



Witam,
dostałem zadanie żeby wykonać rysunek techniczny, na podstawie napisanego programu w G-kodzie. Niestety jestem jeszcze początkujący jeśli chodzi o programowanie i nie mogę tego samemu ugryźć.
Czy znalazłby się ktoś kto chociaż luźnym szkicem mógłby mi zaprezentować jak będzie wyglądał gotowy element?
Pozdrawiam
Program w G-code, jak będzie wyglądał element?
-
RobertS
Autor tematu - Nowy użytkownik, używaj wyszukiwarki

- Posty w temacie: 4
- Posty: 4
- Rejestracja: 10 mar 2014, 18:33
- Lokalizacja: Sulmierzyce
Program w G-code, jak będzie wyglądał element?
- Załączniki
-
- G-code.pdf
- (39.04 KiB) Pobrany 424 razy
Tagi:


-
RobertS
Autor tematu - Nowy użytkownik, używaj wyszukiwarki
- Posty w temacie: 4
- Posty: 4
- Rejestracja: 10 mar 2014, 18:33
- Lokalizacja: Sulmierzyce
Mam część kodu, bo przepisywałem do symulatora i mi wychodziły jakieś bzdury. Zmieniałem obroty P/L i promienie ale to nic nie dawało. Więc spróbowałem na papierze milimetrowym rozpisać współrzędne, ale wychodziło mi że narzędzie robi jakieś dziwne niepotrzebne ruchy..
Cały kod się składa z 5,5 strony A4, ja mam przepisane 2 strony.
Jeśli będzie potrzeba, to mogę przepisać wszystkie na wyraźną prośbę.
[/code]
Cały kod się składa z 5,5 strony A4, ja mam przepisane 2 strony.
Jeśli będzie potrzeba, to mogę przepisać wszystkie na wyraźną prośbę.
Kod: Zaznacz cały
G1901D402.E20.L331.K10
(DIVERSE)
M30
N01G00X600.Z300
M41T0100
G50S400
G96S200M03
M08
(CENTEREN)
G00X60.Z10.T0101
Z-24
X65.5
G01Z-25.F0.2
X72
G00X65.5
Z-22
G01X72.F0.2
G00X60
G00Z10
M09
G00X600.Z300.T0100M09
M01
N02G00X700.Z500
M30
M41
T0200
G97S300
(BOREN)
M03
M08
G00X0.Z20.T0202
Z5
G01Z-160.F0.08
G00Z20
X-10.5
Z5
G01Z-100.F0.1
X-8
G00Z5
X0
Z-95
G01Z-170.F0.08
G00Z12
M09
G00X700.Z500.T0200M09
M01
M30
N03G00X700.Z500
M30
T0500
M42
M03
G50S400
G96S250
M08
G00G40X403.Z15.T0505
X400
G01Z8.F0.3
X45
G00Z10
X400
G01Z6.F0.3
X45
G00Z8
X400
G01Z4.F0.3
X45
G00Z6
X400
G01Z2.F0.3
X45
G00Z4
X400
G01Z0.2F0.3
X45
G00Z1
X403
G50S600
G96S250
G71U4.5R1
G71P100Q200U0.5W0.1F0.35
N100G00G42X267
G01Z0.F0.2
X275.Z-4
G01Z-95
G01Z-240.F5
G01X387.F0.2
X395.Z-244
G01X405
N200X405
G00G40Z3
M09
G00X250.Z3
G00X700.Z500.T0500
M01
N07G00X600.Z500
M30
T0800
M42
(ASGAT-VOORDRAAIEN)
M03
G50S400
96S250M03
M08
G00G40X50.Z3.T0808
X50
G71U3.6R0.5
G71P300Q400U-0.5W0.05F0.35
N300G00G41X185.707
G01Z0.F0.2
G02X179.715Z-2.85K-3.I0
G01X154.5Z-255
G01Z-257
G01X150-
RobertS
Autor tematu - Nowy użytkownik, używaj wyszukiwarki
- Posty w temacie: 4
- Posty: 4
- Rejestracja: 10 mar 2014, 18:33
- Lokalizacja: Sulmierzyce
No ja wszystkie książki przekopałem szukając tego co znaczy M41. O ile wiadomo to funkcje maszynowe kończą się na M30.
Kto mnie wkręcił? To jest test do pracy. Podobno było więcej chętnych, więc na początku próbowałem sam to rozwiązać. Ale jak było więcej chętnych, to myślałem że już ktoś to zrobił i postanowiłem napisać na forum, żeby zaspokoić swoją ciekawość.
Kto mnie wkręcił? To jest test do pracy. Podobno było więcej chętnych, więc na początku próbowałem sam to rozwiązać. Ale jak było więcej chętnych, to myślałem że już ktoś to zrobił i postanowiłem napisać na forum, żeby zaspokoić swoją ciekawość.
-
jasiu...
- Lider FORUM (min. 2000)
")
- Posty w temacie: 5
- Posty: 6112
- Rejestracja: 14 lip 2007, 19:02
- Lokalizacja: Westfalia
Oj dobrze! Niby do M30, a M41 jest. I właśnie o to chodziło. Prawdopodobnie oznacza to, że w szkrzynce przekładniowej trzeba wybrać pierwsze przełożenie (u mnie tak mam). Z tego właśnie wynika, że jest to surowy program z jakiejś konkretnej maszyny, którego nie idzie rozwiązać bez znajomości współrzędnych narzędzi, tym bardziej, że jak się przyjrzysz, to zauważysz jeszcze, że w programie masz jeszcze G41 i G42 a więc wchodzisz na ścieżkę kompensowaną. Bez dokładnych parametrów narzędzia nie masz żadnych szans na określenie, co maszyna robi - i chyba tak trzeba było odpowiedzieć w tym teście. Świńsko podchwytliwe pytanie, ale ktoś, kto ma odrobinę praktyki wyłapie nonsens zadania.

-
postek
- Czytelnik forum poziom 3 (min. 30)
")
- Posty w temacie: 4
- Posty: 38
- Rejestracja: 25 kwie 2011, 09:28
- Lokalizacja: Warszawa
Zgadzam się, że dokładnego rysunku nie da się wykonać przede wszystkim dlatego że nie wiesz nic o narzędziach. Ale jeżeli twoim zadaniem jest wykonanie szkicu i tego od ciebie oczekują to się nie poddawaj tak łatwo.
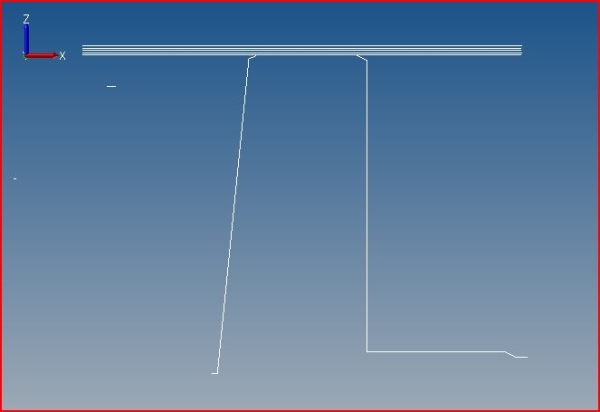
W moim programie jest funkcja wczytania kodu NC i narysowania ścieżek. Jak napiszesz cały kod to mogę go wczytać i zobaczymy co wyjdzie. Na zachętę podaję efekt, który powstał po wczytaniu tego fragmentu kodu, który przepisałeś:
PS
Uprzedzam że to jest tylko głupia funkcja czytania podstawowych poleceń takich jak G1 G2 G3, chyba jeszcze poprawnie interpretuje typowe kody ISO cykli wiercenia np G81. W twoim programie są cykle tokarskie G71 i w tym przypadku zamiast kompletnej obróbki będzie tylko kontur końcowy.
Ale będziesz miał jakąś podpowiedź i napewno będzie to szybsze niż rysowanie na papierze milimetrowym.
W moim programie jest funkcja wczytania kodu NC i narysowania ścieżek. Jak napiszesz cały kod to mogę go wczytać i zobaczymy co wyjdzie. Na zachętę podaję efekt, który powstał po wczytaniu tego fragmentu kodu, który przepisałeś:
PS
Uprzedzam że to jest tylko głupia funkcja czytania podstawowych poleceń takich jak G1 G2 G3, chyba jeszcze poprawnie interpretuje typowe kody ISO cykli wiercenia np G81. W twoim programie są cykle tokarskie G71 i w tym przypadku zamiast kompletnej obróbki będzie tylko kontur końcowy.
Ale będziesz miał jakąś podpowiedź i napewno będzie to szybsze niż rysowanie na papierze milimetrowym.
-
RobertS
Autor tematu - Nowy użytkownik, używaj wyszukiwarki
- Posty w temacie: 4
- Posty: 4
- Rejestracja: 10 mar 2014, 18:33
- Lokalizacja: Sulmierzyce
Jutro przepiszę resztę kodu, jak wrzucę na forum to powiadomię Cię na PW.
Ja też wpisywałem program do darmowego symulatora i wyszło mi to co w załączniku.
Niestety dopiero zacząłem swoją przygodę z CNC i nie zdecydowałem się jeszcze na zakup SSCNC. Ale jeśli znajdę pracę w tym zawodzie, to na pewno się zdecyduje na zakup i zwiększenie "umiejętności".
PS: Jakby ktoś chciał, to niech wrzuci jakiś rysunek (swój/czyjś - byle nie za trudny) a ja w ramach samo-dokształcania postaram się napisać program. Mankament że tylko w G-code:razz: Może być tokarka bądź frezarka
[ Dodano: 2014-03-11, 09:53 ]
Ja też wpisywałem program do darmowego symulatora i wyszło mi to co w załączniku.
Niestety dopiero zacząłem swoją przygodę z CNC i nie zdecydowałem się jeszcze na zakup SSCNC. Ale jeśli znajdę pracę w tym zawodzie, to na pewno się zdecyduje na zakup i zwiększenie "umiejętności".
PS: Jakby ktoś chciał, to niech wrzuci jakiś rysunek (swój/czyjś - byle nie za trudny) a ja w ramach samo-dokształcania postaram się napisać program. Mankament że tylko w G-code:razz: Może być tokarka bądź frezarka
[ Dodano: 2014-03-11, 09:53 ]
Wrzucam cały kod programupostek pisze:Jak napiszesz cały kod to mogę go wczytać i zobaczymy co wyjdzie.
Kod: Zaznacz cały
G1901D402.E20.L331.K10
(DIVERSE)
M30
N01G00X600.Z300
M41T0100
G50S400
G96S200M03
M08
(CENTEREN)
G00X60.Z10.T0101
Z-24
X65.5
G01Z-25.F0.2
X72
G00X65.5
Z-22
G01X72.F0.2
G00X60
G00Z10
M09
G00X600.Z300.T0100M09
M01
N02G00X700.Z500
M30
M41
T0200
G97S300
(BOREN)
M03
M08
G00X0.Z20.T0202
Z5
G01Z-160.F0.08
G00Z20
X-10.5
Z5
G01Z-100.F0.1
X-8
G00Z5
X0
Z-95
G01Z-170.F0.08
G00Z12
M09
G00X700.Z500.T0200M09
M01
M30
N03G00X700.Z500
M30
T0500
M42
M03
G50S400
G96S250
M08
G00G40X403.Z15.T0505
X400
G01Z8.F0.3
X45
G00Z10
X400
G01Z6.F0.3
X45
G00Z8
X400
G01Z4.F0.3
X45
G00Z6
X400
G01Z2.F0.3
X45
G00Z4
X400
G01Z0.2F0.3
X45
G00Z1
X403
G50S600
G96S250
G71U4.5R1
G71P100Q200U0.5W0.1F0.35
N100G00G42X267
G01Z0.F0.2
X275.Z-4
G01Z-95
G01Z-240.F5
G01X387.F0.2
X395.Z-244
G01X405
N200X405
G00G40Z3
M09
G00X250.Z3
G00X700.Z500.T0500
M01
N07G00X600.Z500
M30
T0800
M42
(ASGAT-VOORDRAAIEN)
M03
G50S400
96S250M03
M08
G00G40X50.Z3.T0808
X50
G71U3.6R0.5
G71P300Q400U-0.5W0.05F0.35
N300G00G41X185.707
G01Z0.F0.2
G02X179.715Z-2.85K-3.I0
G01X154.5Z-255
G01Z-257
G01X150
N400X150
G00G40Z3
M09
G00X700.Z500.T0800
M01
N09G0X700.Z500.(WISSEL-POSITIE)
(VOORDR PROFIEL)
M42
T1100
M03
G50S500
G96S250
M08
(GER= NR=0.4)
G00G40X290.Z5.T1111
G0G96X290.Z5.S250F.3M3
G0Z-90.465X289.834
(VOORDR)
Z-85.8X275.
X275.5
Z-88.039X277.281
G1Z-87.679X275.416
Z-89.679X273.416F.18
Z-92.079F.3
G0Z-91.079X275.416
Z-88.827
X274.462
G1Z-89.679X273.416
Z-91.679X271.416F.18
Z-239.844F.3
G2Z-239.9X273.7K11.544I1.142
G1X275.416
G0Z-238.9X277.416
Z-90.827
X272.462
G1Z-91.679X271.416
Z-93.679X269.416F.18
Z-96.079F.3
G0Z-95.079X271.416
Z-92.827
X270.462
G1Z-93.679X269.416
Z-95.679X267.416F.18
Z-239.466F.3
G2Z-239.844X271.416K11.166I3.142
G0Z-238.844X273.416
Z-94.827
X268.462
G1Z-95.679X267.416
Z-97.679X265.416F.18
Z-100.079F.3
G0Z-99.079X267.416
Z-96.827
X266.462
G1Z-97.679X265.416
Z-99.679X263.416F.18
Z-238.698F.3
G2Z-239.466X267.416K10.398I5.142
G0Z-238.466X269.416
Z-98.827
X264.462
G1Z-99.679X263.416
Z-101.679X261.416F.18
Z-104.079F.3
G0Z-103.079X263.416
Z-100.827
X262.462
G1Z-101.679X259.416F.18
Z-237.44F.3
G2Z-238.698X263.416K9.14I7.142
G0Z-237.698X265.416
Z-102.827
X260.462
G1Z-103.679X259.416
Z-105.679X257.416F.18
Z-108.079F.3
G0Z-107.079X259.416
Z-104.827
X258.462
G1Z-105.679X257.416
Z-107.679X255.416F.18
Z-235.44F.3
G2Z-237.44X259.416K7.14I9.142
G0Z-236.44X261.416
Z-106.827
X256.462
G1Z-107.679X255.416
Z-109.679X253.416F.18
Z-112.079F.3
G0Z-111.079X255.416
Z-108.827
X254.462
G1Z-109.679X253.416
Z-111.679X251.416F.18
Z-231.527F.3
G2Z-235.44X255.416K3.227I11.142
G0Z-234.44X257.416
Z-110.827
X252.462
G1Z-111.679X251.416
Z-112.594X250.5F.18
Z-228.3F.3
G2Z-231.527X251.416K0.I11.6
Z-222.888X288.962
Z5
M09
G0X700.Z500.T1100
M01
M30
N010G0X700.Z500. (WISSEL-POSITIE)
M41
T1100
M03
G50S500
G96S250
M08
G00G40X285.Z5.T1111
(GER= NR=0.4)
G0G96X285.Z5.S250F.25M3
G0Z-91.772X285.
(NADR)
Z-87.X275.
G1Z-87.579X275.
Z-112.494X250
Z-228.4
G2Z-240.X273.2K0.I11.6
G1X280.
G0Z-230.
Z-231.6X289.834
Z5.X290
M09
G0X700.Z500.T1100
M05
M01
N06G00X700.Z500
M30
M42
T1100
M03
G50S500
G96S400
M08
G00G40X405.Z3.T1111
X280.
G01Z0.F0.25
X175
G00Z1
X405
G70P100Q200
G00G40Z3
M09
G00X250.Z3.
G00X700.Z500.T1100
M09
M05
M01
N08G00X700.Z500
M42
T0800
G50S500
G96S250
M03
M08
G00G40X150.Z3.T0808
G00X150
G70P300Q400
G00G40Z3
M09
G00X700.Z500.T0800
M05
M01
N011G00X700.Z500
M41
T0200
G50S100
G96S150M03
M08
G00G40X150.Z5.T0202
G00Z-90
X168.
G01X173.F0.1
G01X165.5Z-165.F0.2
G01X162.Z-166.
G00X140
G00Z3
M09
G00X700.Z500.T0200
M05
M01
M30- Załączniki
-
- rysunek.png (4.58 KiB) Przejrzano 1596 razy






