Nie jestem tokarzem i zajmuję się obróbką hobbystycznie
Ja gwintowanie robię tak:
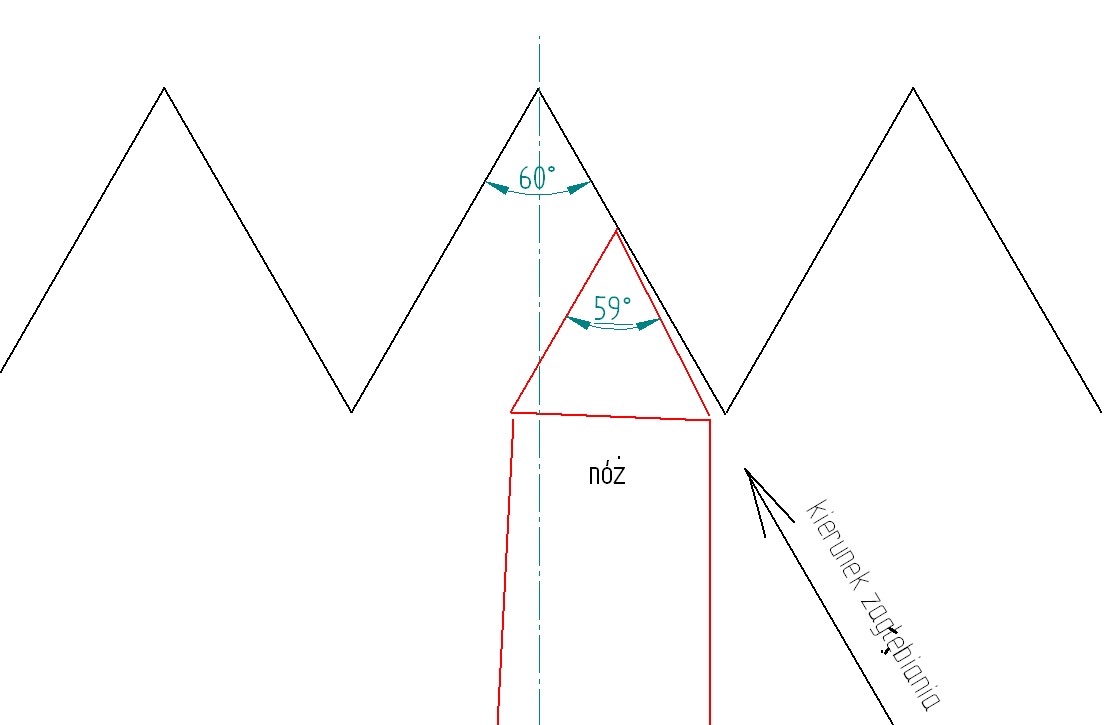
- ostrzę nóż przykładając do płytki wzorcowej
- wytaczam w uchwycie przedmiot i staram sę go nie wyjmować aby gwint był w osi
- ustawiam wzornik na elemencie i przystawiam nóż tak aby idealnie wpasował się we wzornik przyłożony do elementu (przykładam do wcześniej obtoczonego wałka!!! uprzednio ustawiam nóż w osi ale to oczywiste)
- ustawiam zero dojeżdżając do elementu
No i jazda. Ile trzeba się wgryźć znajdziesz w odpowiednich tabelkach. najlepiej mieć nakrętkę lub to co będziesz nakręcał aby nie zrobić zbyt ciasno lub zbyt luźno, bo jak ruszysz element i okaże się, ze masz za ciasno to już kicha. Można nieraz uratować się ale już trzeba liczyć na 'fuks'
Kiedyś robiłem tak, że zaczynałem nożem i kończyłem narzynką, ale niestety trzeba mieć kolbę lub przytrzymywać np. konikiem bo inaczej narzynka 'bije' i mimo, że gwint zaczety nożem to nie wychodzi jak trzeba
To tak robię jeśli chodzi o gwint zewnetrzny.
Wewnętrzny przy małych rozmiarach:
- robię otwór
- pogłębiaczem stożkowym robię fazkę
- zapieram gwintownik o fazkę, a z tyłu dojeżdżam konikiem z kłem stałym i zapieram delikatnie, kluczykiem kręcę gwintownik (ręczny) i kręcę pokrętłem tulei konika aby kieł cały czas lekko zapierał się o gwintownik i wychodzi zawsze centrycznie (no chyba, ze wiertło zejdzie z osi (dlatego na ile się da robię/poprawiam otwory z noża)
Wewnętrzny przy dużych rozmiarach:
- ustawiam element (najczęściej rurka) aby miał jak najmniejsze bicie. Roztaczam nożem do odpowiedniego wymiaru
- ustawiam nóż do gwintowania wewnetrznego podobnie jak powużej
- zaczynam gwint nożem
- wkręcam gwintownik zapierając konikiem
- gdy większy gwintownik ciężko idzie wkręcam w imadło do rur (odpowiedni zabezpieczając rurkę) i kręcę pokrętłem do gwintowników.
Tak to robię, ale ja zielony i mało wiem, więc proszę się nie śmiać

tokarka NARVIK "made in Taiwan", frezarka Hartford (klon Bridgeporta "made in Taiwan"), frezarka Bridgeport w takcie przeróbki na CNC, frezarka CNC DIY, trochę pomniejszych klamotów





")




")
")
")






