




")
Tak oto sprzęt wygląda (zapożyczone z netu):

Wydaje się konkretna. Na pierwszy rzut oka budzi nawet zaufanie. Łoża skrobane, duży 3 fazowy silnik, szeroki stół, jaskółka na kolumnie osi pionowej, kolorowe włączniki i w ogóle jakaś taka ładna nawet. Waga też niebagatelna bo 280 kilogramów to już coś jest.
Przyjechała w kawałkach i zajęła miejsce pod oknem w warsztacie.



Do kompletu dostałem silniki krokowe 4Nm i śruby kulowe 20x5 z nakrętkami. Silniki troszkę mizerne ale pociągną na pewno bo w planie jest zastosowanie przekładni pasowej 1:2 na każdej osi.

Minęło kilka dni aż wreszcie wziąłem się za ustawienie korpusu do przymiarek elementów.

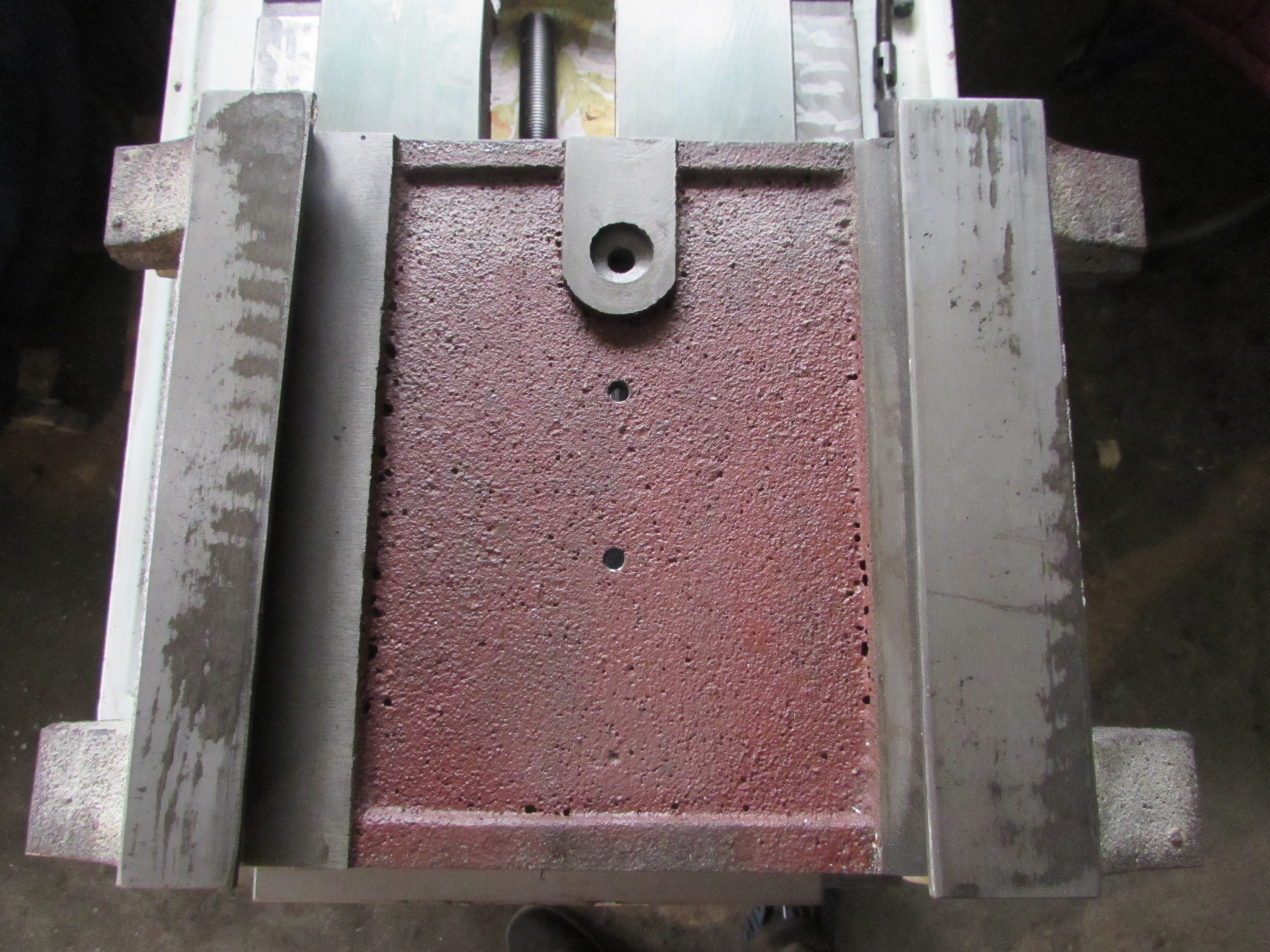
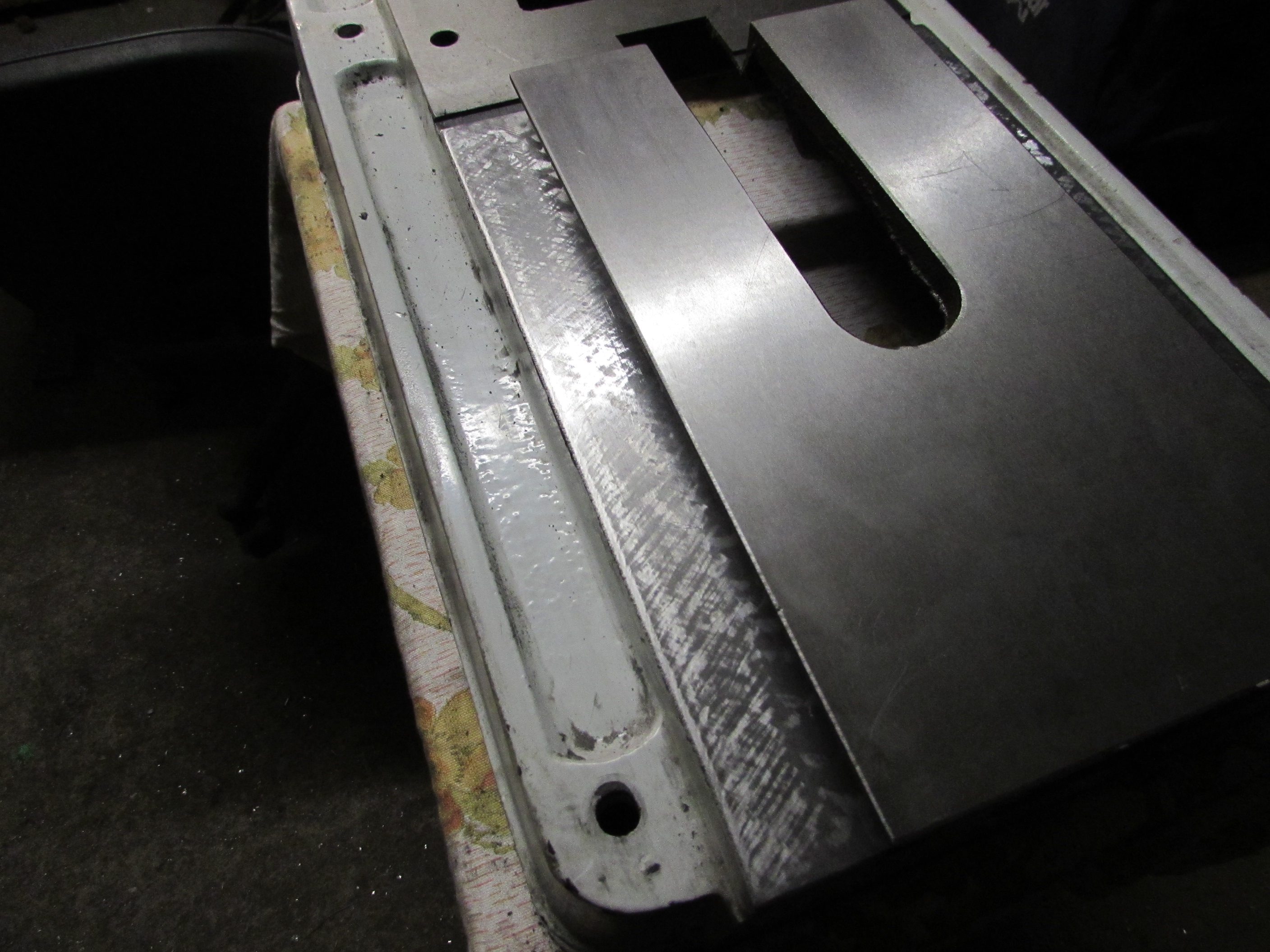
Założyłem sobie suport na podstawę i coś mi nie gra. W osi Y jakieś tarcie czuję, coś skrobie i trze mocno. Co jest. Przecież prowadnice są skrobane to powinno chodzić gładko nawet na sucho. Trzeba to obadać. Przyjrzałem się powierzchni sanek i oniemiałem. Siekierką to ciosali? To nawet dobrze nie jest oszlifowane tylko podziabane jakoś:

Jako że mam płytę traserską (frezarka Betty) to postanowiłem z niej skorzystać aby obadać powierzchnie sanek osi Y. Wygrzebałem sadzy z pieca, urobiłem ze smarem łożyskowym i posmarowałem płytę. Przetarłem sankami i moim oczom ukazała się powierzchnia przylegania:
Nie wiem co powiedzieć. Kląć, płakać czy się śmiać. Nic nie powiem. Idę po pilnik....
Najpierw jednak posiedziałem na Youtube i popatrzyłem jak się skrobie powierzchnie, jakich zasad się trzymać i jak to robić. Jako że jestem amator to przedstawione dalej zdjęcia proszę traktować jako ciekawostkę a nie koniecznie się na mnie wzorować bo może robię coś źle lub nie do końca ze sztuką.
No to naostrzyłem pilnik i zacząłem powolutku skrobanie. Nie mam właściwych narzędzi więc wziąłem co było pod ręką. Zbieram tylko miejsca gdzie się sadza odcisnęła. Skrobię na krzyż raz w jedną (potem na płytę traserską i sprawdzam) raz w drugą stronę. I tak ostrze co chwilę i dziabię po malutku po strużynce.

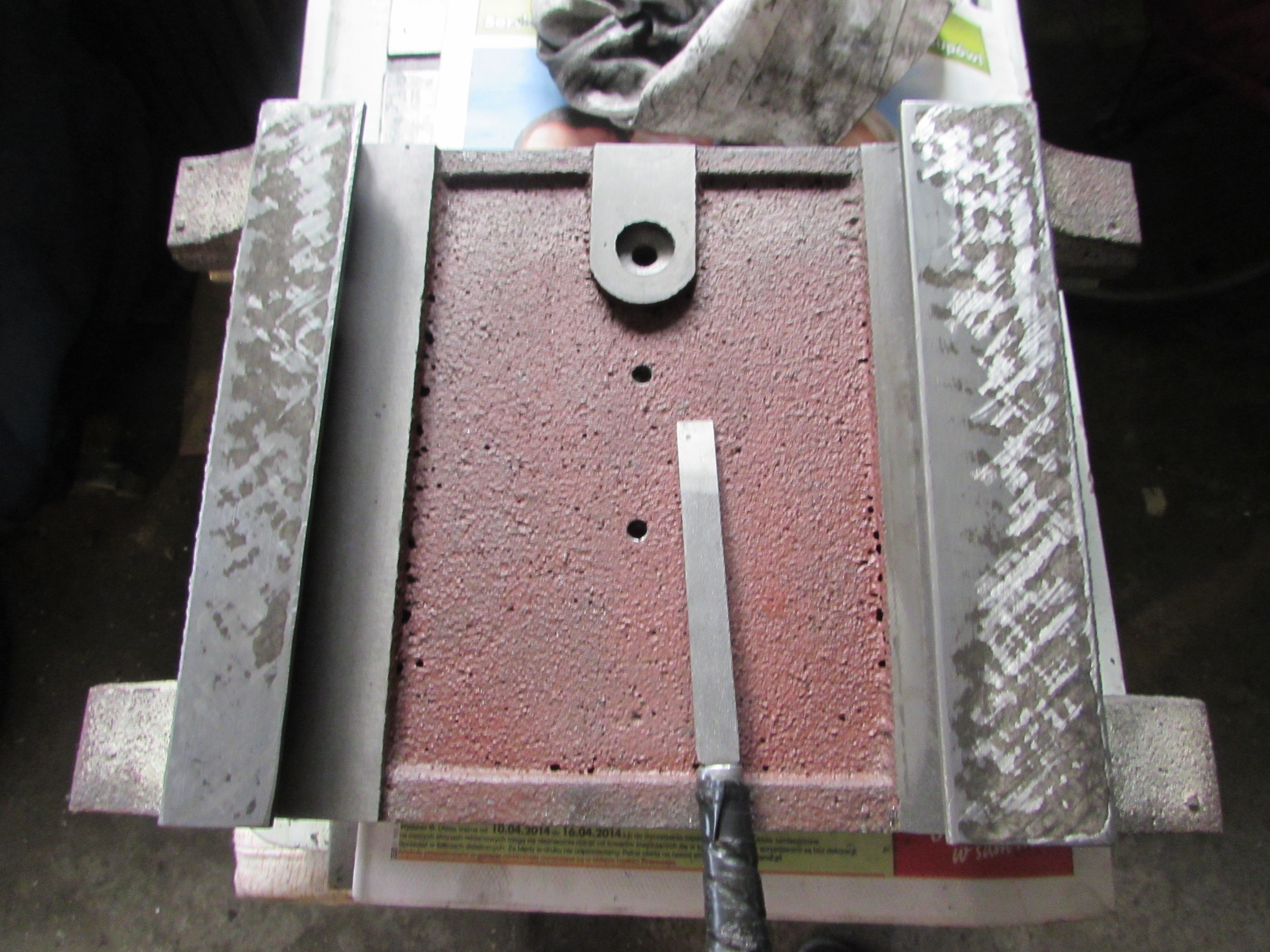
Powierzchnia sanek nie tylko nie dolegała ale też była krzywa i lekko się bujała. Każde kolejne skrobanie przynosi coraz lepsze efekty:
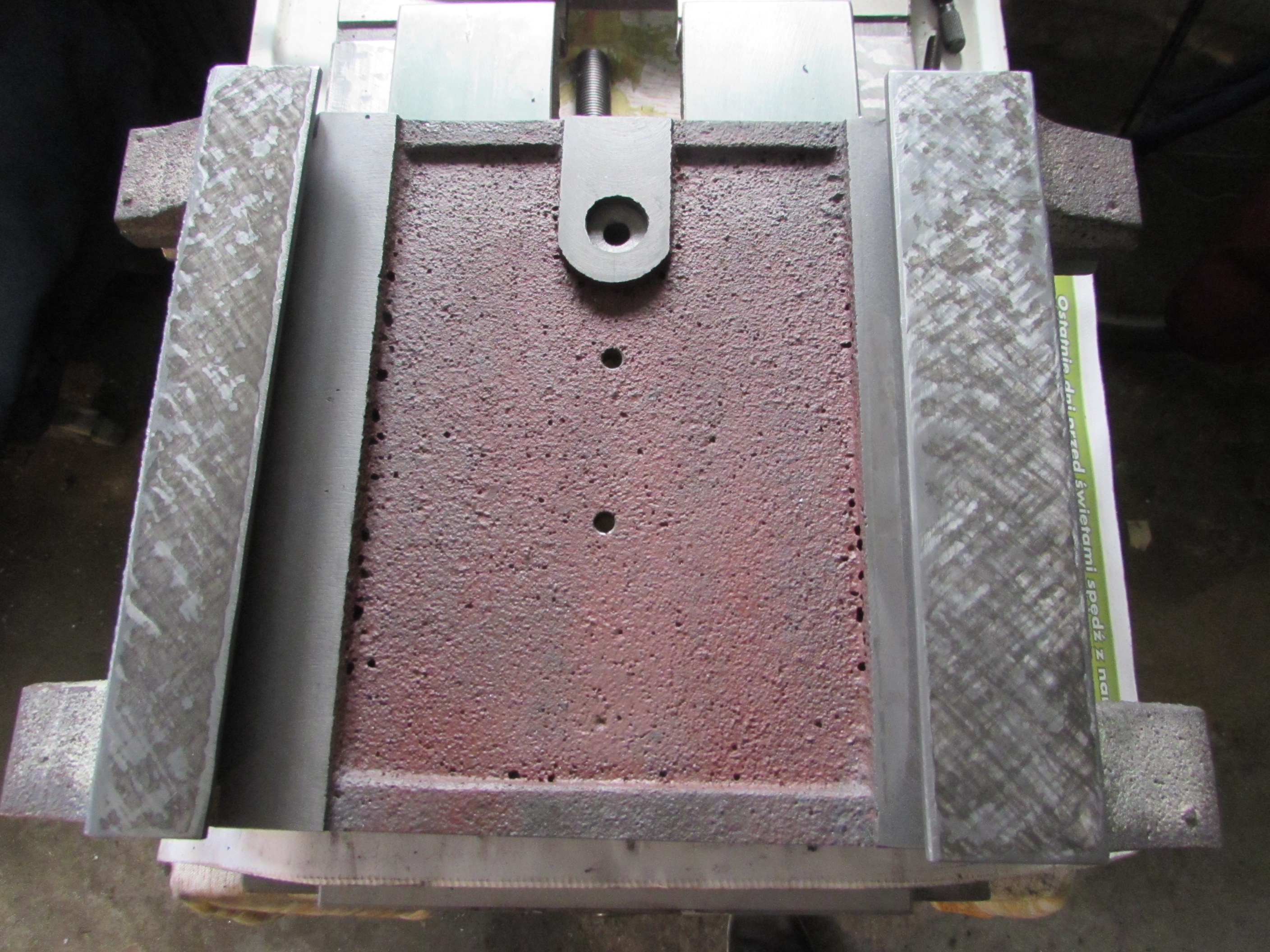
Efekt końcowy jaki udało mi się uzyskać. Jak na pierwszy raz to chyba nie najgorzej. Ostatnie skrobania robiłem krótszymi liniami a na koniec zrobiłam taką fajną slaczkowaną powierzchnię na krzyż. Nie wiem jak to się nazywa ale widziałem że się tak robi na koniec skrobania. Tu filmik gdzie facet pokazuje jak to robić:
A finalnie wyszło mi tak:
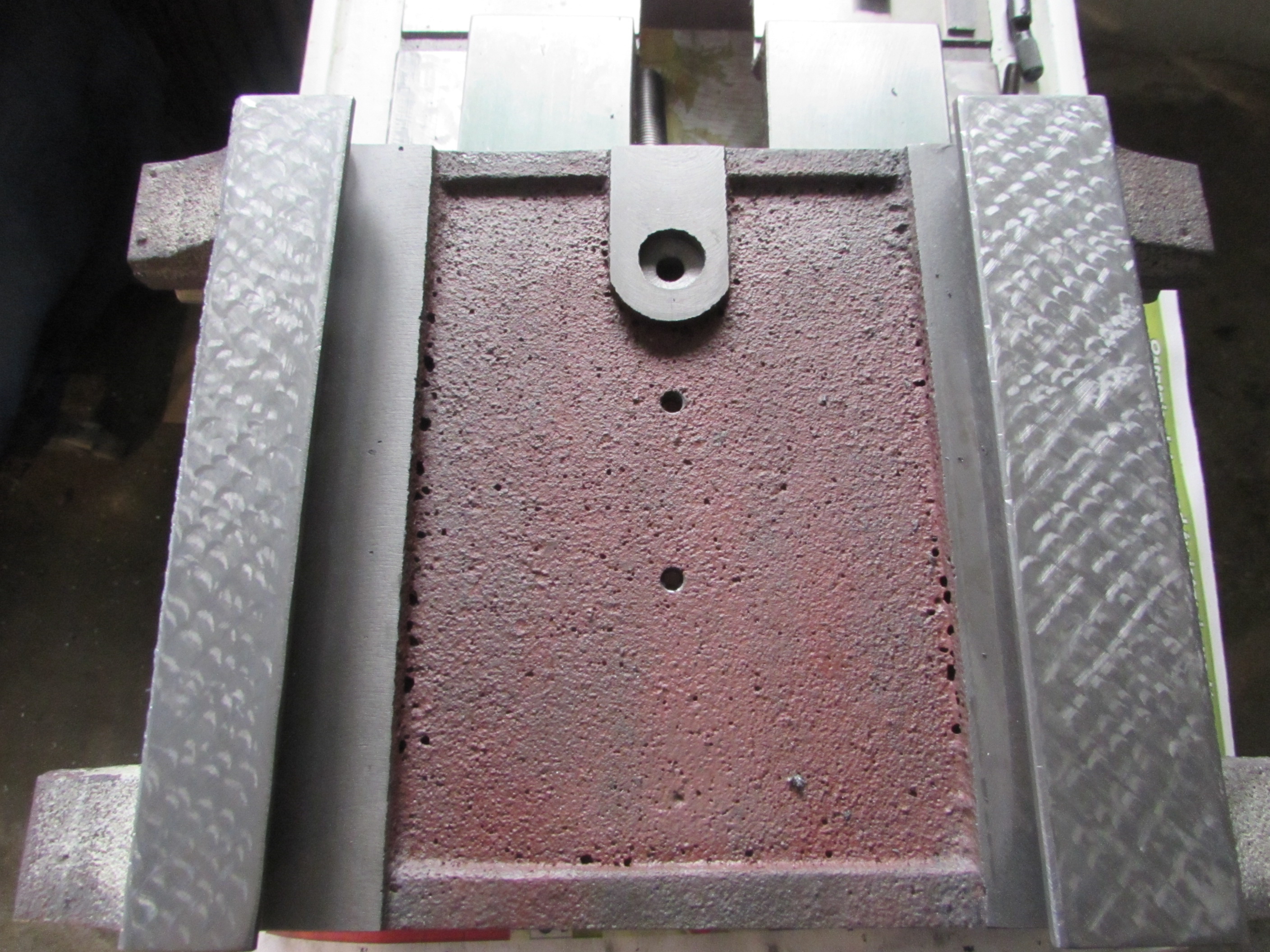
Suport już się nie buja na płycie traserskiej i doleganie bardzo się poprawiło choć nie jest idealnie książkowo.
No to teraz tak wyprostowaną powierzchnię przyłożyłem do podstawy maszyny. Podstawa ta ma ślady kitajskiego skrobania co z początku uznałem za dobry znak solidności.... jak ja się myliłem.....
Natuszowałem (umazałem lekko sadzą ze smarem) moją wyskrobaną powierzchnię i przejechałem po podstawie:
Strona prawa

Strona lewa

Mówiąc krótko to całe kitajskie skrobanie jest tylko po to aby ukryć bylejakość powierzchni i nie ma nic wspólnego z wyprowadzaniem powierzchni do płaskości.
Po kilku godzinach skrobania, latania na płytę traserską, skrobania, latania, skrobania.....
Oczom moim ukazał się w miarę akceptowany widok (mało widać bo już późno i ciemno):

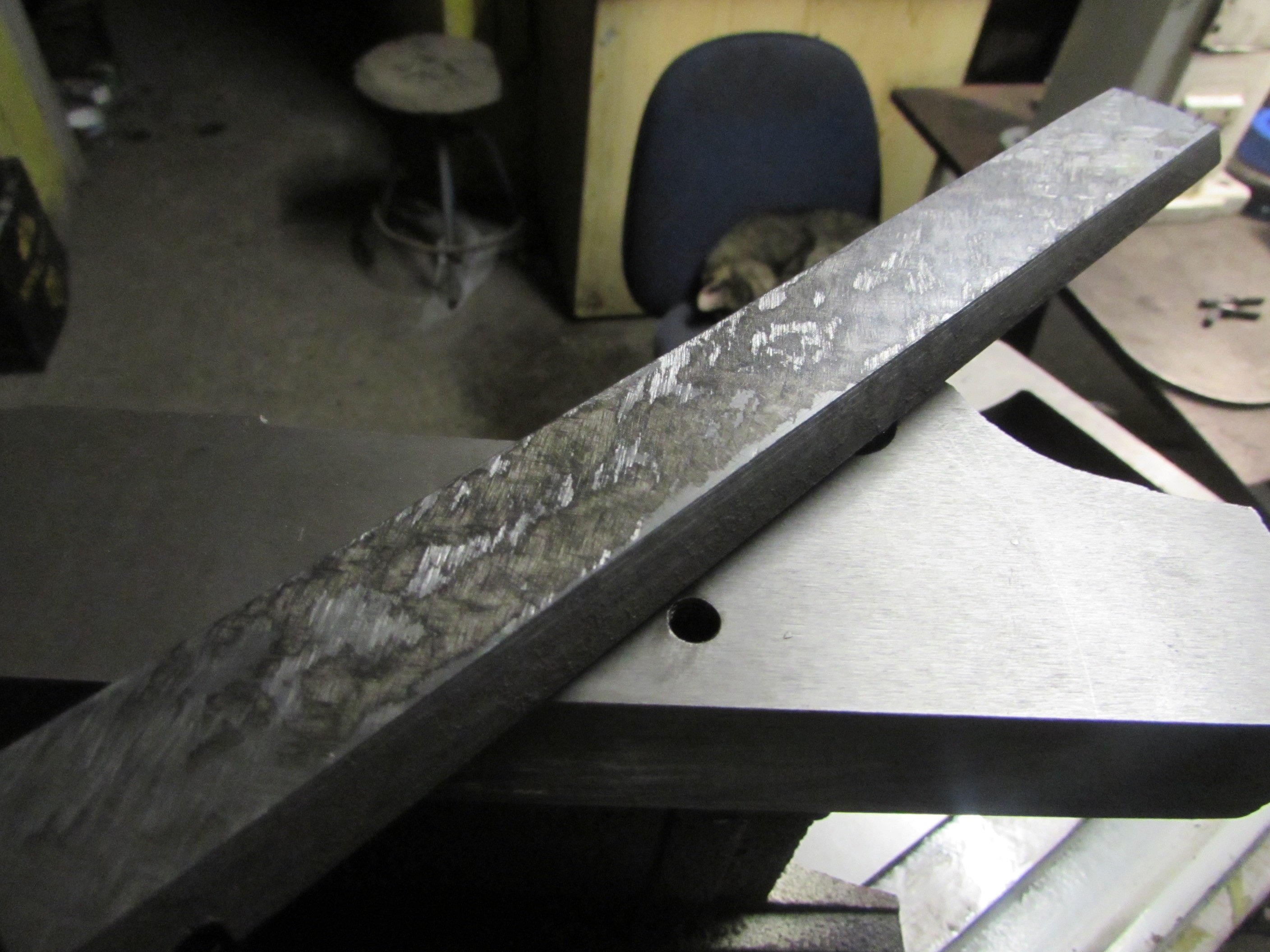
Do kompletu postanowiłem jeszcze sprawdzić klin który jak się okazało nie trzyma żadnej normy płaskości i jest wydziabany siekierką:
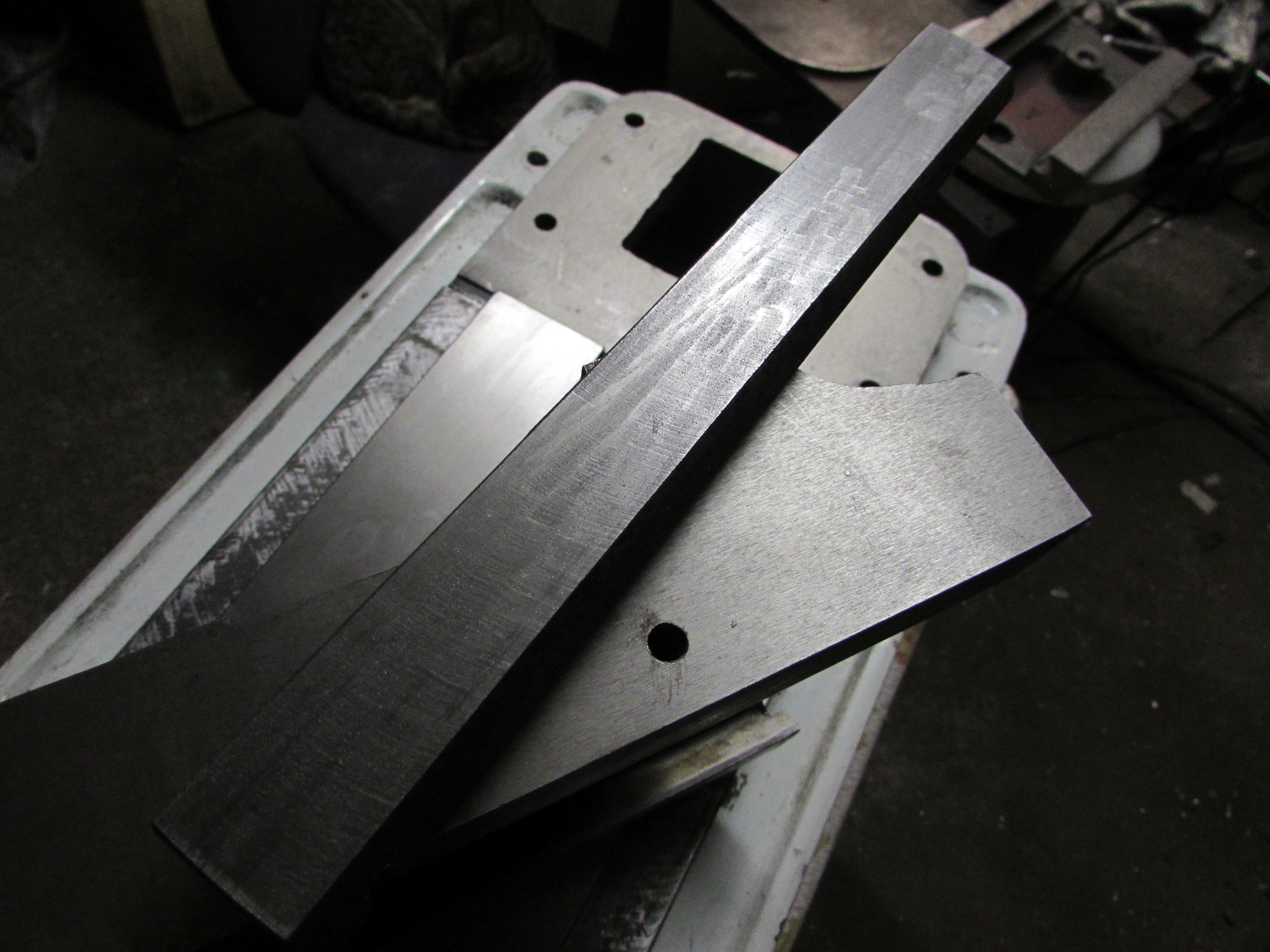
Jego już potraktowałem na szybko szlifierką kontową oczywiście uprzednio tuszują go na płycie traserskiej i szlifując delikatnie raz w jedną raz w drugą stronę.
Po poskładaniu tego nawet na sucho czuć wyraźną poprawę przy przesuwaniu. Nic nie trze i nie rysuje powierzchni tylko w miarę gładko się przesuwa.
To co widać powyżej zajęło mi jakieś 8 godzin. Nadgarstki mnie bolą bo pilniczek trzymam w dłoniach a powinno się mieć większe narzędzie aby pracować całym ciałem a nie tylko dłońmi. Musze pomyśleć nad dorobieniem jakiegoś dłuższego narzędzia aby łatwiej się pracowało.
A miała być łatwa i szybka przeróbka na CNC a tu trzeba fabrykę poprawiać bo tak zostać to nie może z tymi powierzchniami. Komentujcie, pytajcie, doradzajcie i narzekajcie.
Dzisiaj usiądę i zamówię łożyska do osadzenia śrub kulowych. Pozdrawiaju.




")
 ) ja bym najpierw by dużo nie skrobać wstępnie wyprowadził, czyli przeszlifował (na płycie).
) ja bym najpierw by dużo nie skrobać wstępnie wyprowadził, czyli przeszlifował (na płycie). 







