



")
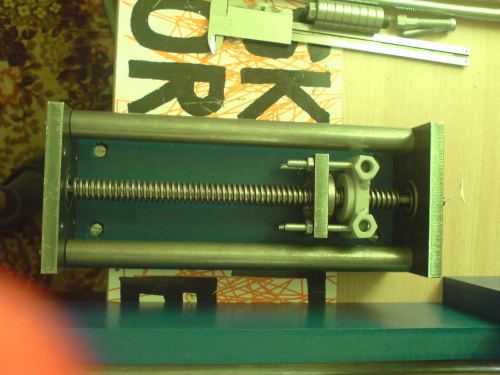
Pole robocze : 550x450x200
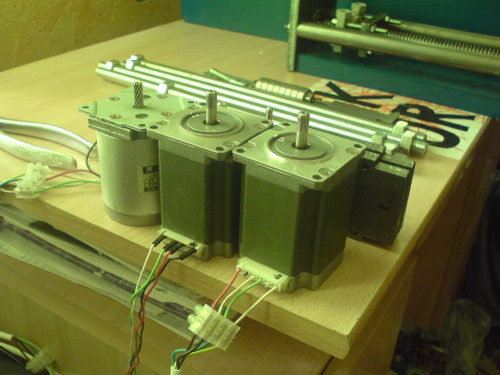
napęd 2x 1.4 Nm 1x 1.1 Nm
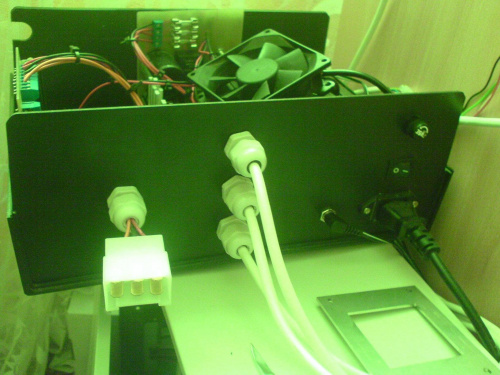
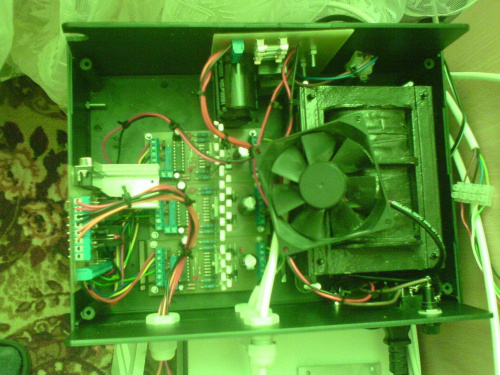
Sterowniki 3x SSKB01
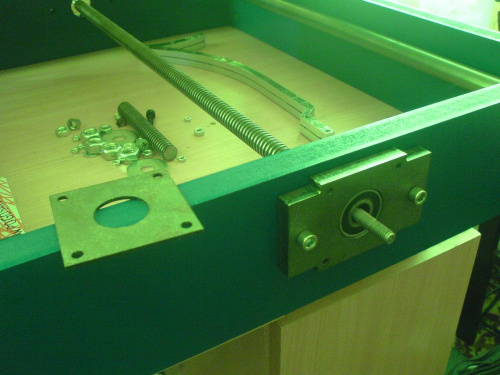
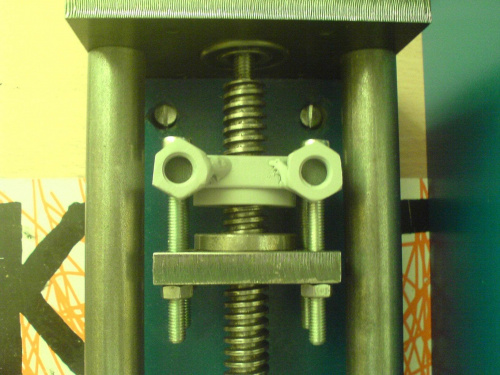
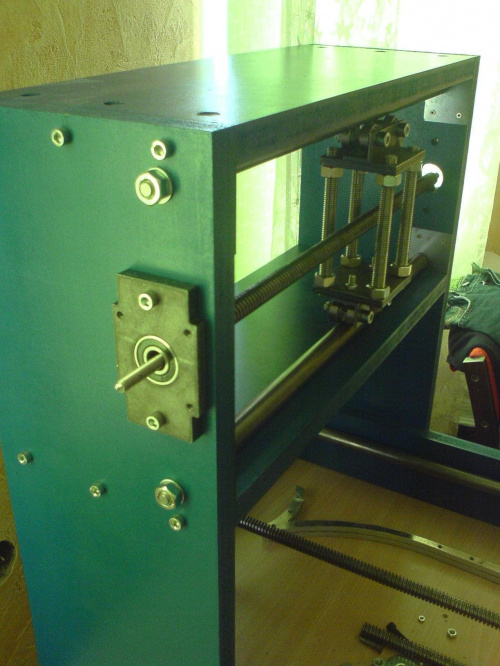
Śruba trapezowa TR16 + nakrętka z kasowaniem luzu poprzez sprężyny (jeszcze nie założone)
Śruba ułożyskowana jest na zwykłych łożyskach osadzonych w osadzeniach konstrukcji własnej wypalonych na laserku
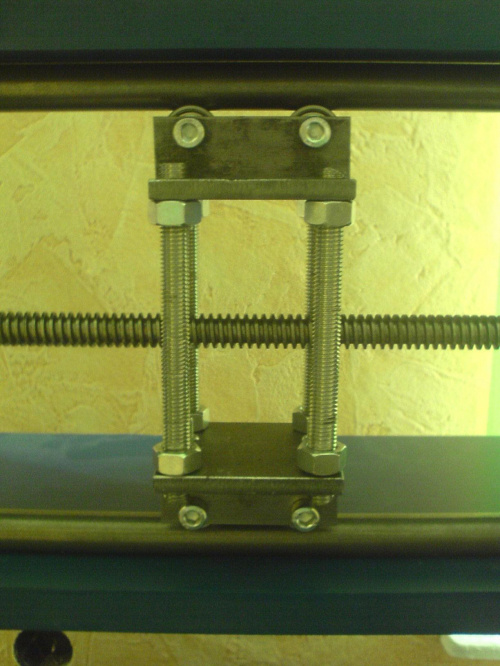
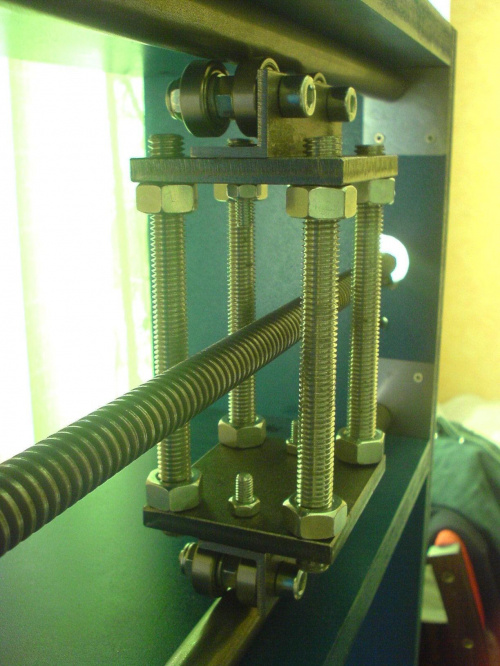
Prowadnice rolkowe z kasowaniem luzu poprzez szpile budowlane
po założeniu stołu i osi Z będą dodatkowo usztywnione (aby się nie rozjeżdżały ) Narazie chodzą wyśmienicie
Frezarkę wykonałem na "dywanie" w domu. Jedyną pomocniczą rzeczą była możliwość wypalenia niektórych małych elementów na laserku. Wałki niestety zwykłe ale planuje zakupić precyzyjne. Śruby Tr również zataczane u tokarza brakuje mi jeszcze tulejek (pod łozyska)które nakręcę na zatoczoną końcówkę śruby
Płyty mdf niestety wierciłem ręcznie ( nie miałem wiertarki stołowej ) Do tego debil w hurtowni wyciął mi je nierówno
Chyba jedyny problem to będzie dokładność. Ciągle wydaje mi sie ze wszystko jest nie równo W jaki sposób najlepiej ustawić równoległość itp czy da sie to zrobić dodatkowo programowo?
Pozdrawiam
...aj trochę chaotycznie ten opis wyszedł
Zdjęcia




")

")






