Wiem wiem, dzięki. Mi poprostu nie jest potrzebny wypas, maszyna na miarę mozliwości i kosztów. Zawsze można później ulepszyć. Jak napędy okażą się za słabe to się zrobi przekładnie i też będzie dobrze. Jednak człowiek uczy się cały czas. Ta maszyna ewoluowała od stacjonarnej z nieruchomą bramą, poprzez konstrukcje skręcaną z pewnymi wadami aż do spawanej ramy. Generalnie 3 lata od koncepcji budowy do zakończenia. Wrażenia bezcenne za wszystko inne płacisz kartą mastercard

Ale co do budowy drugiej mam mieszane uczucia. Wolałbym robić plazmę na zębatkach niż ploterek frezujący

Teraz zajmę się detalami
A jak się może zwróci budowa to zainwestuję kaskę w drugą, a jak w międzyczasie trafi się gdzieś materiał poprodukcyjny to napewno zapasy zrobię
maciek
[ Dodano: 2011-06-09, 12:36 ]
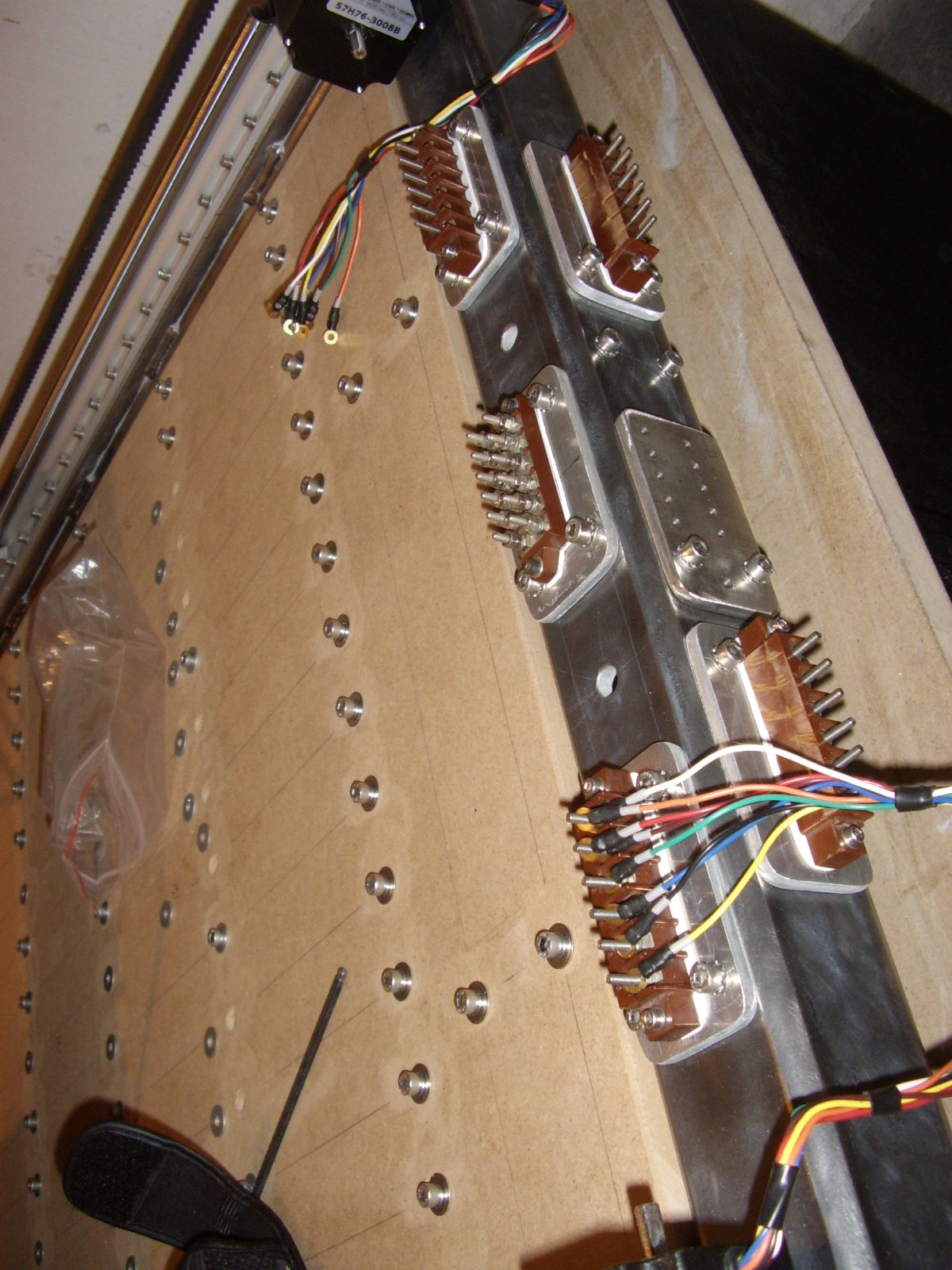
Elektryka prąd nie tyka.
Od góry: na zewnątrznych podłaczenie silników osi X, na środku podłaczenie z zbiorcze krańcówek, stopów.
Od tyłu: na zewnętrznych silniki osi Y i Z, po środku płytka mas - tzn ekranowania.
maciek
 [ Dodano: 2011-06-09, 14:58 ]
[ Dodano: 2011-06-09, 14:58 ]
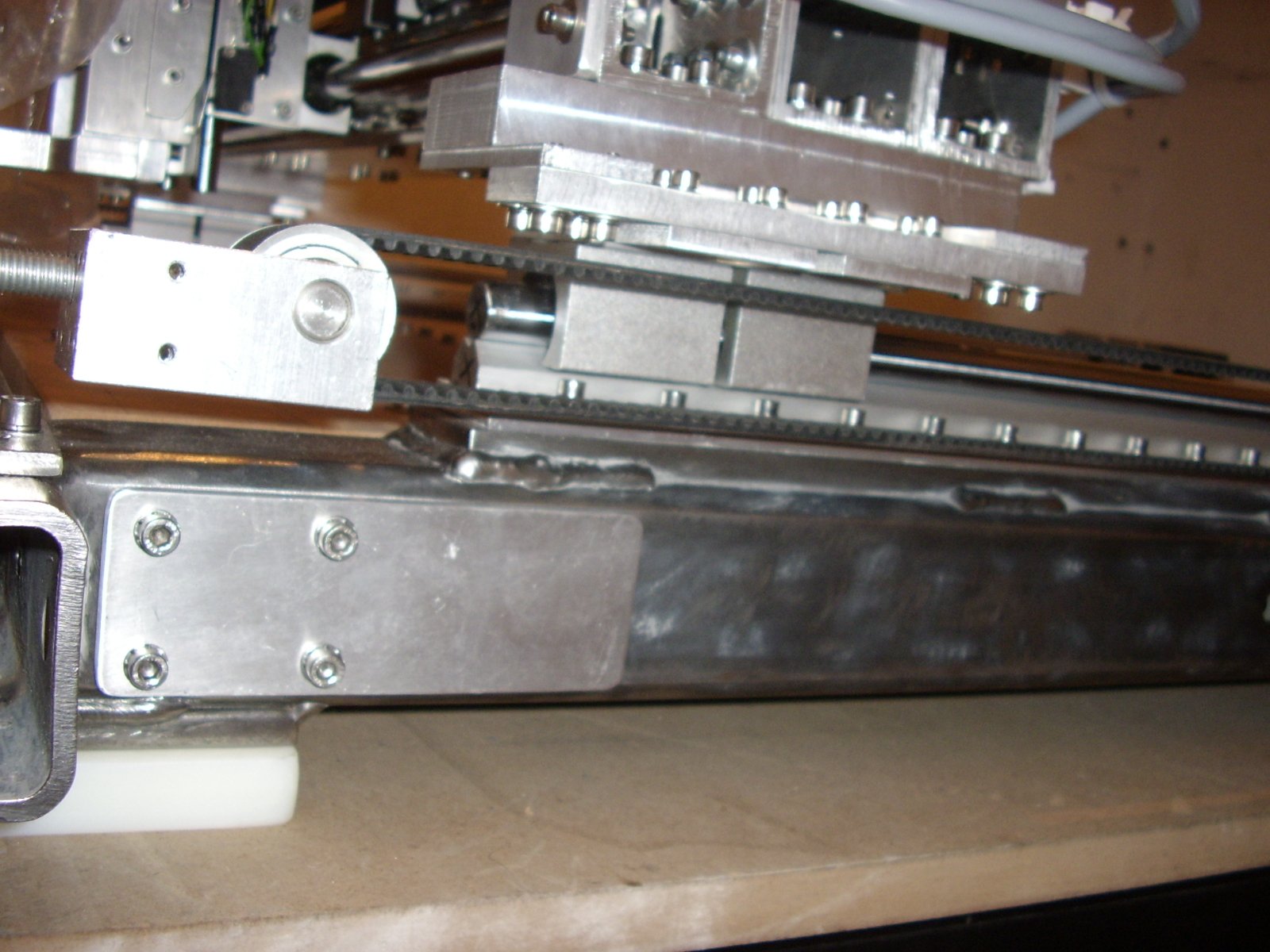
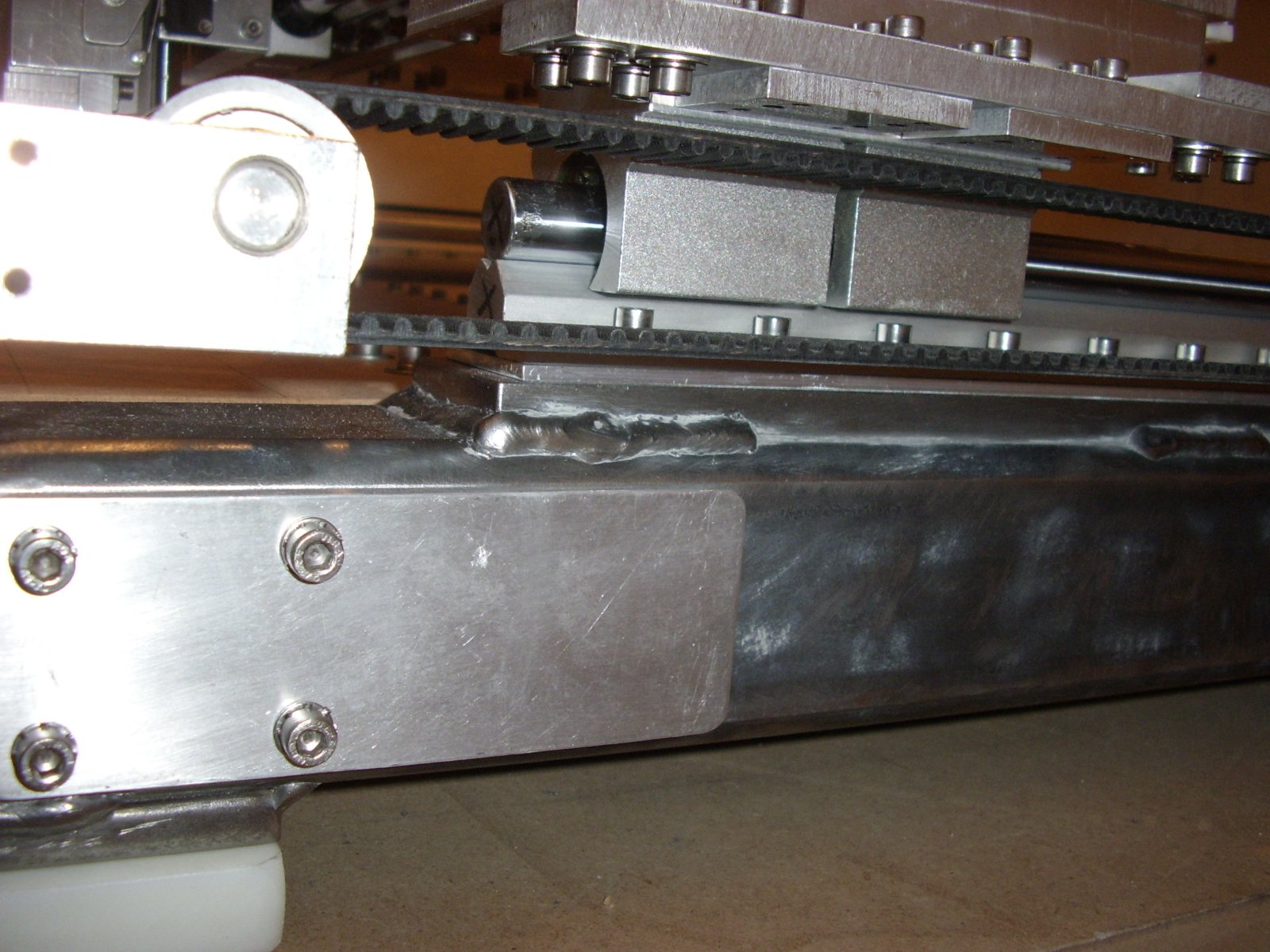
liczę na kreatywność kolegów. jak zamontować układ krańcówek w osi X.
Do tej blaszki aluminiowej przykręconej do ramy musi być jakiś ukłąd z krańcówką przykręcony który będzie zaskakiwał jak wózek podjedzie w to miejsce.
Ps. mocowanie pasa do belki jest zdjęte.
maciek





")


")
")







