



Witam
Jakiś czas temu zakupiłem nie drogo frezareczkę cnc o konstrukcji stalowej (100 x 80cm). Był to niedokończony projekt, udało mi się wszystko poskładać do kupy i uruchomić, działa to bardzo fajnie natomiast mam problem ze skalą frezowanych kształtów. Gdy wycinałem np okrąg 30mm to wychodził okrąg około 136mm. Dodam że używam programów mach3 a ostatnio step2cnc. I teraz tak. Nie mam pojęcia jak ustawić "step per mm" w machu czy s2c. Jak to policzyć skoro nie znam praktycznie żadnych danych podzespołów - brak jakichkolwiek tabliczek czy etykiet - na silniczkach jest tylko napis: 3A 1,8DEG co do sterowników to albo m542 albo m545 też nie ma oznaczenia i nie mam pojęcia czy jest ustawiony na 1, 1/2 czy 1/8 kroku czy jeszcze jakoś więcej. Silniki w osi x i y są dopięte dodatkowo do przekładni chyba planetarnej wg sprzedającego o przełożeniu 1:10. Napęd w tych osiach jest przenoszony za pomocą pasków zębatych też nie wiem jakich. W osi Z taki sam silnik i sterownik bez przekładni, napęd to śruba trapezowa jak mniemam. Gdy mam ustawione np 400 krok/mm to okrąg jak pisałem jest ogromny gdy zimniejsze do ok 120 krok/mm to okrąg prawie trzyma wymiar czyli ma te 30mm ale jest "jajkowaty" lub też spłaszczony z dwóch stron. Wykluczam luzy czy jakieś niedokładności maszyny gdyż przy 400kro/mm geometria jest idealna. Moje pytanie jak to wszystko policzyć by wymiary oddawały wymiary projektu ale przy okazji wycinane koło było równiutkie?
Ps. Dodam że te 120krok/mm ustaliłem "łopatologicznie" tnąc kwadrat 5x5cm i zmniejszając ilość kroków w ustawieniach aż wyszło na desce te 5x5. Natomiast kółko choć trzyma wymiar to nie jest idealnie okrągłe. Dla pewności frezowałem kółko z gcoda "z ręki"
g0 x0 y0
M3 s1000
g1 z-1 f200
g2 x50 r25
x0 r25
G0 z10
m30
Jak policzyć ilość kroków na mm na nieznanych podzespołach
-
master7711
Autor tematu - Czytelnik forum poziom 1 (min. 10)
")
- Posty w temacie: 9
- Posty: 13
- Rejestracja: 31 paź 2011, 22:58
- Lokalizacja: Łódź


-
Dudi1203
- ELITA FORUM (min. 1000)
")
- Posty w temacie: 3
- Posty: 1350
- Rejestracja: 07 sty 2009, 18:42
- Lokalizacja: Pabianice
Wszystkie elementy zastosowane sa znormalizowane.
Po kolei
krokowiec - 1,8deg oznacza ze silnik obraca sie o 1,8 stopnia na krok. Czyli dwieście kroków na obrót
Sterownik M - masz na nim zworki. Popatrz w instrukcji jakie ułożenie zworek odpowiada jakiemu podziałowi kroków. Wersja dla googloodpornych - wpisujesz w machu 200 krokow na mm, puszczasz przejazd o 1mm i patrzysz czy silnik wykonał pełny obrót. Jesli nie to 2mm, potem 4mm, 8mm, 16mm itd. Az silnik wykona 1 pełny obrót. Wtedy wiesz jaki masz podział przez sterownik.
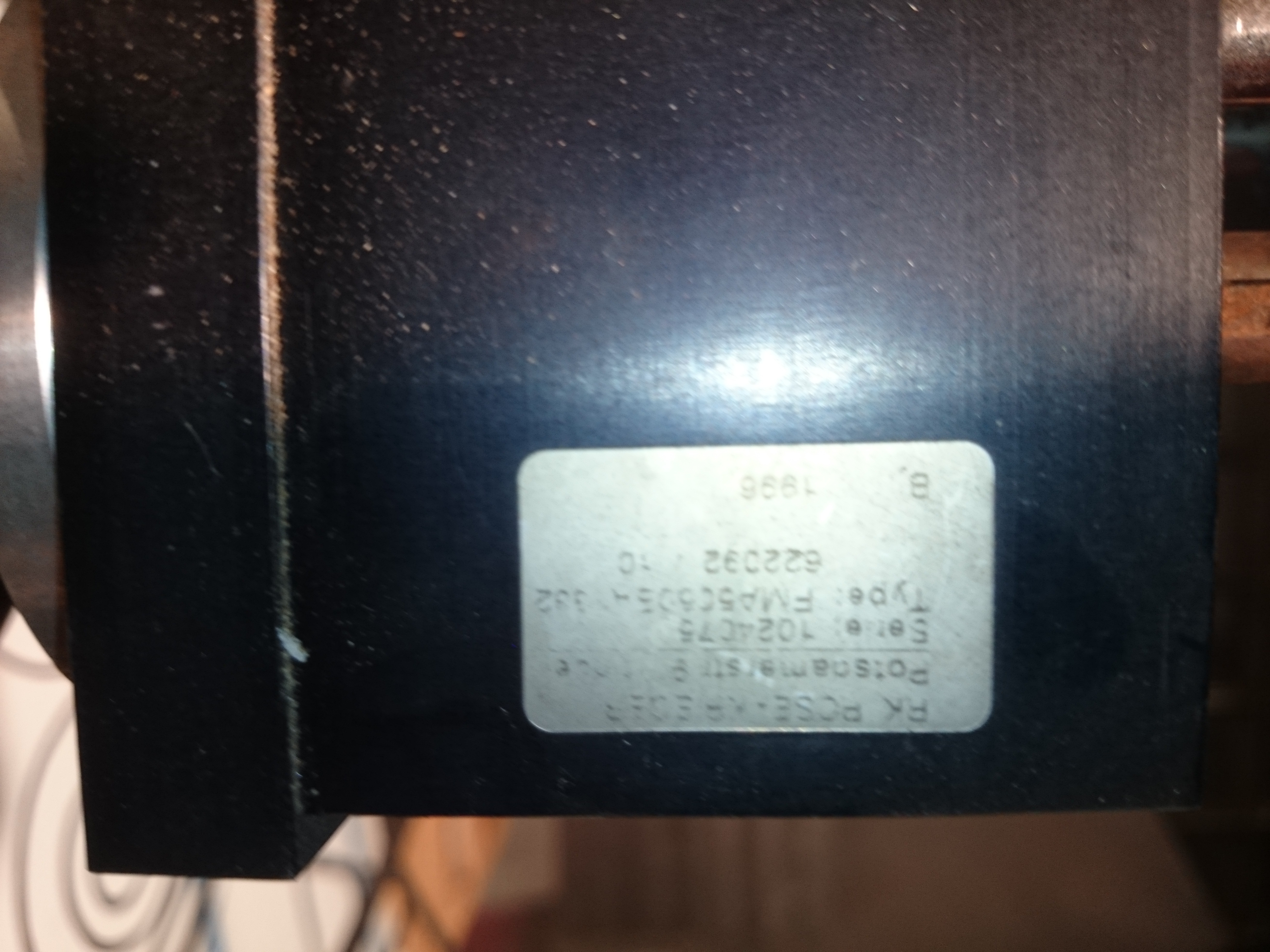
Dalej - przekładnie planetarne - na obudowie jest kod, wbijasz go w google z hasłem datasheet i znajdujesz w instrukcji przełożenie. Czesto nawet na obudowie jest napisane I=10 (co oznacza ze przełożenie wynosi 10)
Przekładnie paskowe - liczysz ząbki i przełożenie wynika z ich stosunku
Śruby - skoku są normalizowane, nie ma "dziwnych" wartości. Bierzesz suwmiarke i mierzysz np 5 zwojów i liczysz skok. Zaokraglasz wynik do pełnych mm i masz wynik.
Reszta to matematyka
Przekładnie planetarne, sruby, przekładnie pasowe i mikrokrok sprawdź dla kazdej osi. Bo mogą występować różnice
Po kolei
krokowiec - 1,8deg oznacza ze silnik obraca sie o 1,8 stopnia na krok. Czyli dwieście kroków na obrót
Sterownik M - masz na nim zworki. Popatrz w instrukcji jakie ułożenie zworek odpowiada jakiemu podziałowi kroków. Wersja dla googloodpornych - wpisujesz w machu 200 krokow na mm, puszczasz przejazd o 1mm i patrzysz czy silnik wykonał pełny obrót. Jesli nie to 2mm, potem 4mm, 8mm, 16mm itd. Az silnik wykona 1 pełny obrót. Wtedy wiesz jaki masz podział przez sterownik.
Dalej - przekładnie planetarne - na obudowie jest kod, wbijasz go w google z hasłem datasheet i znajdujesz w instrukcji przełożenie. Czesto nawet na obudowie jest napisane I=10 (co oznacza ze przełożenie wynosi 10)
Przekładnie paskowe - liczysz ząbki i przełożenie wynika z ich stosunku
Śruby - skoku są normalizowane, nie ma "dziwnych" wartości. Bierzesz suwmiarke i mierzysz np 5 zwojów i liczysz skok. Zaokraglasz wynik do pełnych mm i masz wynik.
Reszta to matematyka
Przekładnie planetarne, sruby, przekładnie pasowe i mikrokrok sprawdź dla kazdej osi. Bo mogą występować różnice
-
 fus23
fus23
- Specjalista poziom 2 (min. 300)
")
- Posty w temacie: 9
- Posty: 336
- Rejestracja: 11 mar 2006, 22:42
- Lokalizacja: Elbląg
Na początek w machu nie powinieneś regulować ilością kroków ...
Ten parametr ustawia się raz i raz ustawia się skok śruby a potem program już wie ile kroków na ile milimetrów musi zrobić przy zadanym parametrze X 100
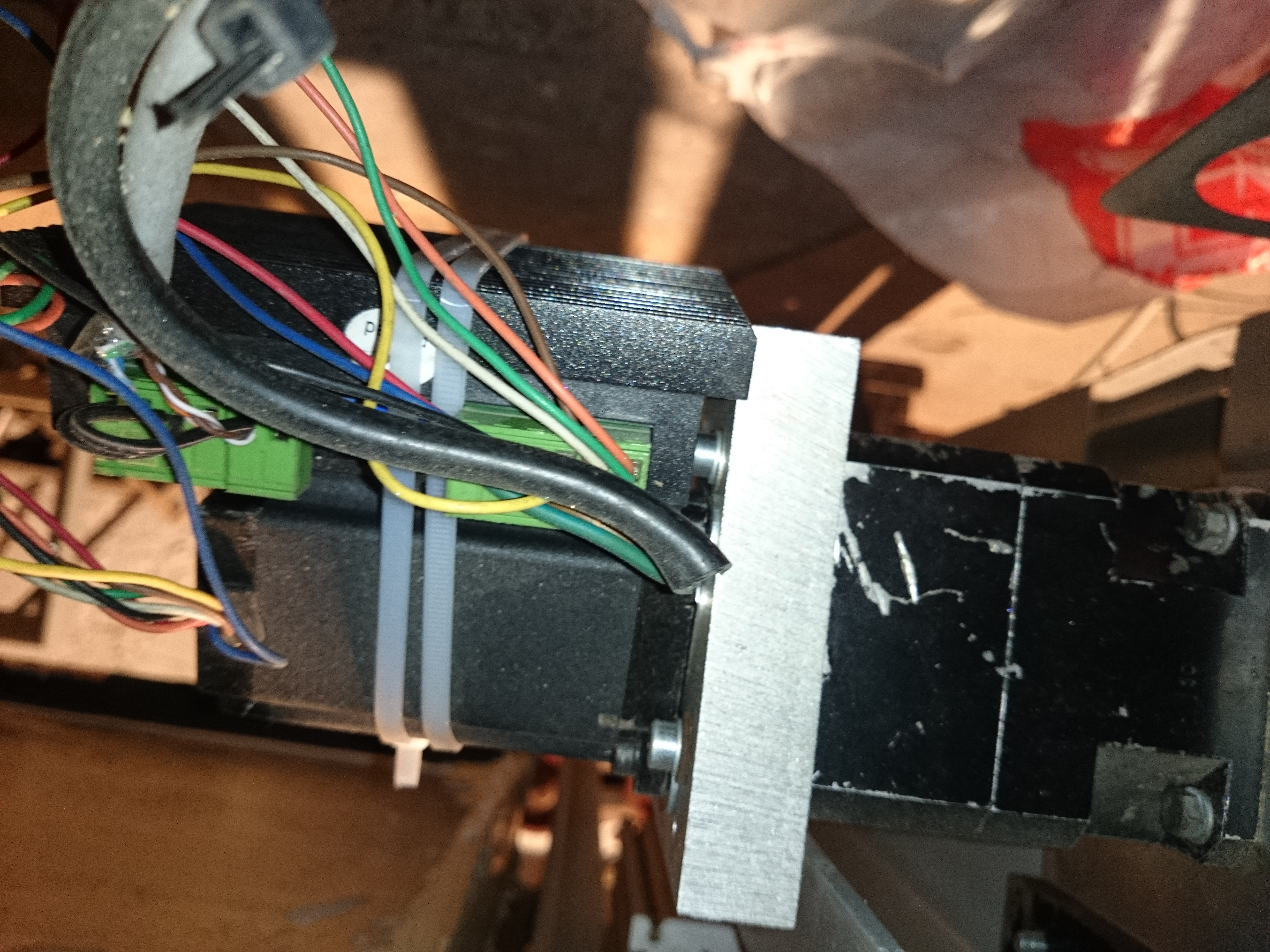
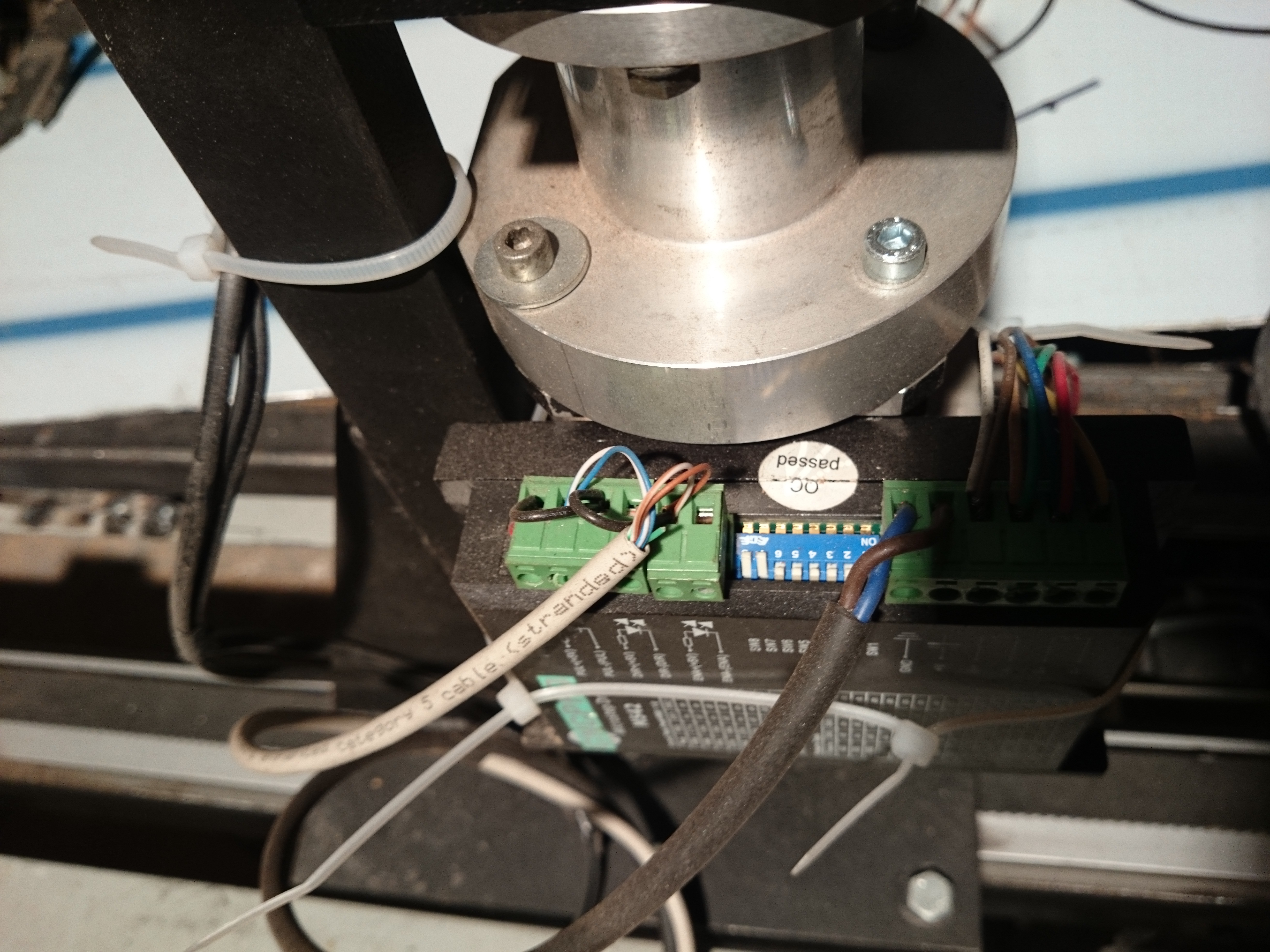
1 Pokaż zdjęcia sterowników w miarę dokładne na pewno jest jakiś opis ...
2 Pokaż zdjęcia silników z przekładniami
dalej zmierz skok śruby i policz jakie masz przekładnie paskowe podaj to w wątku a dojdziemy do ładu i będzie jak się marzy...
Przekładnie z pasem zębatym liczy się po zębach nie po obwodzie w razie czego ...
Pozdrawiam
Ten parametr ustawia się raz i raz ustawia się skok śruby a potem program już wie ile kroków na ile milimetrów musi zrobić przy zadanym parametrze X 100
1 Pokaż zdjęcia sterowników w miarę dokładne na pewno jest jakiś opis ...
2 Pokaż zdjęcia silników z przekładniami
dalej zmierz skok śruby i policz jakie masz przekładnie paskowe podaj to w wątku a dojdziemy do ładu i będzie jak się marzy...
Przekładnie z pasem zębatym liczy się po zębach nie po obwodzie w razie czego ...
Pozdrawiam
Jeśli broń zabija ludzi , to długopisy robią błędy ortograficzne ...
-
master7711
Autor tematu - Czytelnik forum poziom 1 (min. 10)
- Posty w temacie: 9
- Posty: 13
- Rejestracja: 31 paź 2011, 22:58
- Lokalizacja: Łódź
Witam
Dzięki za tak szybki odzew. Jutro policzę ilość ząbków i skok śruby. Sprawdzę też te sterowniki i wszystkie dane tutaj wrzuce.
Jak mam policzyć te przekładnie paskowe? Ilość zębów na pasie powiedzmy na odcinku 10cm, czy ilość na kołach, które poruszają pasami? Na zdjęciach widać że w osi y jest troszke inny napęd tj z przekładni planetarnej idzie na rolke i tam jest jest jeszcze jeden jeden krótki pasek, widać na przedostatnim zdjęciu. W osi x jest bezpośrednio napędzany z przekładni planetarnej.
Co do zdjęć to najszybciej mógłbym w przyszłym tygodniu wrzucić więc narazie podsyłam link jak wyglądała maszynka gdy nie była jeszcze kompletna:
http://olx.pl/oferta/zamienie-ploter-cn ... 6G6in.html
Napędy są te same , przekładnie też tylko zamiast tych serw są krokowce i sterowniki.
A tak na marginesie czy warto ewentualnie inwestować w te serwa? Chodzi mi o sterowanie bo gość dał mi je gratis.
Dzięki za tak szybki odzew. Jutro policzę ilość ząbków i skok śruby. Sprawdzę też te sterowniki i wszystkie dane tutaj wrzuce.
Jak mam policzyć te przekładnie paskowe? Ilość zębów na pasie powiedzmy na odcinku 10cm, czy ilość na kołach, które poruszają pasami? Na zdjęciach widać że w osi y jest troszke inny napęd tj z przekładni planetarnej idzie na rolke i tam jest jest jeszcze jeden jeden krótki pasek, widać na przedostatnim zdjęciu. W osi x jest bezpośrednio napędzany z przekładni planetarnej.
Co do zdjęć to najszybciej mógłbym w przyszłym tygodniu wrzucić więc narazie podsyłam link jak wyglądała maszynka gdy nie była jeszcze kompletna:
http://olx.pl/oferta/zamienie-ploter-cn ... 6G6in.html
Napędy są te same , przekładnie też tylko zamiast tych serw są krokowce i sterowniki.
A tak na marginesie czy warto ewentualnie inwestować w te serwa? Chodzi mi o sterowanie bo gość dał mi je gratis.
-
 gaspar
gaspar
- ELITA FORUM (min. 1000)
- Posty w temacie: 1
- Posty: 1714
- Rejestracja: 13 sty 2006, 16:41
- Lokalizacja: Stargard
- Kontakt:
Jeśli nie umiesz zmierzyć skoku zębów/śruby, wygooglować przełożenia dla przekładni planetarnych i sprawdzić mikrokroku w sterownikach to na serwach polegniesz spektakularnie.master7711 pisze:
A tak na marginesie czy warto ewentualnie inwestować w te serwa? Chodzi mi o sterowanie bo gość dał mi je gratis.
I to nie jest złośliwość, tylko dobra rada.
https://www.instagram.com/cncworkshop.pl/
Obróbka CNC - frezowanie & toczenie
Obróbka CNC - frezowanie & toczenie
-
fus23
- Specjalista poziom 2 (min. 300)
- Posty w temacie: 9
- Posty: 336
- Rejestracja: 11 mar 2006, 22:42
- Lokalizacja: Elbląg
Witam
Przełożenie pasowe liczysz ilość zębów na konkretnym kole pasowym i wychodzi 40 na drugim kole jest 20 zębów przełożenie wychodzi jeden do dwóch
gorzej będzie z przekładniami planetarnymi trzeba znaleźć na nich model i szukać po datashet ...
Przełożenie pasowe liczysz ilość zębów na konkretnym kole pasowym i wychodzi 40 na drugim kole jest 20 zębów przełożenie wychodzi jeden do dwóch
gorzej będzie z przekładniami planetarnymi trzeba znaleźć na nich model i szukać po datashet ...
Jeśli broń zabija ludzi , to długopisy robią błędy ortograficzne ...
")
-
master7711
Autor tematu - Czytelnik forum poziom 1 (min. 10)
- Posty w temacie: 9
- Posty: 13
- Rejestracja: 31 paź 2011, 22:58
- Lokalizacja: Łódź

[ Dodano: 2015-01-18, 17:56 ]
Więc tak co do parametrów:
-Silniki jak podpowiedział kolega Dudi1203 wszystkie 200 kroków na obrót
-Sterowniki wszystkie ustawione na podział kroków 1/8
-zębatki w osi x obydwie mają po 15 zębów, póżniej pasek napędowy wchodzi w jakiś napinacz ten czarny na zdjeciu są one w osiach x i y. W osi y przekładnia planetarna jest podpięta wprost do tej kostki.
- Co do śruby to na 1cm przypadają trzy zworki. Czyli skok to 3?
Oś X jak rozumiem policzyć tak:
200x8:15= 1600:15= 106,6?
Dobrze myśle? Co z tymi czarnymi napinaczami w osi x i Y?
Koledze FUS23 i koledze DUDI1203 po "pomógł"
Dodaje zdjęcie jednego z tych napinaczy w następnym poście bo niestety ale muszę je wysłać z komórki.
[ Dodano: 2015-01-18, 18:01 ]
-
master7711
Autor tematu - Czytelnik forum poziom 1 (min. 10)
- Posty w temacie: 9
- Posty: 13
- Rejestracja: 31 paź 2011, 22:58
- Lokalizacja: Łódź







