")
Mój wybór padł na LinuxCNC, bo na tym się znam najlepiej. Zostało zmienione:
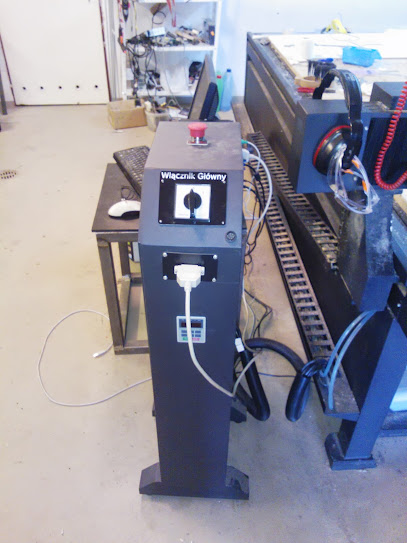
- Dodałem włącznik główny zasilania
- Podpiąłem E-Stop pod logikę LinuxCNC
- Dodałem pełną optoizolację portów
- Zmieniłem sterowanie wrzeciona z Modbus na DC sterowane z LinuxCNC
- i takie tam...
Modernizacja zajęła mi 3.5Dnia, gdyż koniecznie chciałem dodać ten włącznik główny i mieć sterowanie wrzeciona za pomocą 0-10V DC. Powalczyłem trochę z falownikiem(ach te CP010) i to by było na tyle:) Jeszcze planuję dodać płytkę z przekaźnikami do odkurzacza i pompy chłodziwa + 4oś w planach(a co!).

[youtube][/youtube]



")