




")
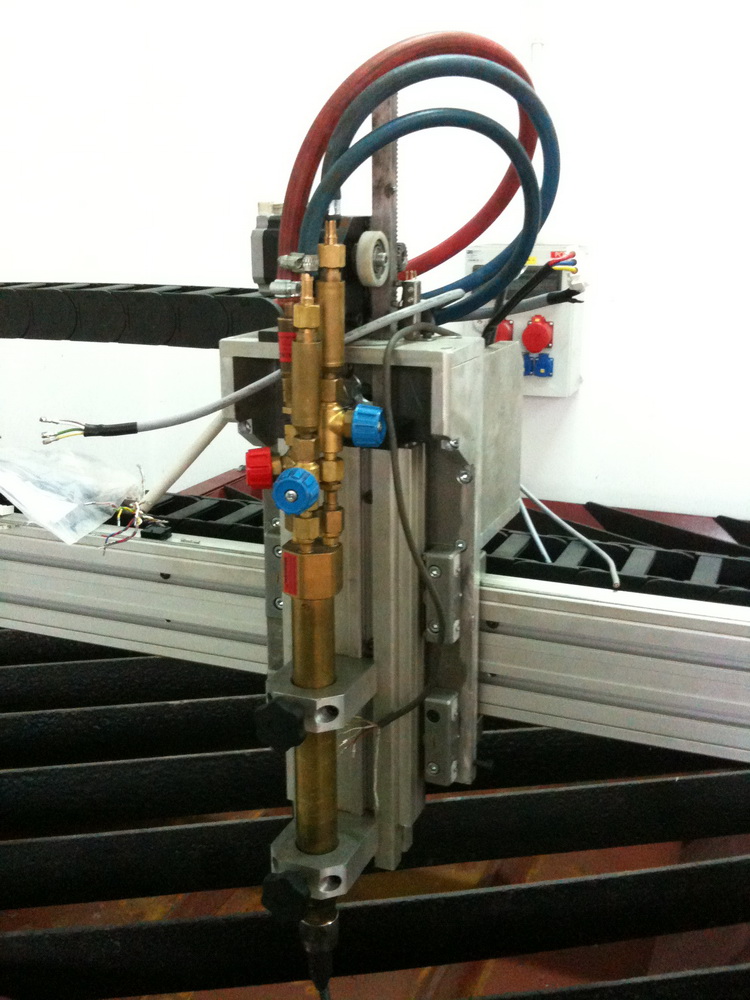
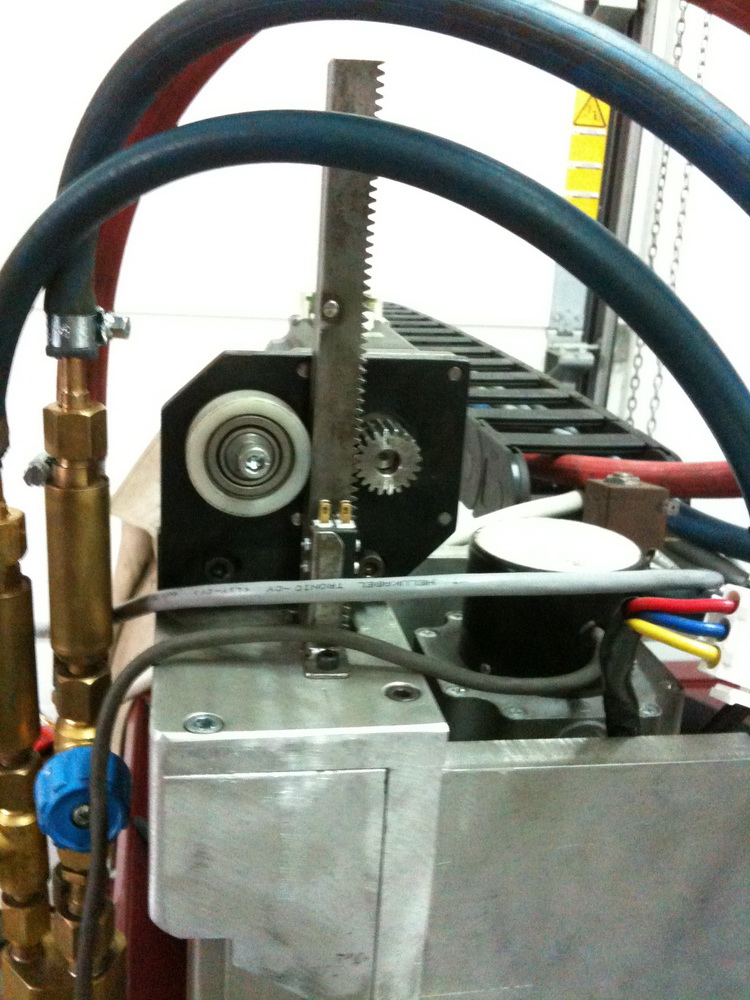
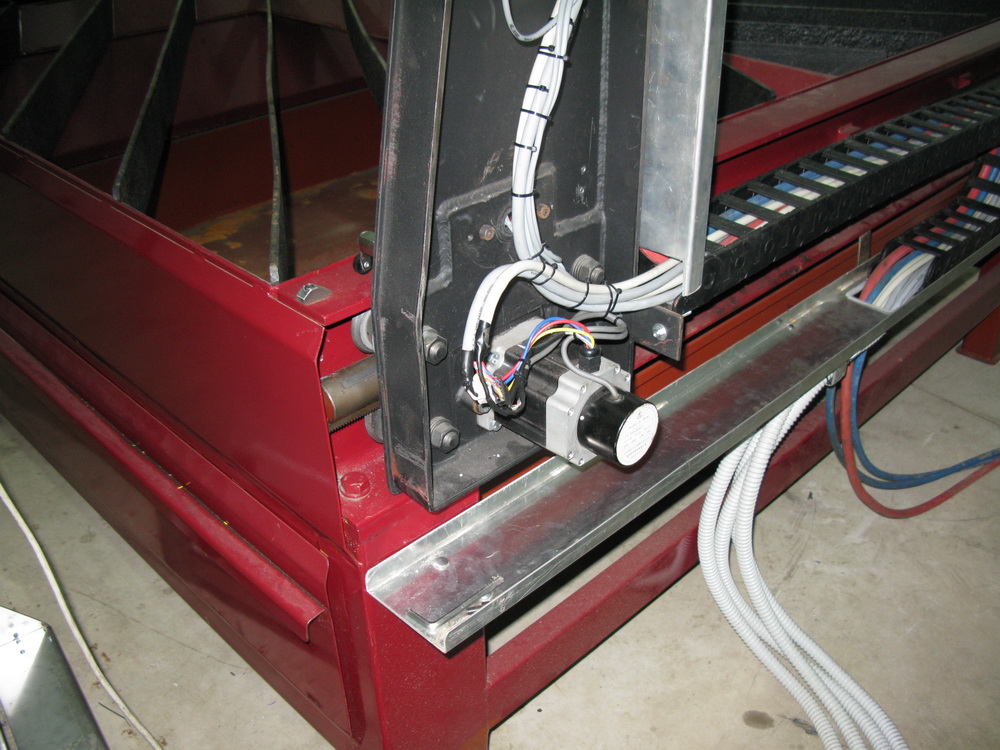
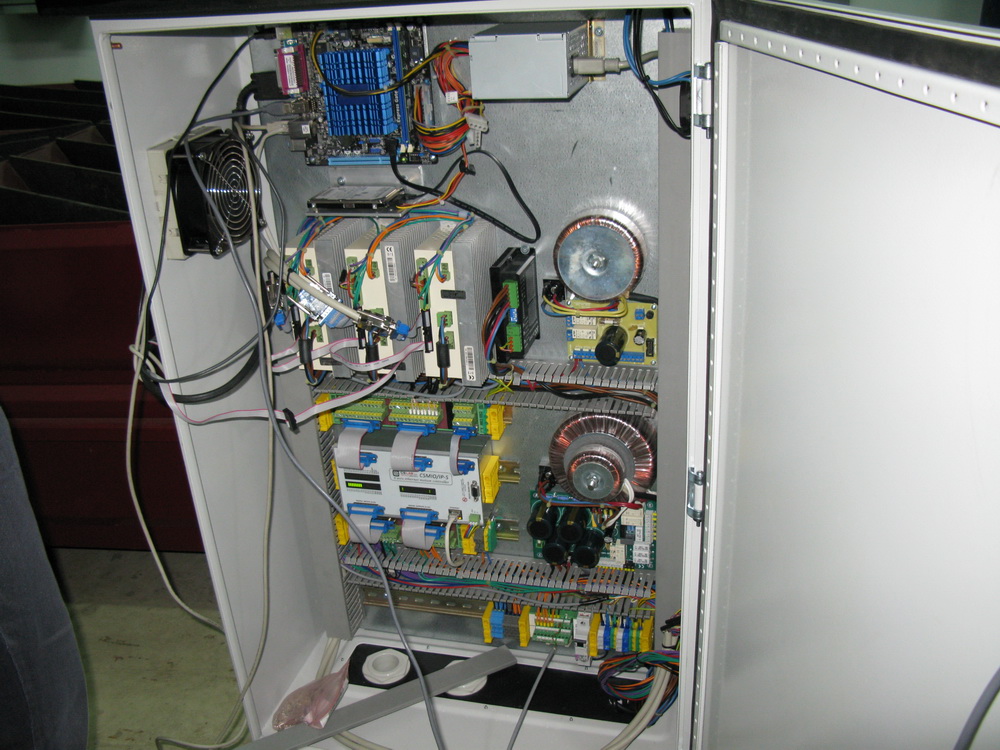
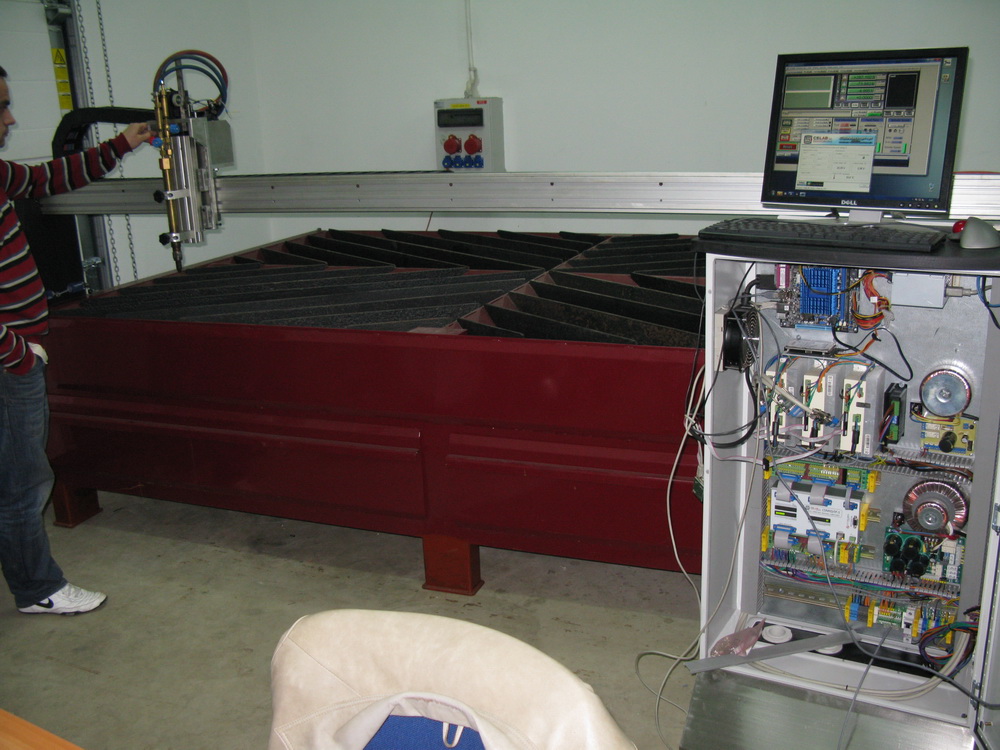
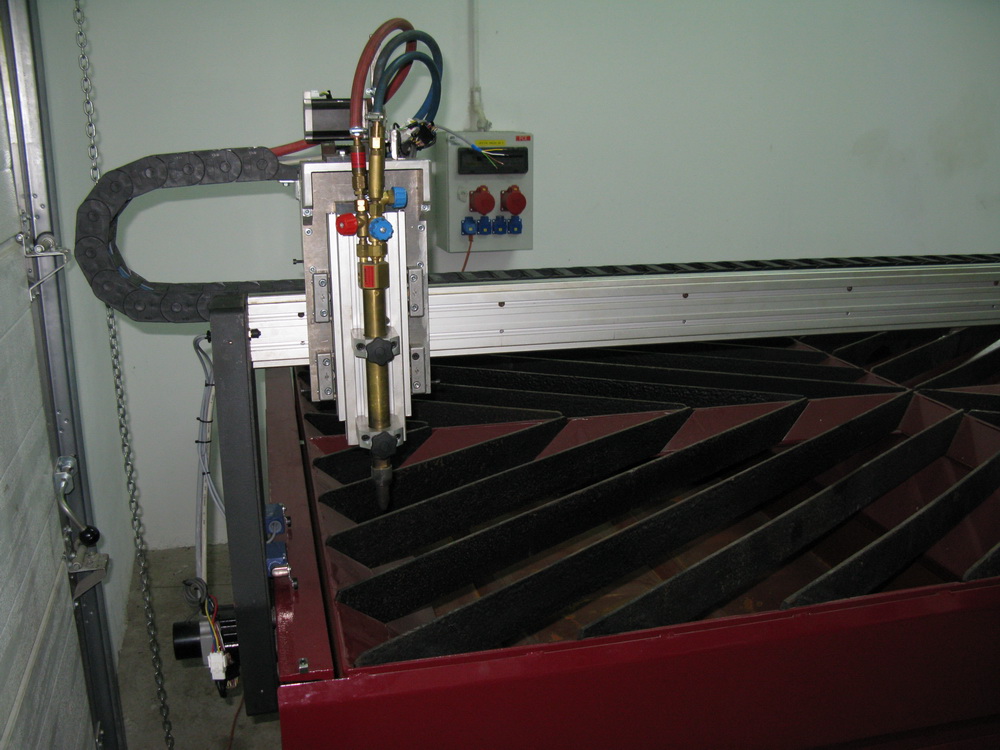
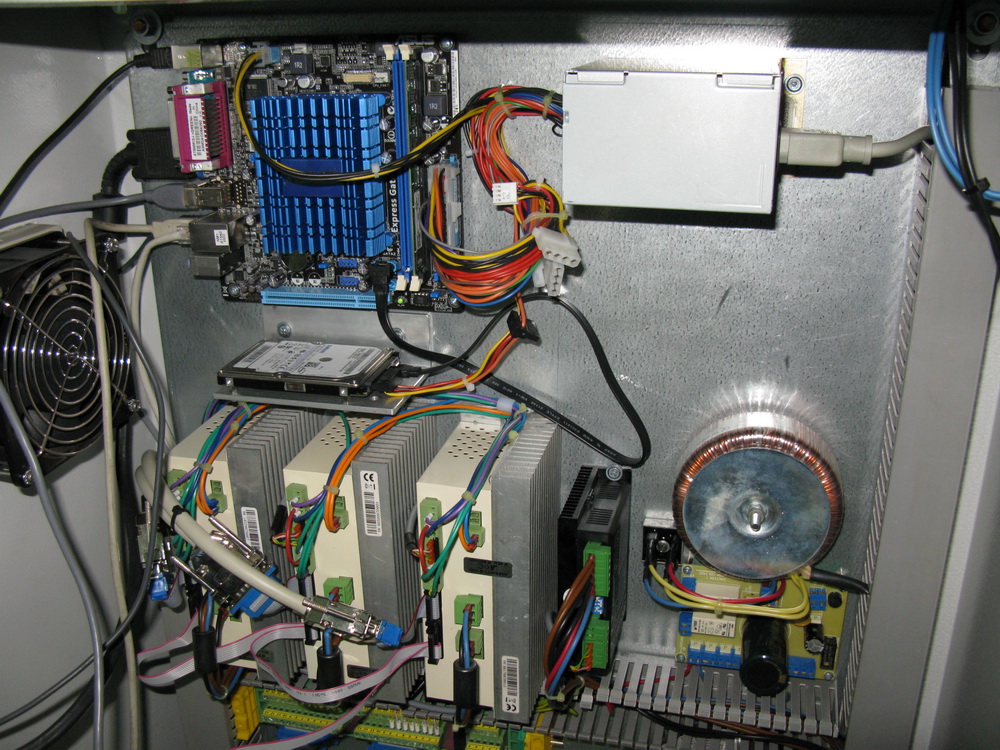
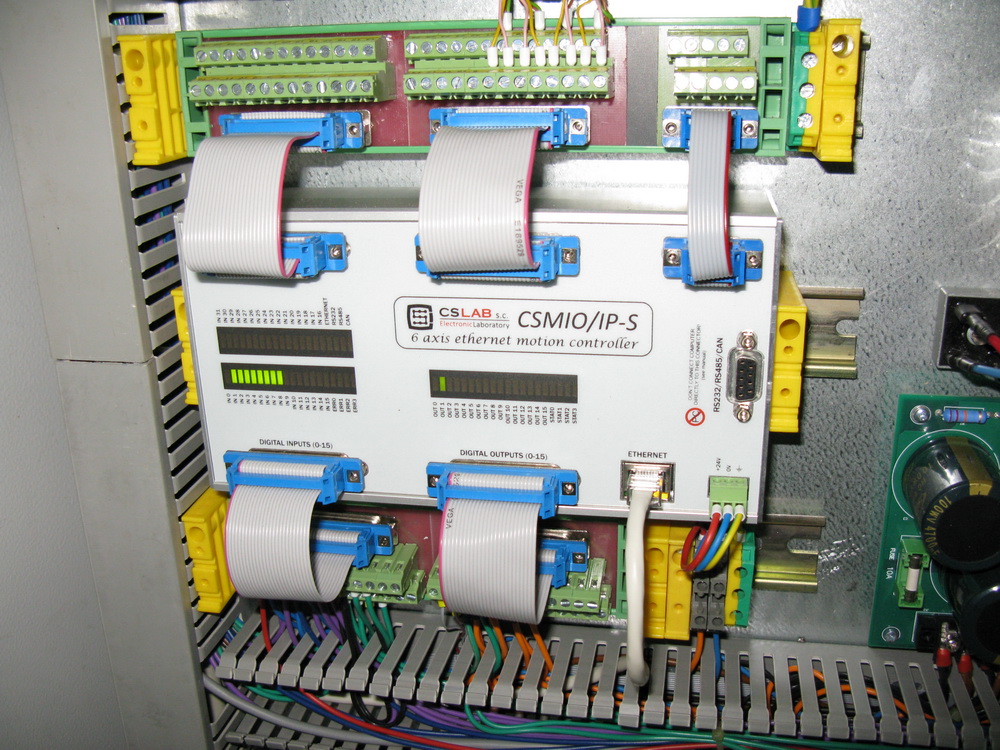
Maszyna pewnego pana z Bełchatowa nie znam jej parametrów (pozwolił na umieszczenie zdjęć). Z uwagi na zastosowanie dwóch serwo napędów w osi Y trzeba było dopisać obsługę osi zależnej w sterowaniu.
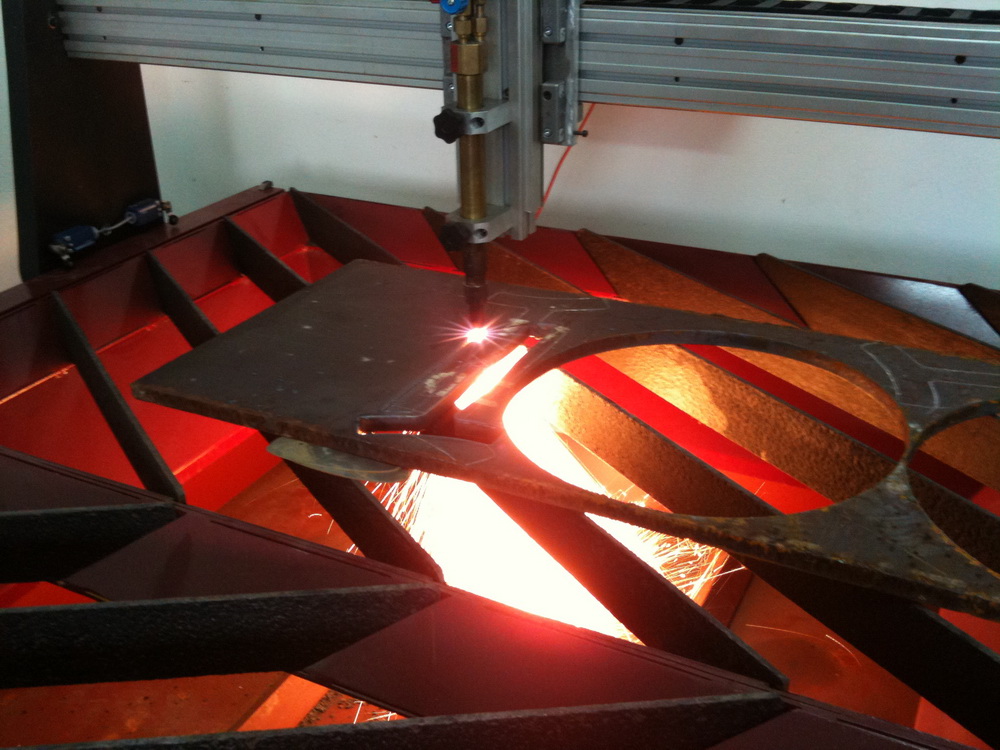
Była to pierwsza maszyna podłączana do cięcia gazem na takim sterowaniu i trzeba było uruchamiać specyficzne funkcję dla tego rodzaju maszyny. Z tej przyczyny chłopaki wybrali się osobiście aby pomóc w uruchomieniu całości.
Zaraz zamieszczę dodatkowo 3 filmy z pracy maszyny.



















")






