



Witam, mam problem odnosnie bicia uchwytu w tokarce tud 40, zakupiłem wałeczek pomiarowy o tolerancji okrągłości: 0,3 μm, po wkręceniu w uchwyt wychodziło bicie około 0,10 gdy odkrecilem uchwyt obróciłem wałeczek wychodziło 0,05 w zaleznosci od pozycji wałeczka, postanowiłem przetoczyć więc tarcze zabierakową uchwytu, po przetoczeniu, na tarczy zabierakowej oraz na wrzecionie bicie było zerowe, lecz na wałeczku jak i wizualnie patrząc z boku dalej bylo to samo, więc wydaje mi się, że bicie jest góra dół, na stożku wrzeciona bicie góra dól wynosi 0,02 ma ktoś pomysł jak to zminimalizować? Z góry dziękuję za pomoc.
Ps. Uchwyt jest całkowicie nowy
Bicie uchwytu tokarskiego
-
 PatrykPołożyński
PatrykPołożyński
Autor tematu - Czytelnik forum poziom 2 (min. 20)
")
- Posty w temacie: 2
- Posty: 23
- Rejestracja: 18 gru 2025, 20:36


-
 RomanJ4
RomanJ4
- Lider FORUM (min. 2000)
")
- Posty w temacie: 4
- Posty: 12344
- Rejestracja: 17 mar 2009, 08:55
- Lokalizacja: Skępe
Re: Bicie uchwytu tokarskiego
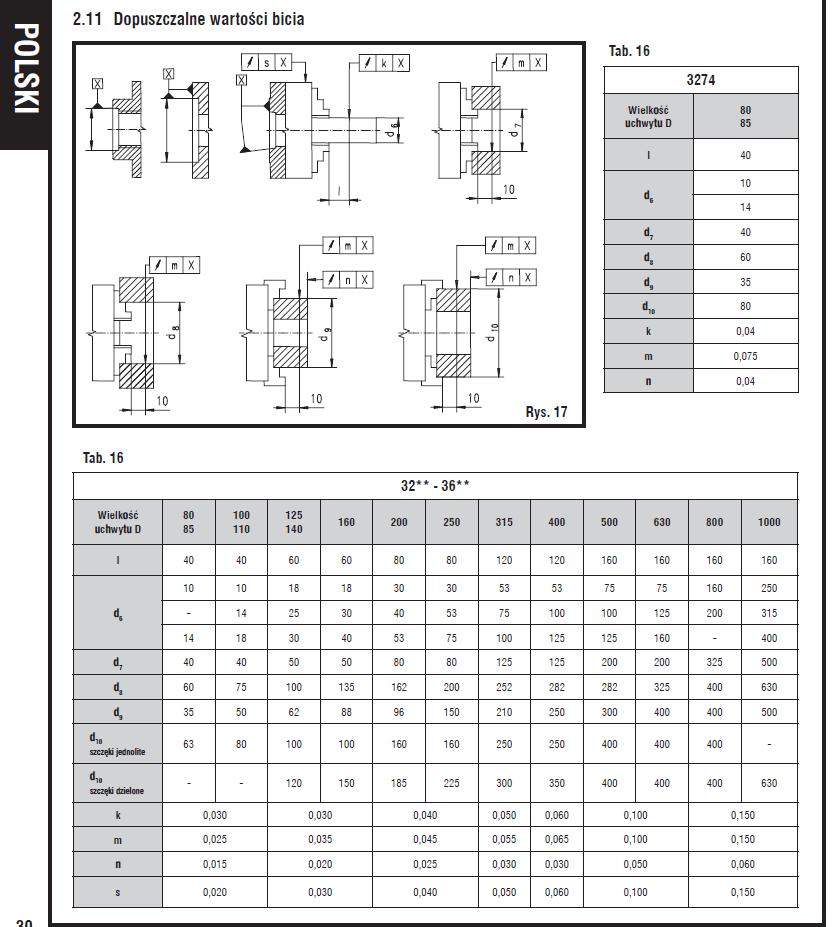
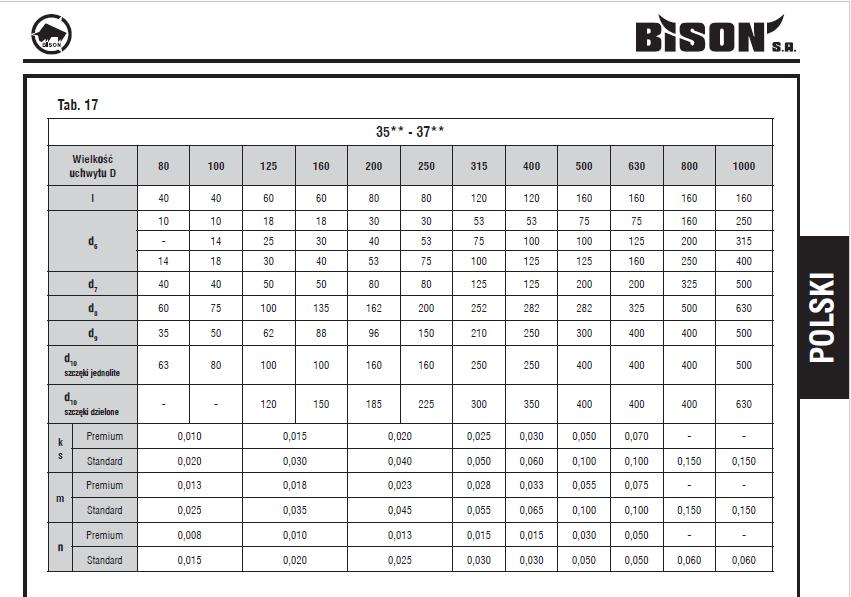
Uchwyty które mają bardzo małe (powtarzalne) bicie (k) wielkości 0,04-0,055mm (dla uchw. ⌀200÷315)* przedmiotu mocowanego w szczękach(zaznaczam: w szczękach!) kosztują kilka/naście tysięcy.
https://www.e-darmet.pl/uchwyt-tokarski ... wy-zeliwny
Popularne importowane uchwyty(SANOU, FUERDA, itp) zazwyczaj będą mieć nieco większe bicie,
https://dometalu.pl/uchwyt-tokarski-3-s ... n6350.html
https://alle gro.pl/produkt/uchwyt-tokarski-3-szczekowy-315-mm-din6350-fuerda-e78334c8-a66b-4052-b32d-010c7e534249

bo to zależy od jakości wykonania, pasowania części, w stosunku do ceny.
Nie na darmo stara tokarska maksyma mówi:
"Toczony w uchwycie detal będzie tak długo idealnie współosiowy, dopóki się go nie odmocuje..."
Poza tym, większość operacji toczenia, zwłaszcza z surówki, nie wymaga aż takich dokładności, bo i tak tworzymy nowe powierzchnie które są do siebie współosiowe (do momentu odmocowania). Luzy wrzeciona też mają tu coś do powiedzenia.
I warto to sobie zapamiętać.
Oczywiście dobrze jest dążyć do doskonałości, ale nie zawsze jest ona krytyczna i ekonomicznie uzasadniona...
* - https://www.e-darmet.pl/darmet/dokument ... 001-01.pdf (https://www.e-darmet.pl/cms/dyrektywa-gpsr)
https://www.e-darmet.pl/uchwyt-tokarski ... wy-zeliwny
Popularne importowane uchwyty(SANOU, FUERDA, itp) zazwyczaj będą mieć nieco większe bicie,
https://dometalu.pl/uchwyt-tokarski-3-s ... n6350.html
https://alle gro.pl/produkt/uchwyt-tokarski-3-szczekowy-315-mm-din6350-fuerda-e78334c8-a66b-4052-b32d-010c7e534249
bo to zależy od jakości wykonania, pasowania części, w stosunku do ceny.
Nie na darmo stara tokarska maksyma mówi:
"Toczony w uchwycie detal będzie tak długo idealnie współosiowy, dopóki się go nie odmocuje..."
Poza tym, większość operacji toczenia, zwłaszcza z surówki, nie wymaga aż takich dokładności, bo i tak tworzymy nowe powierzchnie które są do siebie współosiowe (do momentu odmocowania). Luzy wrzeciona też mają tu coś do powiedzenia.
I warto to sobie zapamiętać.
Oczywiście dobrze jest dążyć do doskonałości, ale nie zawsze jest ona krytyczna i ekonomicznie uzasadniona...
* - https://www.e-darmet.pl/darmet/dokument ... 001-01.pdf (https://www.e-darmet.pl/cms/dyrektywa-gpsr)
Ostatnio zmieniony 20 kwie 2026, 23:09 przez RomanJ4, łącznie zmieniany 2 razy.
pozdrawiam,
Roman
Roman
-
forestgril
- Specjalista poziom 3 (min. 600)
")
- Posty w temacie: 3
- Posty: 945
- Rejestracja: 09 paź 2023, 10:20
Re: Bicie uchwytu tokarskiego
Przetoczenie szczek (np azotkiem boru) albo ich szlifowanie, należy przeprowadzić przy szczękach zaciśniętych na średnicy, która chcemy „najczęściej” albo najdokładniej obrabiać
Trzeba się też upewnić, że mamy dobrze i powtarzalnie zamocowany/nakrecony uchwyt. Inaczej po ponownym mocowaniu rozjedzie się bardziej niż bez dobrego powtarzalnego zamocowania
-
PatrykPołożyński
Autor tematu - Czytelnik forum poziom 2 (min. 20)
- Posty w temacie: 2
- Posty: 23
- Rejestracja: 18 gru 2025, 20:36
Re: Bicie uchwytu tokarskiego
@r@rc36 uchwyt z fuerda z bespośrednim mocowaniem, kupiłem go bo tokarz wytoczył mi tarcze zabierakową do pierwszego uchwytu, i na tej tarczy było ponad 20 setek bicia więc kupiłem go aby mieć pewność że tarcza będzie zrobiona dobrze uchwyt kosztował 1800 zł
Dodane 3 minuty 19 sekundy:
@@RomanJ4 luz na wrzecionie wynosi 3 setki, czy jest to akceptowalna wartość, biorąc pod uwagę że napewno prędzej czy później podejmę się szlifowania tych szczęk?
Dodane 3 minuty 19 sekundy:
@@RomanJ4 luz na wrzecionie wynosi 3 setki, czy jest to akceptowalna wartość, biorąc pod uwagę że napewno prędzej czy później podejmę się szlifowania tych szczęk?
-
 rc36
rc36
- Lider FORUM (min. 2000)
- Posty w temacie: 2
- Posty: 2379
- Rejestracja: 11 kwie 2014, 01:25
- Lokalizacja: Bliskie okolice Bydgoszczy
Re: Bicie uchwytu tokarskiego
Uchwyt może się kiwać na stożku wrzeciona, przeczytaj ten temat. tokarka-360x1000-uchwyt-4-szczekowy-cam ... 10902.html
-
jasiu...
- Lider FORUM (min. 2000)
- Posty w temacie: 2
- Posty: 6112
- Rejestracja: 14 lip 2007, 19:02
- Lokalizacja: Westfalia
Re: Bicie uchwytu tokarskiego
Bicie 3 setki na wrzecionie, to kosmos. Wybacz, ale weźmy pierwszą z brzegu starą tokarkę i jej kartę pomiaru. Może być ta: https://images.swh-gmbh.de/OStERmZjSlpU ... %A4rzt.pdf
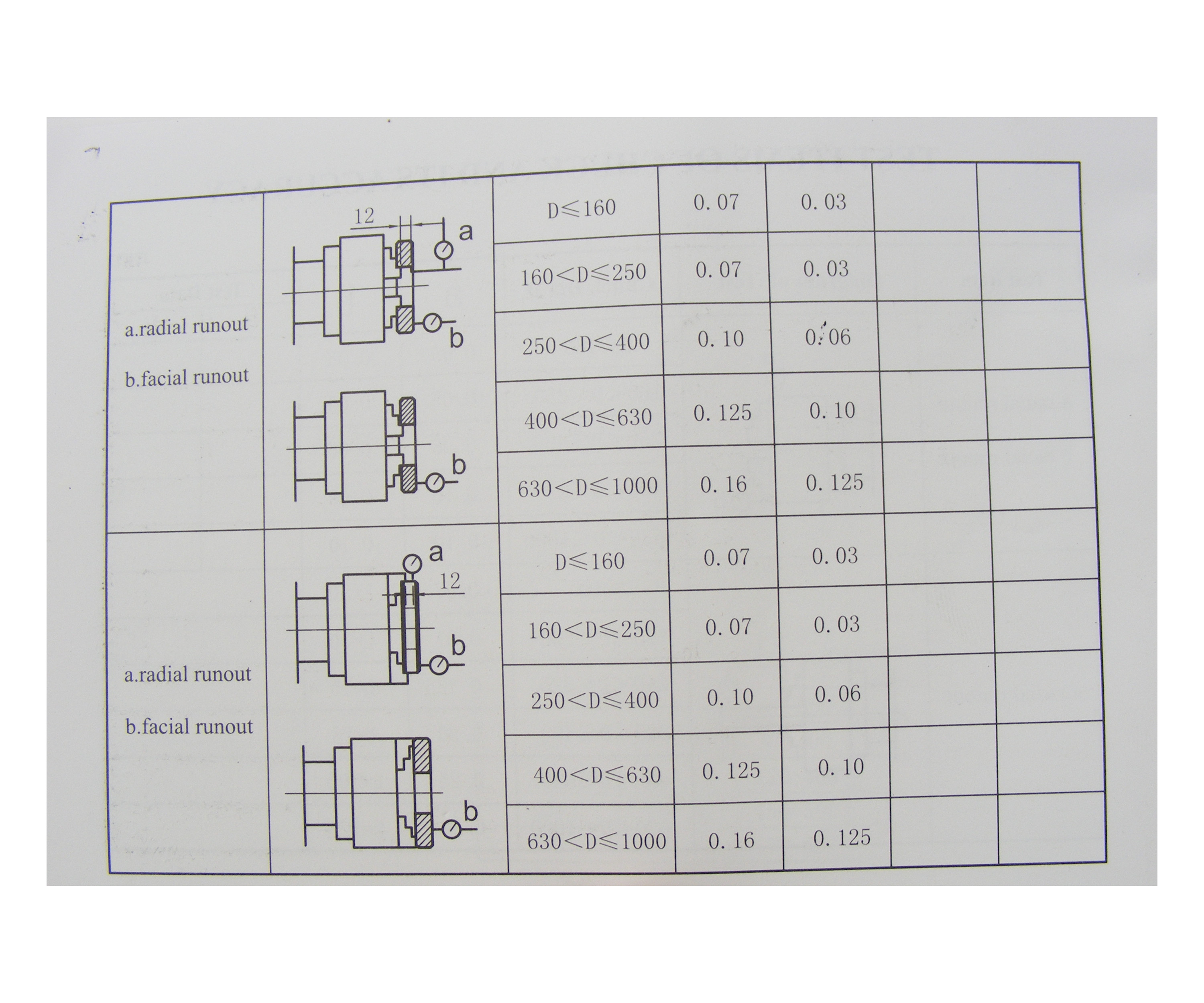
Masz punkt 3 i 4, który pokazuje ci ile na wrzecionie tokarki może być (może, a nie powinno!) bicia wzdłużnego i promieniowego. Całość oparta o normę DIN 8605. To ile tego bicia może być maksymalnie?
Jeśli tak bije ci wrzeciono, to znaczy, że masz tam luz, że twoje łożyskowanie po prostu nie istnieje. te trzy setki na wrzecionie przekładają się na dychy gdzieś na uchwycie. To jak z wskazówką w zegarku, na osi masz minimalne przesunięcie, a na końcu wskazówki widzisz jak wskazówka się przemieszcza. Ale nie martw się. Sytuację, że masz krzywe wrzeciono (o ile nie zdejmowałeś maszyny zahaczając linę za wrzeciono) raczej możesz wykluczyć. Za to każde wrzeciono ma regulację luzu, a ten luz jest powiązany z biciem. Poszukaj jakiegoś dziadka emeryta remontowca, niech rzuci na to okiem i wyreguluje.
Acha, tarcza zabierakowa, to takie coś, co pozwala ci wyeliminować prawie całkowicie niedokładności wrzeciona. Tam bicia nie ma prawa być.
A co do uchwytu, to bicie będzie zależało np. od zaciągnięcia szczęk. Czemu? A bo taka konstrukcja. I jest to normalne. Jak ci zależy na dokładnym ustaleniu, to korzystasz z przetoczonych szczęk, albo (najlepiej) z tulei rozprężnych (np. takich ER).
Moja rada, przejrzyj jakiś podręcznik ze szkoły zawodowej dla tokarzy. Taki sprzed 50 lat. Pewnie dużo rzeczy się dowiesz.
Masz punkt 3 i 4, który pokazuje ci ile na wrzecionie tokarki może być (może, a nie powinno!) bicia wzdłużnego i promieniowego. Całość oparta o normę DIN 8605. To ile tego bicia może być maksymalnie?
Jeśli tak bije ci wrzeciono, to znaczy, że masz tam luz, że twoje łożyskowanie po prostu nie istnieje. te trzy setki na wrzecionie przekładają się na dychy gdzieś na uchwycie. To jak z wskazówką w zegarku, na osi masz minimalne przesunięcie, a na końcu wskazówki widzisz jak wskazówka się przemieszcza. Ale nie martw się. Sytuację, że masz krzywe wrzeciono (o ile nie zdejmowałeś maszyny zahaczając linę za wrzeciono) raczej możesz wykluczyć. Za to każde wrzeciono ma regulację luzu, a ten luz jest powiązany z biciem. Poszukaj jakiegoś dziadka emeryta remontowca, niech rzuci na to okiem i wyreguluje.
Acha, tarcza zabierakowa, to takie coś, co pozwala ci wyeliminować prawie całkowicie niedokładności wrzeciona. Tam bicia nie ma prawa być.
A co do uchwytu, to bicie będzie zależało np. od zaciągnięcia szczęk. Czemu? A bo taka konstrukcja. I jest to normalne. Jak ci zależy na dokładnym ustaleniu, to korzystasz z przetoczonych szczęk, albo (najlepiej) z tulei rozprężnych (np. takich ER).
Moja rada, przejrzyj jakiś podręcznik ze szkoły zawodowej dla tokarzy. Taki sprzed 50 lat. Pewnie dużo rzeczy się dowiesz.
-
 WZÓR
WZÓR
- Moderator
-
Lider FORUM (min. 2000)
- Posty w temacie: 3
- Posty: 8514
- Rejestracja: 01 sty 2009, 20:01
- Lokalizacja: Oława
Re: Bicie uchwytu tokarskiego
Kiedyś ogarniło się takie tematy w prosty sposób.
https://youtu.be/oDcDDcAkK2A?is=kFrTk0KMK_Eea04V
Mariusz.
https://youtu.be/oDcDDcAkK2A?is=kFrTk0KMK_Eea04V
Mariusz.
Pomagam w:
HAAS - frezarki, tokarki
HAAS - frezarki, tokarki
-
ak47
- Specjalista poziom 3 (min. 600)
- Posty w temacie: 1
- Posty: 974
- Rejestracja: 22 lis 2013, 12:54
- Lokalizacja: Tomaszów Mazowiecki
Re: Bicie uchwytu tokarskiego
Czy uchwyt masz czysty ? rozbierz uchwyt. Wszystko wytrzyj, obejrzyj szczęki i spiralę czy nie ma zadziorów i zatarć i dopiero wtedy mierz. Sprawdź czy w tej samej pozycji ale włożony głębiej /płycej to samo pokazuje.
Generalnie te setki to bym olał. Jest tez pewien druciarski sposób starych fachowców, który eliminuje wszelkie bicie pod warunkiem, że szczęki trzymają równo na całej długości.
Mianowicie:
Toczysz zamek uchwytu tak, ze dwie dychy. (tak, trzeba mieć do tego drugi uchwyt ).
Teraz zakładasz taki uchwyt i wsadzasz detal, który masz do zrobienia i po prostu przebijasz uchwyt tak, żeby było na 0 wszystko. O bicie uchwytu się nie przejmuj bo wazniejsze jest wyprowadzenie detalu na 0 niż wyprowadzenie uchwytu (co z tego, że uchwyt bije jak tobie płacą za dokłądnie zrobiony detal, a nie ładny uchwyt)
Oczywiście to sposób druciarski niemniej ja mam jeden uchwyt tak podebrany i nieraz można było zrobić pospawane krzywe wałki tak, że jeszcze chodziły, a nie marnowałem ogromu czasu na ustawianie, stukanie, kręcenie itd.
Generalnie te setki to bym olał. Jest tez pewien druciarski sposób starych fachowców, który eliminuje wszelkie bicie pod warunkiem, że szczęki trzymają równo na całej długości.
Mianowicie:
Toczysz zamek uchwytu tak, ze dwie dychy. (tak, trzeba mieć do tego drugi uchwyt ).
Teraz zakładasz taki uchwyt i wsadzasz detal, który masz do zrobienia i po prostu przebijasz uchwyt tak, żeby było na 0 wszystko. O bicie uchwytu się nie przejmuj bo wazniejsze jest wyprowadzenie detalu na 0 niż wyprowadzenie uchwytu (co z tego, że uchwyt bije jak tobie płacą za dokłądnie zrobiony detal, a nie ładny uchwyt)
Oczywiście to sposób druciarski niemniej ja mam jeden uchwyt tak podebrany i nieraz można było zrobić pospawane krzywe wałki tak, że jeszcze chodziły, a nie marnowałem ogromu czasu na ustawianie, stukanie, kręcenie itd.




