")
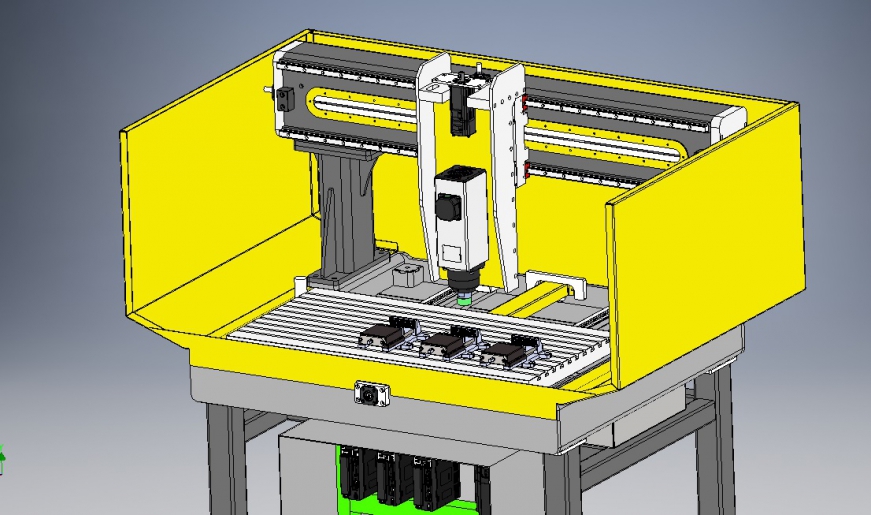
Poniżej kilka fotek projektu oraz ogólne nakreślenie co i jak chcę zrobić.
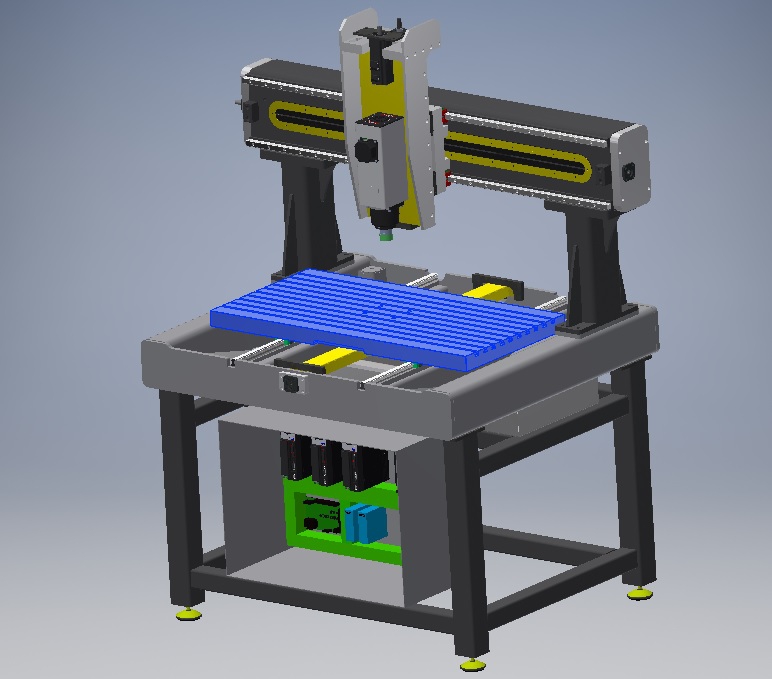
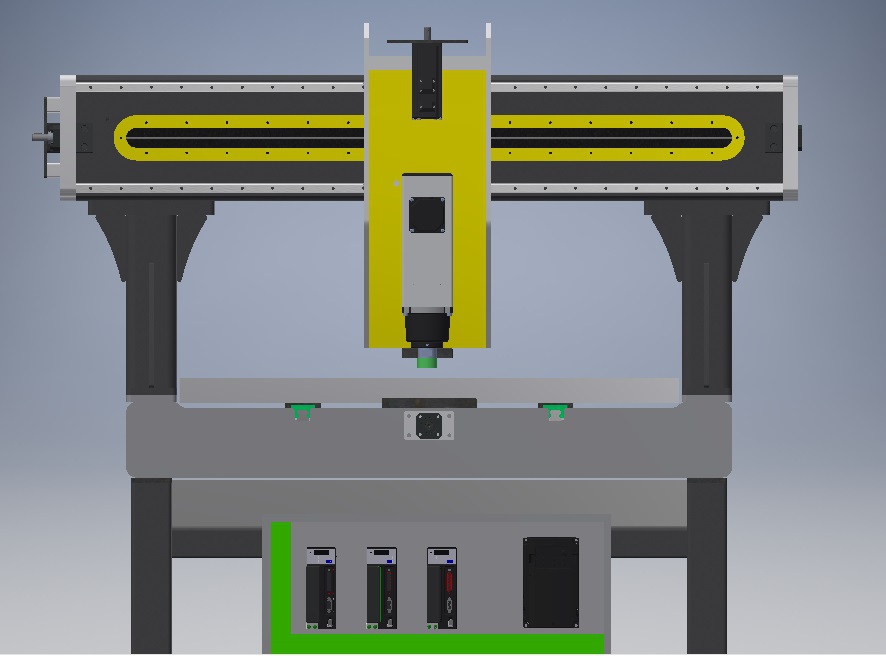
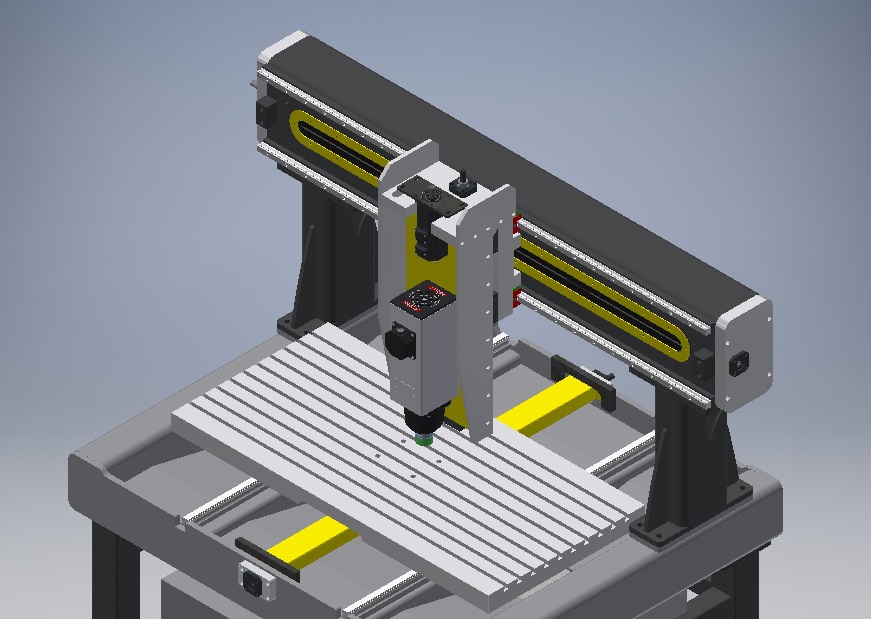
- Pole robocze ja w temacie
- Prowadnice osie xz 20 hiwin wózki z napięciem wstępnym ZA
- Prowadnice od y THK 25
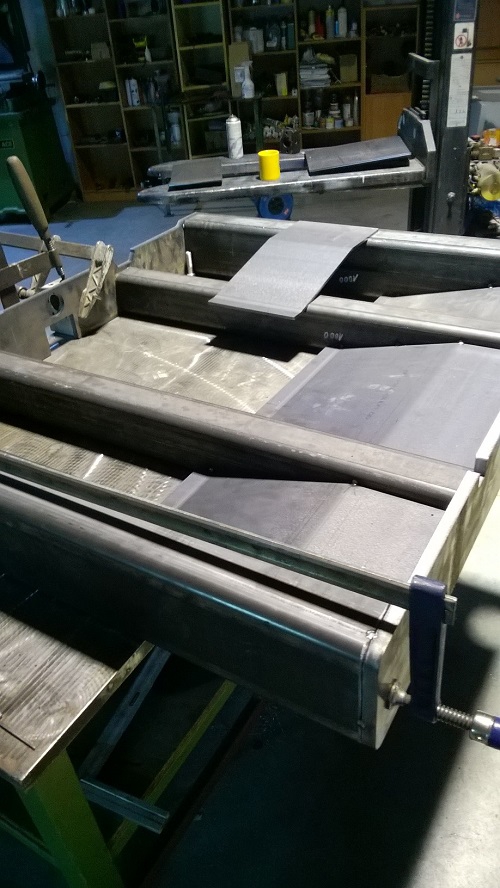
- Konstrukcja profile stalowe:
Belka osi x 250x150x10 długa na 1400 mm w środku żebra usztywniające.
Słupki 150x100x8 wysokie na 350 mm wzmocnione zastrzałami z blachy 15.
Dolna rama profile pod prowadnice 100x80x8 pod słupki 150x100x8 długość 1000mm.
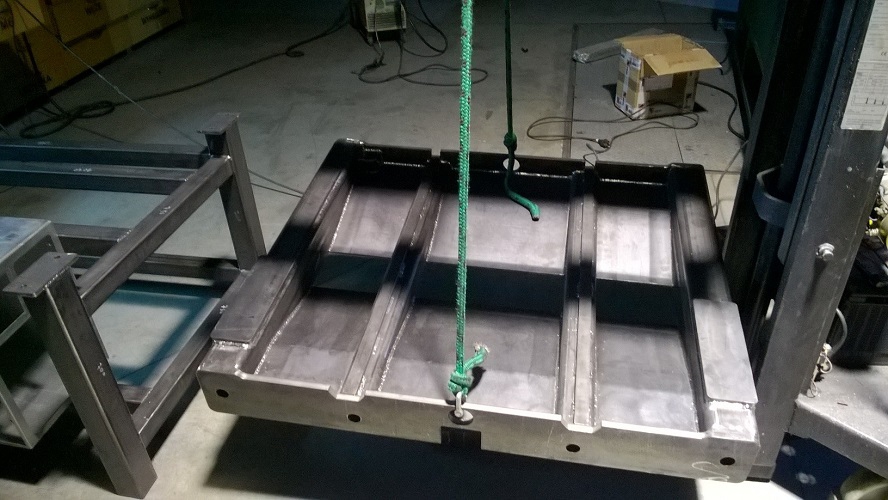
Całość zespolona z przodu i z tyłu blachami #15 mm oraz pomiędzy profilami wspawane
coś ala wanna na wióry z blach # 6 mm pomoże to w ustawieniu kątów przy spawaniu i
będzie pełnić role usztywnienia.
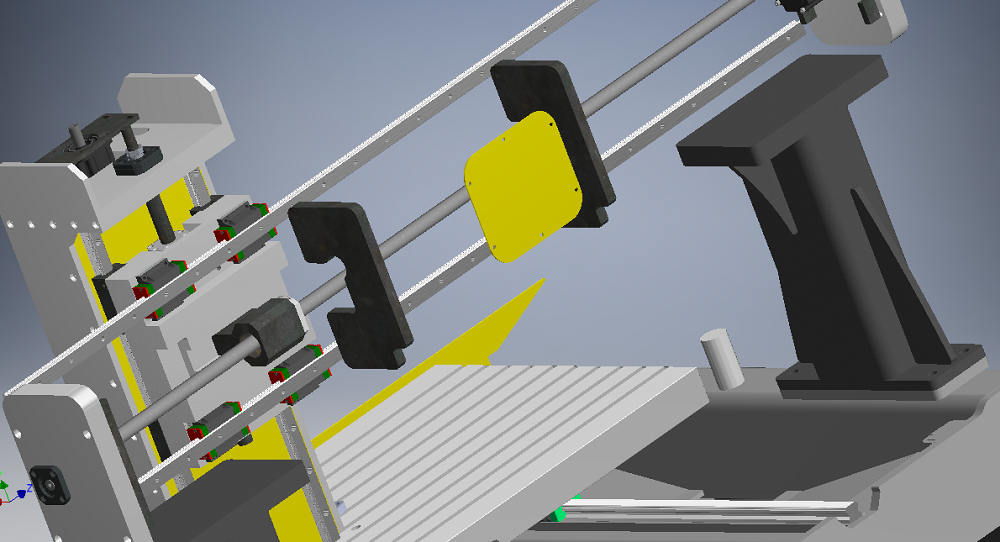
-Krzyżak Gleich C210R wylewany odprężony kawałek aluminium 230x267x75.
-Oś Z gleich C 250 # 30 mm z bocznymi wzmocnieniami z alu #10mm
- napędy śruby toczne skok 10mm fi 20 najprawdopodobniej hiwin
-śruba osi x schowana w belce pomysł podpatrzony od sami wiecie kogo no ale od najlepszych trzeba się uczyć a przynajmniej się starać.
bloki łożyskujące to standard FF FK 15 przełożenie na paskach HTD 5M 1;2
-To co tygryski lubią najbardziej serwa Delta ASDA-B2 400 W:) Jak ktoś potrzebuje to proszę pisać na PW mam naprawdę dobrą cenę na produkty tej firmy bo zużywamy ich w pracy dość sporo.
-Sterowanie forumowy PIKOCNC wersja E w poprzedniej też było Piko i nie zamienił bym tego na nic innego.
Teraz z tych mniej kolorowych rzeczy potrzebuję kogoś kto obrobi mi aluminiowe boki belki osi x tylna i górna płytę zetki.
Na razie jestem na etapie spawania konstrukcji końcem stycznia będę chciał to wszystko podrzucić do pieca i teraz prośba do was czy orientujecie się gdzie w Małopolsce mają taki piecyk do którego wejdą te detale (1400 x 1200) .
Ogólnie pracy jeszcze co niemiara myślę że koło połowy roku będzie widać już koniec robót.
Teraz piszcie co byście zmienili w konstrukcji lub co ulepszyli.
Pozdrawiam Łukasz







")