



")
Założenia konstrukcji były następujące:
1). mały koszt
2). dostępność materiału
3). minimalizacja konicznej obróbki na innych maszynach (za wyjąkiem wiercenia, cięcia, spawania i szlifowania)
4). nie konieczna dokładność (w rozsądnych granicach)
5). toczenie stali
6). nie musi gwintować (od tego mam narzynki).
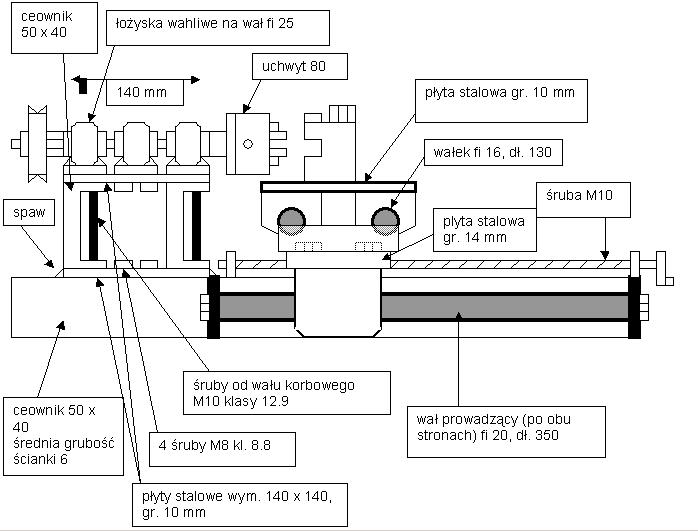
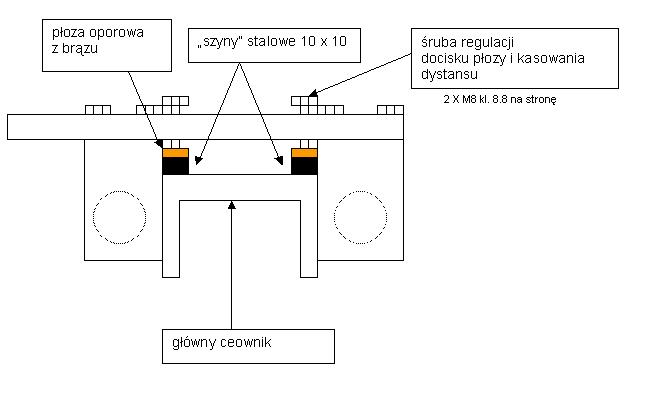
Na tym etapie przedstawiam poglądowy schemat budowy (nie mam możliwości wykonania teraz zdjęć).
Pierwsze testy wypały dość dobrze, wytoczyłem czop wału do szlifierki (z wałka fi 38 na fi 20 pod ściernicę i końcówka fi 18 pod gwint M18 x 1,5).
Zdarzają się drgania, ale nie ciągle, były chwile, że bez problemu "zebrałem" 1mm na 1 "przejazd". Bicie na przedmiocie zamocowanym w odl. 50 mm od uchwytu nie przekracza 0,02. Oczywiście podczas obróbki sprawdzam wymiar suwmiarką
Koncepcja rozwojowa (do ewentualnej realizacji) to: konik, wał prowadzący podparty (po stronie operatora), posów poprzeczny na innego rodzaju prowadnicach (nie wałki), grubsza płyta stalowa pod imakiem (min. 20 mm), wspawane płaskowniki pomiędzy ceowniki wrzeciennika (usztywnienie), ewentualnie śruby do posuwów trapezowe, płyta stalowa pod ceownikiem głównym (sztywność i ciężar).
Chętnie zastosowałbym oryginalny niewielki suport, ale go nie mam
Wystarczy mi toczyć niewielkie wałki, tulejki, kółka do śr. ok. 80 ... 100 i dł. najczęściej nie przekraczającej 100, ale w stali.
Ogólnie mówiąc toczy lepiej niż zużyta TSB 16 (nie moja), na której też wykonałem kilka detali i pracują.
Przelot wrzeciona wynosi 18 mm, a uchtywu 16. Stosuję silnik indukcyjny jednofazowy 0,6 kW.
Proszę o opinie i sugestie w dalszych etapach prac
Zapomniałem dopisać, że na wałkach prowadzących poruszają się łożyska liniowe toczne (jest możliwość kasowania luzu), tarcza zabierakowa jest dospawana do czopa wrzeciona i wytoczona tak, że uchwyt nachodzi na zamek z lekkim oporem. Na razie stosuję noże HSS.



")
")
")
")






