



Teraz kumamDarki pisze:nie ma możliwości skorygowania tego w offsetach.
Tokarka CNC Lux-Turn zmiana sterowania
-
 syntetyczny
syntetyczny
- Lider FORUM (min. 2000)
")
- Posty w temacie: 20
- Posty: 2668
- Rejestracja: 08 gru 2009, 22:33
- Lokalizacja: Elbląg
- Kontakt:


-
Darki
Autor tematu - Stały bywalec (min. 70)
")
- Posty w temacie: 33
- Posty: 73
- Rejestracja: 11 cze 2015, 12:15
- Lokalizacja: Radom / Warszawa
Potoczyłem trochę...
Okazało się że ustawianie geometri maszyny nie wniosło porządanych zmian, jak oszukiwała tak oszukuje dalej
Mało tego porównywałem elementy wtoczone przed ustawianiem geometrii maszyny z tymi po ustawieniu. Prawie nic się nie zmieniło oszukuje o tyle samo.
Czyli na 90% problem tkwi w konfiguracji maszyny.
Przykładowo:
Toczę wałek trzystopniowy
W programie zadana pierwsza średnica 8.0mm, druga 10.0, trzecia 12.0
Po wytoczeniu wychodzi pierwsza średnica 8.0mm druga 9.87 trzecia 11.82
Jest powtarzalnosc wymiarowa wytoczyłem kilka sztuk wszystkie wychodzą identycznie +/-0.01
Próbowałem toczyć na różne sposoby, mniejsze/większe naddatki korekcja g42/bez korekcji i za kazdym razem oszukuje.
Ciekawy jestem czy tylko ja mam takie dziwne problemy podczas uruchamiania maszyny...
Niby wszystkie dało się dotychczas rozwiązać, z tym już nie mam pomysłów
Okazało się że ustawianie geometri maszyny nie wniosło porządanych zmian, jak oszukiwała tak oszukuje dalej
Mało tego porównywałem elementy wtoczone przed ustawianiem geometrii maszyny z tymi po ustawieniu. Prawie nic się nie zmieniło oszukuje o tyle samo.
Czyli na 90% problem tkwi w konfiguracji maszyny.
Przykładowo:
Toczę wałek trzystopniowy
W programie zadana pierwsza średnica 8.0mm, druga 10.0, trzecia 12.0
Po wytoczeniu wychodzi pierwsza średnica 8.0mm druga 9.87 trzecia 11.82
Jest powtarzalnosc wymiarowa wytoczyłem kilka sztuk wszystkie wychodzą identycznie +/-0.01
Próbowałem toczyć na różne sposoby, mniejsze/większe naddatki korekcja g42/bez korekcji i za kazdym razem oszukuje.
Ciekawy jestem czy tylko ja mam takie dziwne problemy podczas uruchamiania maszyny...
Niby wszystkie dało się dotychczas rozwiązać, z tym już nie mam pomysłów
-
 adam Fx
adam Fx
- Lider FORUM (min. 2000)
- Posty w temacie: 13
- Posty: 5580
- Rejestracja: 04 lip 2004, 16:03
- Lokalizacja: Gliwice
Przystaw czujnik najlepiej 30mm w linuxcnc ustaw skok co 5mm i tak manipuluj parametrem SCALE w .ini od danej osi by zbliżyć się do tych 5 mm
jeszcze oś może ruszać się w łożyskach (na załączonym silniku i najlepiej osi X z nie kasowanym luzem sanek próbuj je ruszać rękami przód/tył i obserwuj czujnik
zawsze są problemy dlatego CNC jest takie fajne (jakby było łatwe byłby nudne)
jeszcze oś może ruszać się w łożyskach (na załączonym silniku i najlepiej osi X z nie kasowanym luzem sanek próbuj je ruszać rękami przód/tył i obserwuj czujnik
zawsze są problemy dlatego CNC jest takie fajne (jakby było łatwe byłby nudne)
sorki za wszystkie błędy ... (dyslektyk)
Zobacz moje filmy http://www.youtube.com/user/pokachontass/videos
Zobacz moje filmy http://www.youtube.com/user/pokachontass/videos
")
-
syntetyczny
- Lider FORUM (min. 2000)
- Posty w temacie: 20
- Posty: 2668
- Rejestracja: 08 gru 2009, 22:33
- Lokalizacja: Elbląg
- Kontakt:
No dobra, dla frezarki tego nie robiłem, bo wychodzi jak trzeba, ale że w tokarce trzeba tak robić?Jaka jest różnica w ilości kroków od tych nominalnych ze wzoru a rzeczywistością?adam Fx pisze:Przystaw czujnik najlepiej 30mm w linuxcnc ustaw skok co 5mm i tak manipuluj parametrem SCALE w .ini od danej osi by zbliżyć się do tych 5 mm
-
Darki
Autor tematu - Stały bywalec (min. 70)
- Posty w temacie: 33
- Posty: 73
- Rejestracja: 11 cze 2015, 12:15
- Lokalizacja: Radom / Warszawa
Nie miałem czasu pobawić się ustawianiem parametru SCALE. Ale jak konfigurowałem maszyne jakiś czas temu to ustawiłem sobie skok w linuxcnc 1mm i jezdziłem osiami było ok po przejchaniu 1mm wskaznik czujnika trafiał w to samo miejsce czasami zdarzyłe sie jakieś odchyłki 0.03mm stwierdziłem wtedy że czujnik mogę mieć uszkodzony bo nowy to on nie był... nie wiedziałem wtedy że jest takie coś jak SCALE w .ini. Sprawdze to w nastepny weekend jeszcze raz dokładnie ustawiając skok 5mm. Co do luzów osi X to są na łożysku rzędu 0,01-0,04mm, zalezy jakiej siły się użyje... największe są po próbie przekoszenia całego suportu.
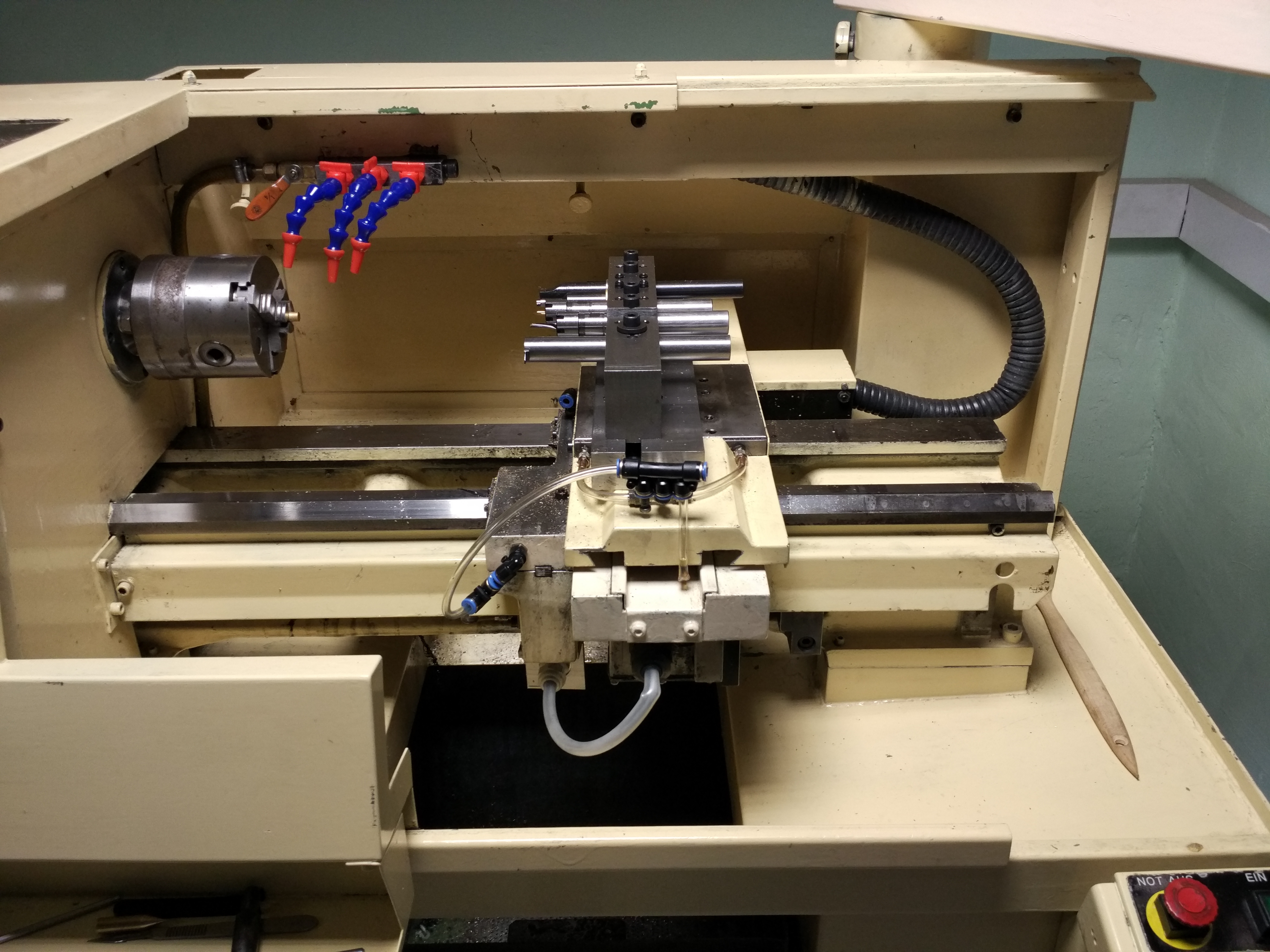
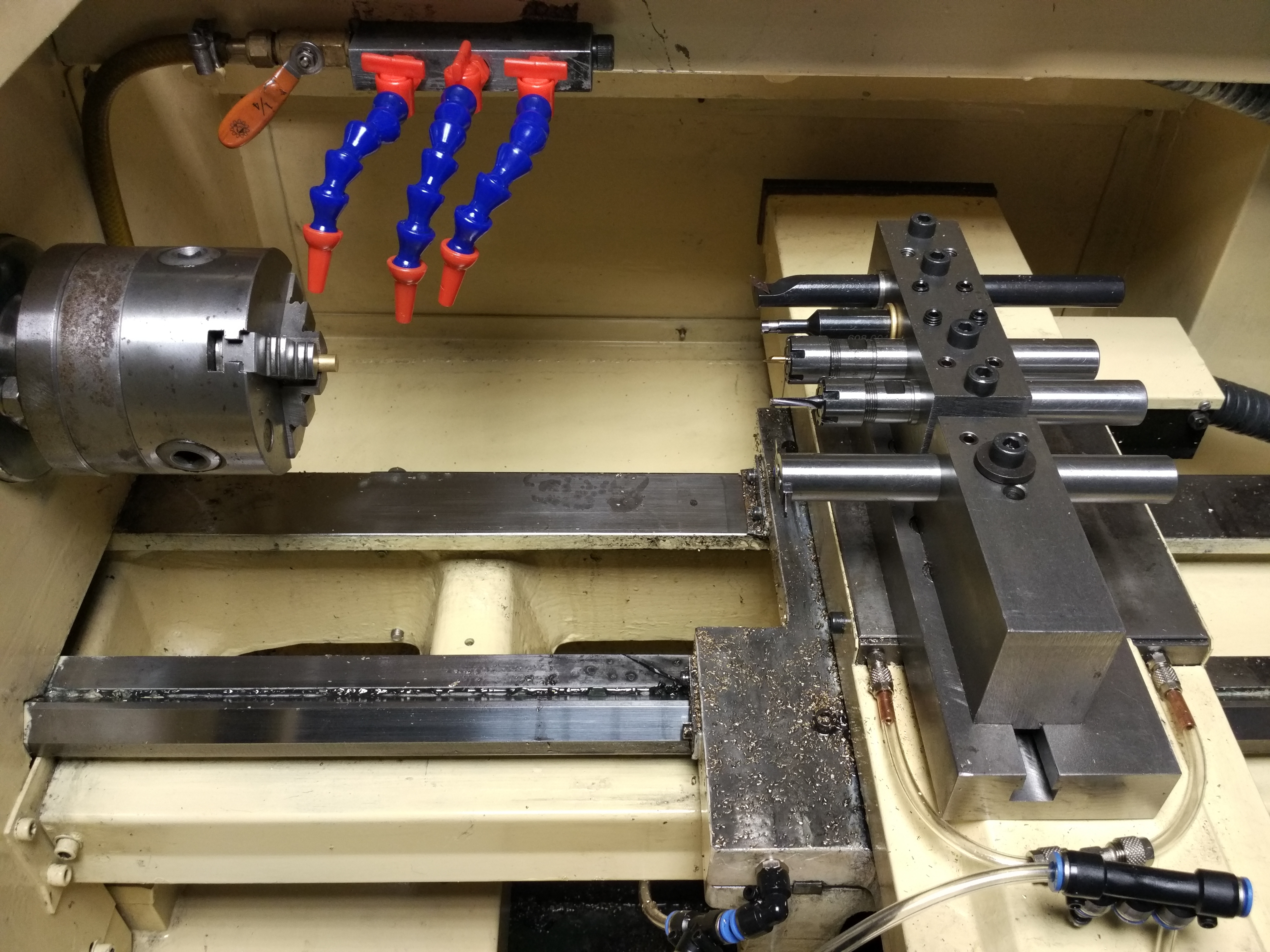
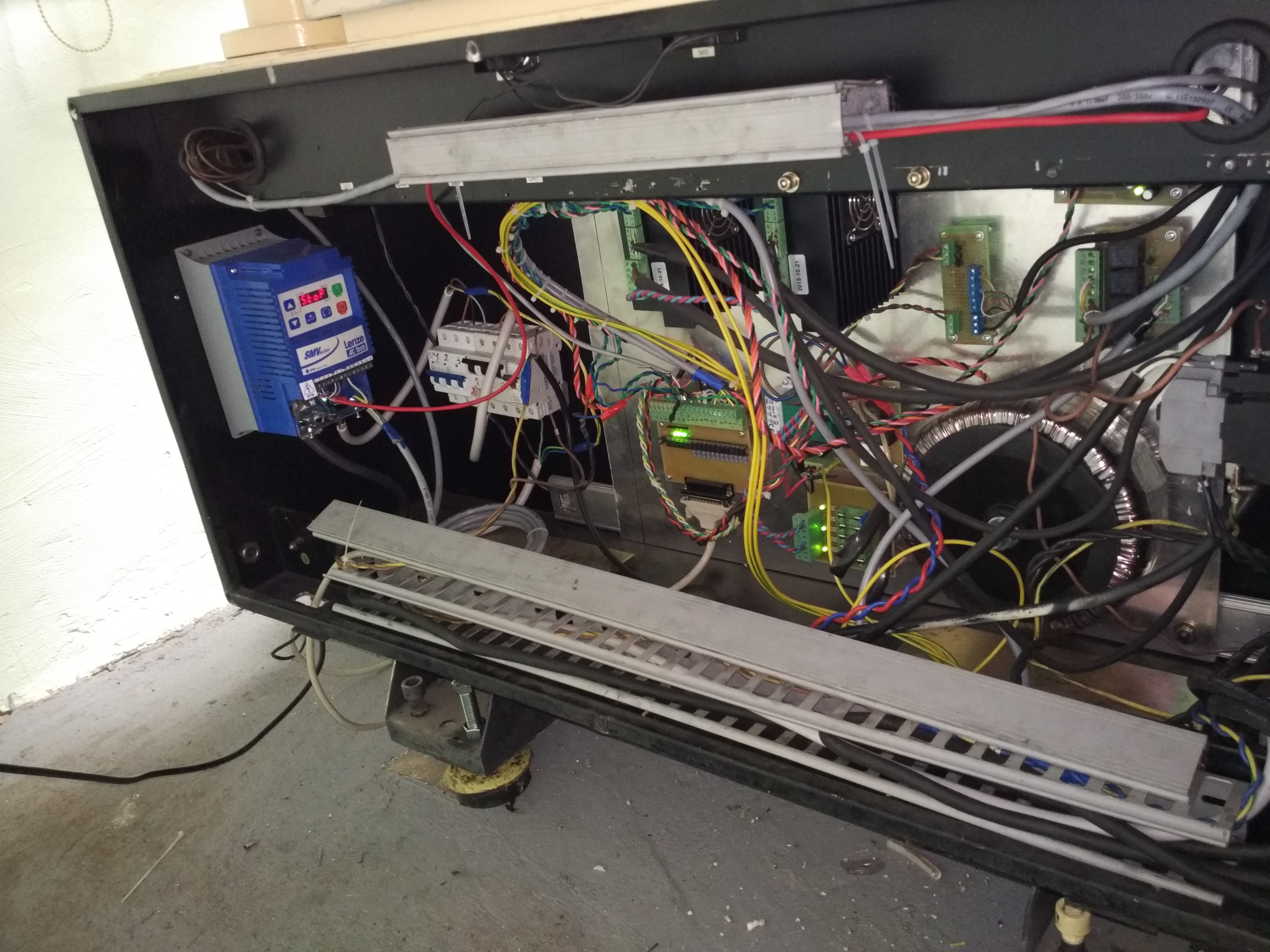
Poniżej obiecane podglądowe zdjęcia jak to wszystko wygląda:
Zaznaczam że maszyna nie jest jeszcze w pełni skończona, w planach jeszcze:
-dokończenie układu smarowania
-zrobienie pulpitu sterowniczego z prawdziwego zdarzenia na monitor/klawiature/mysz/joy obecny szpeci troche maszyne i został zrobiony na szybko ze stalowej skrzynki co była pod ręką
-pneumatyczny uchwyt samozaciskowy z siłownikiem na tulejki
-głowica narzędziowa, z osmioma gniazdami



-natomiast tego nie kumam jeszczeszary11 pisze:np. jeżeli ustawisz w programie ( wynikowo z mikrokroku ) 10.9 mikrokroku na 1 mm to błąd będzie o wiele większy niż ustawienie wypadkowej na 10.1 mikr/mm.
Poniżej obiecane podglądowe zdjęcia jak to wszystko wygląda:
Zaznaczam że maszyna nie jest jeszcze w pełni skończona, w planach jeszcze:
-dokończenie układu smarowania
-zrobienie pulpitu sterowniczego z prawdziwego zdarzenia na monitor/klawiature/mysz/joy obecny szpeci troche maszyne i został zrobiony na szybko ze stalowej skrzynki co była pod ręką
-pneumatyczny uchwyt samozaciskowy z siłownikiem na tulejki
-głowica narzędziowa, z osmioma gniazdami
-
syntetyczny
- Lider FORUM (min. 2000)
- Posty w temacie: 20
- Posty: 2668
- Rejestracja: 08 gru 2009, 22:33
- Lokalizacja: Elbląg
- Kontakt:
-
syntetyczny
- Lider FORUM (min. 2000)
- Posty w temacie: 20
- Posty: 2668
- Rejestracja: 08 gru 2009, 22:33
- Lokalizacja: Elbląg
- Kontakt:
-
adam Fx
- Lider FORUM (min. 2000)
- Posty w temacie: 13
- Posty: 5580
- Rejestracja: 04 lip 2004, 16:03
- Lokalizacja: Gliwice
jeśli chodzi o uchwyty zaciskowe to pytałem tu http://wemax.pl/product.php?id_product=82 - odpowiedź tej firmy na moje zapytanie :
Dziękuję za maila i zainteresowanie naszą ofertą. Odpowiedni dla Pana uchwyt zaciskowy z mocowaniem ręcznym to SSF-30Z o zakresie mocowania 2-30 mm. Przedmiot obrabiany (rurę, wałek, pręt) można w nim mocować za pomocą tulejek stalowych DIN 6343 163E lub gumowo-stalowych RFC 2426. Istnieje możliwość zastąpienia dźwigni siłownikiem pneumatycznym, ale zmiana taka musi być wykonana przez użytkownika uchwytu (ze względu na szerokie spektrum zastosowań uchwytów SSF nie ma możliwości wykonania takiej modyfikacji przez producenta uchwytów).
Oferta cenowo-terminowa:
- SSF-30Z – 4346,00 zł netto/szt – termin dostawy ok. 4 tygodnie od zamówienia
- tulejka stalowa 163E fi 25,0 mm – 132,00 zł netto/szt – dostępna od ręki z naszego magazynu
- tulejka gumowo-stalowa RFC 2426 – zakres 24-26 mm – 274,00 zł netto/szt – dostawa ok. 4 tygodnie od zamówienia
Dziękuję za maila i zainteresowanie naszą ofertą. Odpowiedni dla Pana uchwyt zaciskowy z mocowaniem ręcznym to SSF-30Z o zakresie mocowania 2-30 mm. Przedmiot obrabiany (rurę, wałek, pręt) można w nim mocować za pomocą tulejek stalowych DIN 6343 163E lub gumowo-stalowych RFC 2426. Istnieje możliwość zastąpienia dźwigni siłownikiem pneumatycznym, ale zmiana taka musi być wykonana przez użytkownika uchwytu (ze względu na szerokie spektrum zastosowań uchwytów SSF nie ma możliwości wykonania takiej modyfikacji przez producenta uchwytów).
Oferta cenowo-terminowa:
- SSF-30Z – 4346,00 zł netto/szt – termin dostawy ok. 4 tygodnie od zamówienia
- tulejka stalowa 163E fi 25,0 mm – 132,00 zł netto/szt – dostępna od ręki z naszego magazynu
- tulejka gumowo-stalowa RFC 2426 – zakres 24-26 mm – 274,00 zł netto/szt – dostawa ok. 4 tygodnie od zamówienia
sorki za wszystkie błędy ... (dyslektyk)
Zobacz moje filmy http://www.youtube.com/user/pokachontass/videos
Zobacz moje filmy http://www.youtube.com/user/pokachontass/videos




