obrotach 15.000 do 18.000 obr/min i mocach 3.3kW do 10mm, 5.6kW do 12mm, 7kW do 16mm, 10kw do 20mm.
Jeżeli planujemy wiercić w stali to zawsze musimy wybrać wrzeciono o większej mocy ponieważ np. chcąc wiercić wiertłem 6mm w stali przy 2000 obr/min wrzecionem 5.6kW 18.000 obr., mamy do dyspozycji tylko 0.6kW. Nie można porównywać mocy wrzecion z mocami konwencjonalnych frezarek ponieważ mają one przekładnie i nie musi być takiego zapasu momentu.
I don't like principles, I prefer prejudices
-
Morecus
Autor tematu - Czytelnik forum poziom 1 (min. 10)
- Posty w temacie: 2
- Posty: 13
- Rejestracja: 23 mar 2015, 22:03
- Lokalizacja: Łódzkie
Piękne dzięki za odpowiedź. Tekst Kimli czytałem już wcześniej ale traktuje on w temacie nie co pobieżnie. Jeśli dobrze zrozumiałem elektrowrzeciono maksymalną moc osiąga przy max obrotach (idąc tokiem rozumowania za tekstem Kimli). i Tu moje pytanie - bo np otwór wiertłem fi 16 czy fi 20 dla frezarki konwencjonalnej o mocy wrzeciona 3 kW w każdym zakresie obrotów to żaden problem - a jak jest z elektrowrzecionem? Bo oczywistym jest że będzie to np wiercone 150-400 obr/min - więc czy elektrowrzeciono 3 kW tego po prostu nie uciągnie?
To samo pytanie mam np. do głowicy frezerskiej - zamówiłem do 3 kW konwencjonala głowice 5-cio płytkową fi 63 - na próbe by zobaczyć ile i jak tym uciągne. I tu również pytanie - czy elektrowrzeciono w CNC też uciągnie taką samą głowice? Bo widze maszyny które użytkownicy tego forum budowali i pracują np. na frezikach fi 6.
Nie bardzo potrafie przełożyć sobie moc konwencjonala 3 kW na elektrowrzeciono CNC 3 kW. Chodzi o zobrazowanie różnic. Dotąd widze tylko różnice w obrotach i nic więcej
To samo pytanie mam np. do głowicy frezerskiej - zamówiłem do 3 kW konwencjonala głowice 5-cio płytkową fi 63 - na próbe by zobaczyć ile i jak tym uciągne. I tu również pytanie - czy elektrowrzeciono w CNC też uciągnie taką samą głowice? Bo widze maszyny które użytkownicy tego forum budowali i pracują np. na frezikach fi 6.
Nie bardzo potrafie przełożyć sobie moc konwencjonala 3 kW na elektrowrzeciono CNC 3 kW. Chodzi o zobrazowanie różnic. Dotąd widze tylko różnice w obrotach i nic więcej
W życiu piękne są tylko chwile...
-
dance1
- Lider FORUM (min. 2000)
- Posty w temacie: 2
- Posty: 3094
- Rejestracja: 11 mar 2007, 22:42
- Lokalizacja: G-G
zakładając że nominalna prędkość tego 3kW elektro wrzeciona to 15000, przy obrotach 1500 masz już tylko 0.3 kW, żeby osiągnąć 150 obrotów podziel jeszcze te 300W przez 10 
Nie, takim wrzecionem przy obrotach 150 nic nie wywiercisz, brak mocy, ręka bezproblemowo możesz wrzeciono zatrzymać.
Jeżeli pytasz o popularne chińskie wrzeciona o wierceniu w stali wiertłem 20mm zapomnij tak samo jak i o obróbce stali przy użyciu głowicy fi 63.
Oczywiście elektro wrzeciona profesjonalne posiadają znaczne różnicę, np moje wrzeciono max moc czyli 10kW osiąga przy 5tyś obrotach ale tym samym pozwala na pracę z obrotami do 10tyś, czyli mam możliwość obróbki stali jak i aluminium, tylko koszt ponad 60k złociszy może przerazić.
Nie, takim wrzecionem przy obrotach 150 nic nie wywiercisz, brak mocy, ręka bezproblemowo możesz wrzeciono zatrzymać.
Jeżeli pytasz o popularne chińskie wrzeciona o wierceniu w stali wiertłem 20mm zapomnij tak samo jak i o obróbce stali przy użyciu głowicy fi 63.
Oczywiście elektro wrzeciona profesjonalne posiadają znaczne różnicę, np moje wrzeciono max moc czyli 10kW osiąga przy 5tyś obrotach ale tym samym pozwala na pracę z obrotami do 10tyś, czyli mam możliwość obróbki stali jak i aluminium, tylko koszt ponad 60k złociszy może przerazić.
I don't like principles, I prefer prejudices
-
Majster70
- ELITA FORUM (min. 1000)
")
- Posty w temacie: 1
- Posty: 1255
- Rejestracja: 08 cze 2010, 23:37
- Lokalizacja: Piastów
Dla ciebie moc jest trochę na drugim miejscu,dla twoich rozważań najważniejszy jest moment dla określonych obrotów.
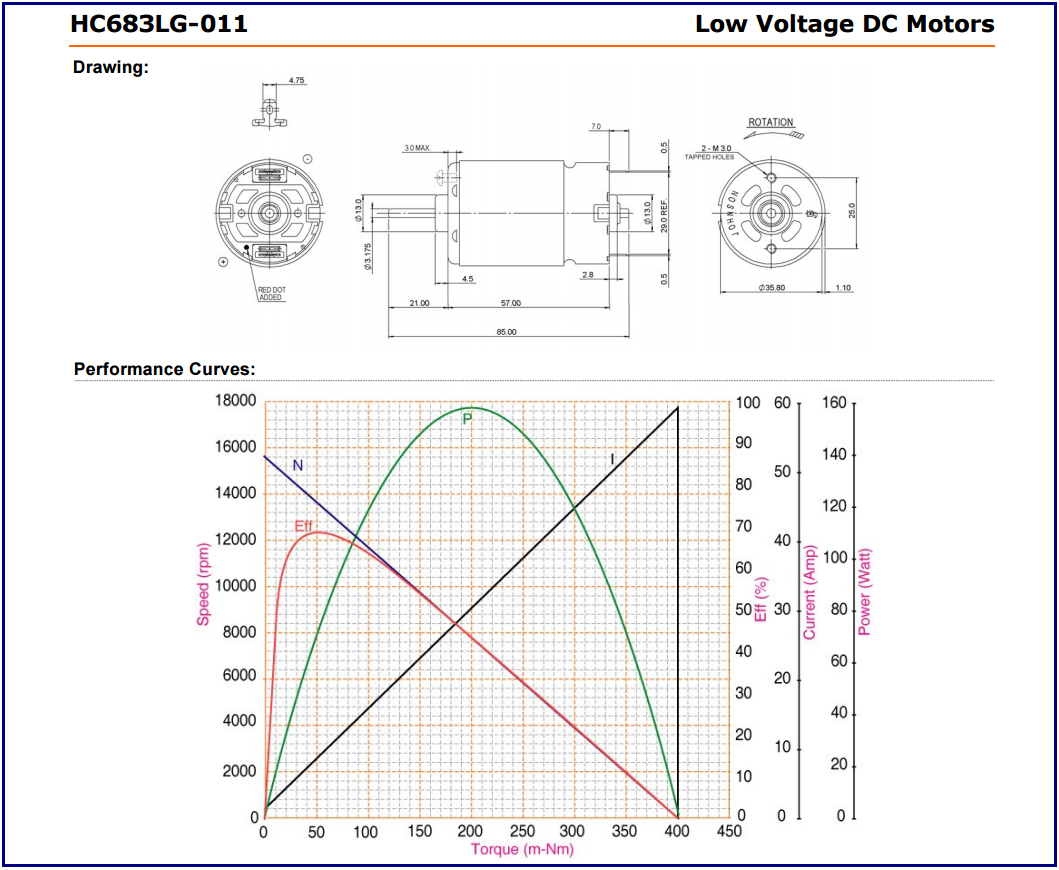
Poniższy link na stronie 25 pokazuje charakterystyki elektrowrzecion które możesz wybrać przy zakupie. Interesuje cię jaki moment i jaką moc masz do dyspozycji przy interesujących cię obrotach. Zwróć uwagę, że najszybsze wrzeciono 42k pozwala na pracę wyłącznie małymi narzędziami, bo przy 7Nm to w praktyce nie poszalejesz żadną głowiczką.
Wracając do rzeczywistości, to tak jak radzili poprzednicy - kupując chińskie wysokoobrotowe wrzecionko 3kW nastaw się na pracę małymi narzędziami VH (VHM z węglika) max Φ10mm, a jeszcze lepiej mniejszymi.
Poniższy link na stronie 25 pokazuje charakterystyki elektrowrzecion które możesz wybrać przy zakupie. Interesuje cię jaki moment i jaką moc masz do dyspozycji przy interesujących cię obrotach. Zwróć uwagę, że najszybsze wrzeciono 42k pozwala na pracę wyłącznie małymi narzędziami, bo przy 7Nm to w praktyce nie poszalejesz żadną głowiczką.
Wracając do rzeczywistości, to tak jak radzili poprzednicy - kupując chińskie wysokoobrotowe wrzecionko 3kW nastaw się na pracę małymi narzędziami VH (VHM z węglika) max Φ10mm, a jeszcze lepiej mniejszymi.
Ostatnio zmieniony 01 paź 2016, 13:17 przez Majster70, łącznie zmieniany 1 raz.
")
-
adam Fx
- Lider FORUM (min. 2000)
- Posty w temacie: 2
- Posty: 5562
- Rejestracja: 04 lip 2004, 16:03
- Lokalizacja: Gliwice
Różnica jest w spadku momentu w trakcie zmniejsza obrotów co występuje w obu typach wrzecion chyba że redukcja jest poprzez przekładnie mech wtedy moment wzrastaMorecus pisze:Nie bardzo potrafie przełożyć sobie moc konwencjonala 3 kW na elektrowrzeciono CNC 3 kW. Chodzi o zobrazowanie różnic. Dotąd widze tylko różnice w obrotach i nic więcej
sorki za wszystkie błędy ... (dyslektyk)
Zobacz moje filmy http://www.youtube.com/user/pokachontass/videos
Zobacz moje filmy http://www.youtube.com/user/pokachontass/videos
-
 bartuss1
bartuss1
- Lider FORUM (min. 2000)
- Posty w temacie: 1
- Posty: 8458
- Rejestracja: 05 kwie 2006, 17:37
- Lokalizacja: Kędzierzyn - Koźle
- Kontakt:
moc jest stala, moment sie tylko zmienia, wrzeciennik frezarki konwencjonalny ma iles tam stopni przelożeń, wskuitek czego przy najnizszych obrotach ma najwyzszy moment, zaś wrzeciono CNC regulowane falownikiem przy najnizszych obrotach ma prawie zero momentu i to cała roznica
https://www.etsy.com/pl/shop/soltysdesign