Postaw czujnik na łożu i przystaw go do imaka. Poszarp trochę imakiem (mocno) i zobacz czy nie ma luzu.
Po za tym trochę niskie obroty dałeś.
Wałek masz koło 30mm, więc daj mu obroty koło 1250rpm.
Jaki miałeś posuw? Ile skrawałeś na raz?
Ze zdjęcia to wygląda że nóż masz kolego za daleko zamocowany ( albo tak mi się zdaje ) . Inne przyczyny to : luz na wrzecionie , suporcie a nawet łożysko kła może materiał .
Przetocz na większych obrotach 900 / a także zwiększ promień noża .
Fakt, nie podałem istotnych informacji - sorrki. Materiał, to jakaś lepsza stal (nie taka zwyczajna, tylko trochę twardsza). Nóz jest wysunięty około 20mm z imaka. Posuw to teraz nie pamiętam (TUM 25B - B 1:4 chyba). Skrawałem około 1mm na koniec. Nie wiem, czy te moje pobieżne informacje coś Wam pomogą... Jutro sprawdzę luzy.
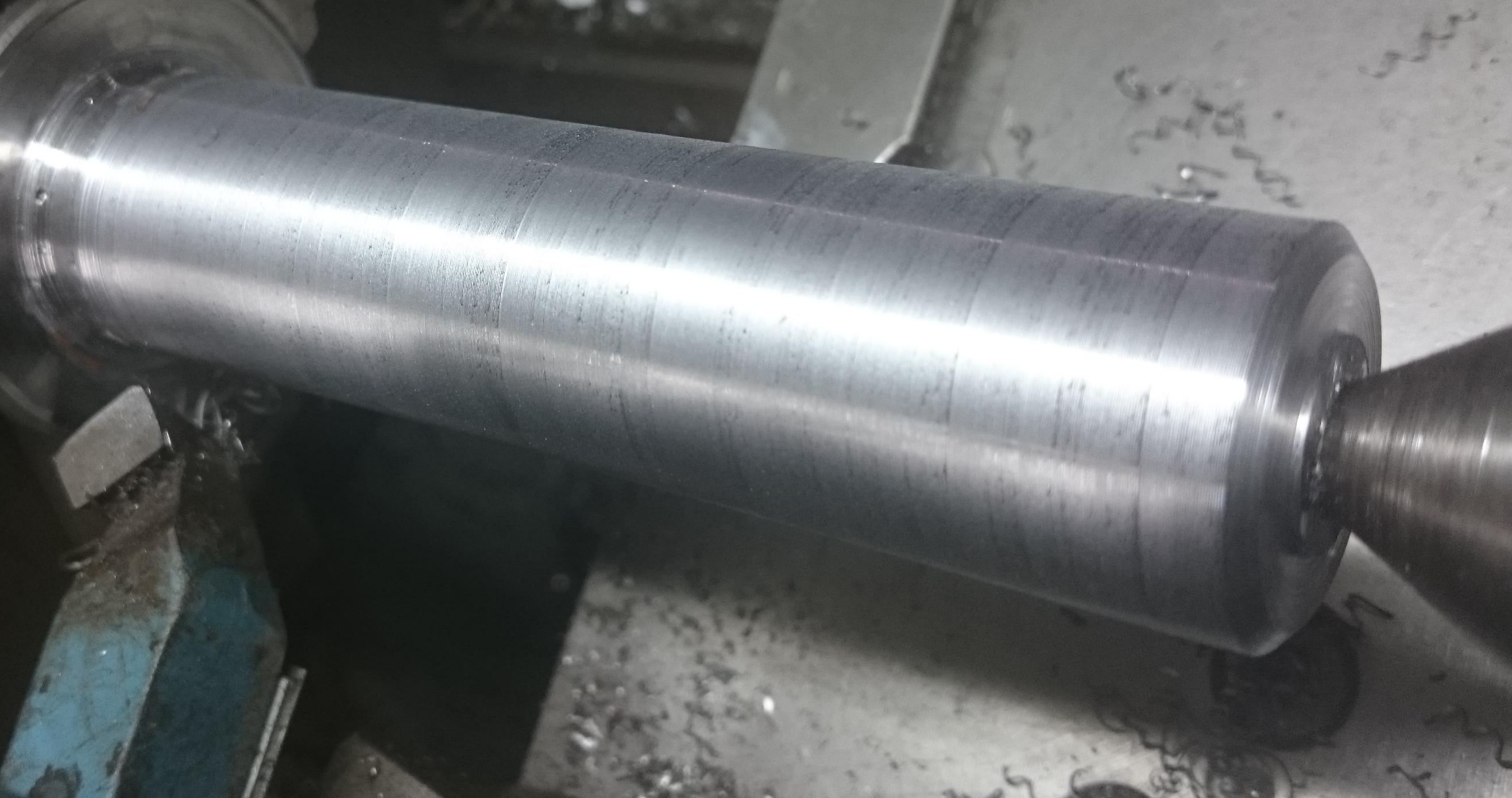
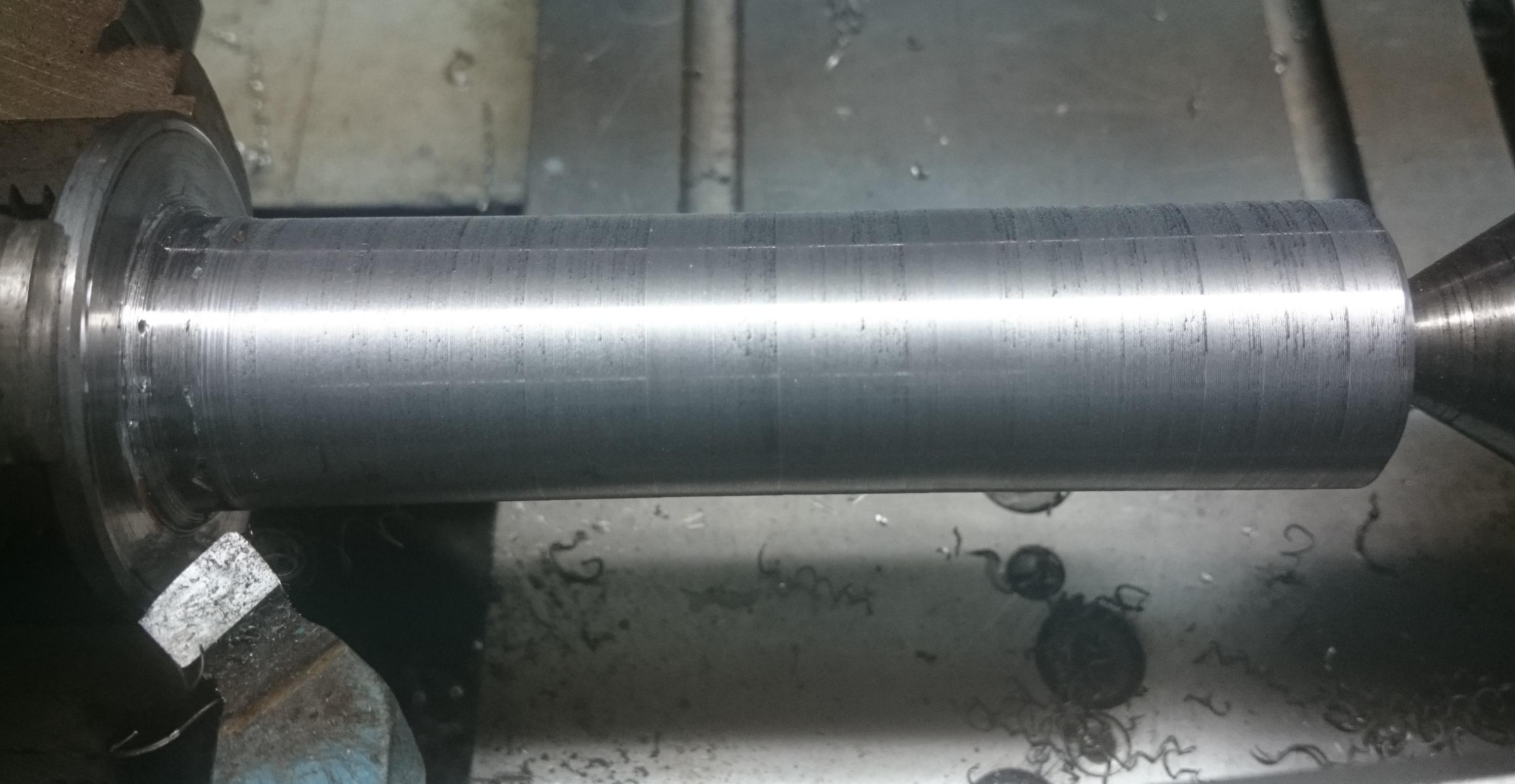
Kształt noża. Brak kanałka spływu wióra, dodatkowo z dużym promieniem, powoduje zaburzenie spływu wiórów i powstawanie narostu trącego o materiał, równocześnie tworzącego zastępczą pseudo krawędź skrawającą. Który urywa się co jakiś czas, stąd widoczne na przetoczonej części świecące zagniecenia po jego tarciu oraz dropy (zadziorki) kiedy to narost w czasie swego narastania odrywa się kawałkami. Kiedy wreszcie urywa się cały odkrywając krawędź skrawającą, widoczne to jest na powierzchni materiału jako nowy segment (z minimalnie większą średnicą), dopóki zjawisko z narastaniem się nie powtórzy,
[youtube][/youtube]
dlatego powierzchnia wygląda jakby składała się z nieregularnych pierścieni o niejednorodnych średnicach...
Oczywiście uwzględniając przyczyny omówione przez kolegów wcześniej..
Tak duży promień można zastosować do dogładzania przybierając tylko kilka dziesiątek, ale tez nie w każdym materiale..
Ostatnio zmieniony 21 paź 2015, 23:43 przez RomanJ4, łącznie zmieniany 2 razy.
Wałek nie był napawany - tylko jego końcówka (przyspawana podkładka). Sprawdziłem luzy - raczej mieszczą się w tolerancji DTRki.. Chyba to kwestia odpowiedniego naostrzenia noża. Spróbuję na wyższych obrotach i naostrzę nóż w/g siebie - bo tamten był fabryczny....
Przede wszystkim toczyć z chłodzeniem. Przyczyna jest narost jak już pisał Roman . Toczenie płytką z powłoka TiN zapobiega tworzeniu się narostu. Inne sposoby ,to zwiększenie prędkości skrawania powyżej 100m/min,lub zmniejszenie poniżej 5 m/min. Pomaga również zmiana geometrii noża ,lub zwiększenie przekroju warstwy skrawanej. Posów zwiększyłbym 2 krotnie do 1:2.




")



")





")
")


