



Dobry pomysł. Na szczęście osie są pasowane do tych zębatek więc lecę wiertłem 6mm a osie robię z ciasnym pasowaniem.
Gorzej z tą 5mm bo idą na osie silników.
Wiercenie otworu centrycznego w kole pasowym zębatym T2.5 16


-
 RomanJ4
RomanJ4
- Lider FORUM (min. 2000)
")
- Posty w temacie: 1
- Posty: 12302
- Rejestracja: 17 mar 2009, 08:55
- Lokalizacja: Skępe
To nie masz co kombinować, tylko w miękkich szczękach zrobić zatoczenie z kanałkiem na końcu (jak na rys 3 i 4), gdzie swobodnie wejdzie ten kołnierzyk, a trzymać centrycznie będzie na części zębatej (Uwaga! robi się to podobnie jak szlifowanie twardych - zaciska je na czymś https://www.cnc.info.pl/topics56/bicie- ... t45058.htm )Muszę pomyśleć nad jakąś powtarzalną metodą bo prawdopodobnie będę musiał obrobić 200szt. i nie chciał bym się z tym giglać.

Do centrycznego wiercenia (jak są w materiale nakiełki) przydaje się "pływająca oprawka" (oraz wahliwa), w której tulejce zaciskowej mocujesz wiertło. Do osi ustawi się samo, podobnie jak rozwiertak. bo ma możliwość ruchu o wartość R (a wahliwe również G) (na rys.)

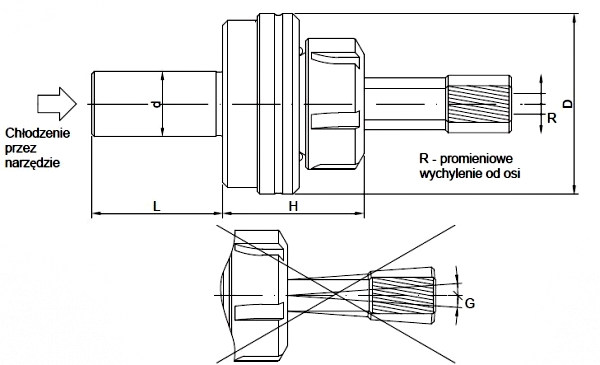 pływajaca
pływajaca
 wahliwa
wahliwaAlbo trzeba dokładnie wycentrować konik, i do wiercenia używać krótkich sztywnych wierteł.
Ja bym radził wiercić pod rozwiertak (czyli X-0,2mm → 4,8mm; 5,8mm), i rozwiercać
rozwiertakami 5H7 i 6H7. Będzie pewne.
pozdrawiam,
Roman
Roman
-
mykeone
- Specjalista poziom 1 (min. 100)
")
- Posty w temacie: 1
- Posty: 117
- Rejestracja: 16 gru 2013, 18:01
- Lokalizacja: wrocław
rozwiercanie jest najszybszym sposobem , do tego wychodzi ładna powierzchnia ale otwór musi być wywiercony w osi , natomiast nożem nie musisz się przykładać do wiercenia bo potem to wyrównasz.
jeśli nie chcesz robić kanałka w szczękach możesz coś dospawać do miękkich szczęk na przykład trzy krótkie pręciki ( nie szersze niż rozstaw kołnierzy) fi 12 i je potem przetoczyć , po robocie można je odciąć i szczęki są do wykorzystania, mniej profesjonalne ale skuteczne .
jeśli nie chcesz robić kanałka w szczękach możesz coś dospawać do miękkich szczęk na przykład trzy krótkie pręciki ( nie szersze niż rozstaw kołnierzy) fi 12 i je potem przetoczyć , po robocie można je odciąć i szczęki są do wykorzystania, mniej profesjonalne ale skuteczne .
;]

")
-
donaks
- Specjalista poziom 1 (min. 100)
- Posty w temacie: 1
- Posty: 177
- Rejestracja: 18 lip 2009, 22:52
- Lokalizacja: Tarnowskie Góry
Ja pracuję na LD 550,już rozklekotana bardzoooo. Dzisiaj robiłem wałki z alu PA 38 z otworem. Wałek średnica 24 mm,otwór średnica 8 mm/długość 20 mm H7,centryczność najlepiej poniżej/około setki.pitsa napisał/a:
Jest może jakiś sposób na dobrze zrobiony otwór gdy konik nie jest idealnie wycentrowany?
Wpierw wierciłem otwór wiertłem 7 mm,
Potem (po ustawieniu w uchwycie z czujnikiem) roztaczałem na wymiar 7,8 mm nożykiem z freza 6 mm zamocowanym w imaku(frezik zamocowany w przewierconej kostce mosiężnej ze śrubą dociskową z boku kostki,kostkę najlepiej przewiercić na tokarce przykręconą w imaku,wtedy jest otwór w osi wrzeciona;frezik odpowiednio ustawić lekko pod kątem do osi i ostrze na wysokośći osi,nie trzeba nawet go szlifować,dobrze roztacza takie małe i krótkie otwory).
Na koniec rozwiertak maszynowy w konik,i rozwiercanie ale na największym wysięgu konika,tak żeby "latał na boki",wtedy łatwiej się rozwiertak dopasuje do otworu.
Zrobiłem trzy wałki,6 otworów i wszystko super. H7 zgadza się,bicie poniżej setki.
A więc jeżeli otwór ma być centryczny to jedynie roztaczanie po dobrym ustawieniu. Jeżeli to ma być robione na sprzęcie typu LD 550/Nutul to wytaczadło w koniku nie jest dobre bo konik lata na boki,góra dół ale jak się ma to też czemu nie spróbować.






