



")
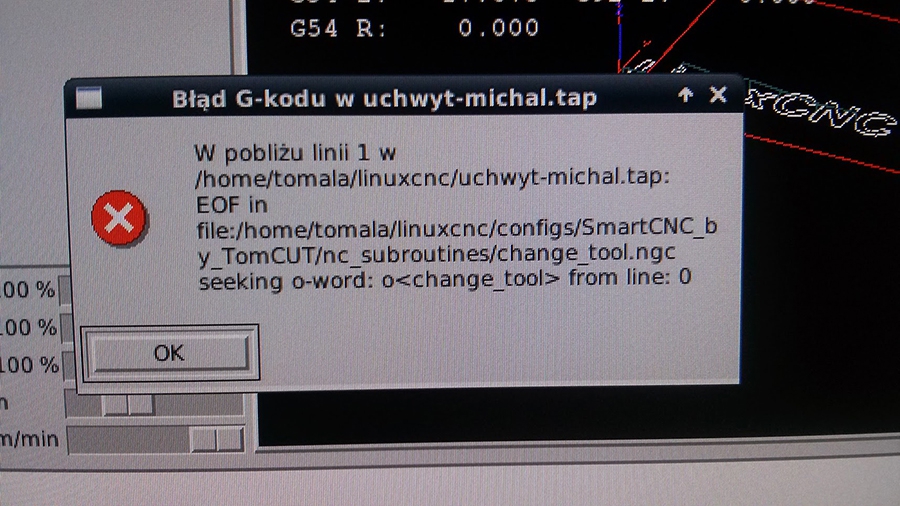
Nie mam pojęcia czym on jest spowodowany i nie potrafię sobie z nim poradzić. bardzo proszę o pomoc
Zmiany w INI
[EMC]
MACHINE = SmartCNC_by_TomCUT
DEBUG = 0
[DISPLAY]
DISPLAY = axis
EDITOR = gedit
POSITION_OFFSET = RELATIVE
POSITION_FEEDBACK = ACTUAL
ARCDIVISION = 64
GRIDS = 10mm 20mm 50mm 100mm 1in 2in 5in 10in
MAX_FEED_OVERRIDE = 1.2
MIN_SPINDLE_OVERRIDE = 0.5
MAX_SPINDLE_OVERRIDE = 1.2
DEFAULT_LINEAR_VELOCITY = 2.50
MIN_LINEAR_VELOCITY = 0
MAX_LINEAR_VELOCITY = 25.00
INTRO_GRAPHIC = linuxcnc.gif
INTRO_TIME = 5
PROGRAM_PREFIX = /home/tomala/linuxcnc/nc_files
INCREMENTS = 5mm 1mm .5mm .1mm .05mm .01mm .005mm
PYVCP = custompanel.xml
[FILTER]
PROGRAM_EXTENSION = .png,.gif,.jpg Greyscale Depth Image
PROGRAM_EXTENSION = .py Python Script
png = image-to-gcode
gif = image-to-gcode
jpg = image-to-gcode
py = python
[TASK]
TASK = milltask
CYCLE_TIME = 0.010
[toolsensor]
X = 350
Y = 150
Z = 55
MAXPROBE=60
[after_change_position]
X = 50
Y = 19
Z = 1
[EMCIO]
EMCIO = io
CYCLE_TIME = 0.100
TOOL_TABLE = tool.tbl
TOOL_CHANGE_POSITION = 50 19 1
[EMCMOT]
EMCMOT = motmod
COMM_TIMEOUT = 1.0
COMM_WAIT = 0.010
BASE_PERIOD = 50000
SERVO_PERIOD = 1000000
[HAL]
HALUI = halui
HALFILE = SmartCNC_by_TomCUT.hal
HALFILE = custom.hal
POSTGUI_HALFILE = custom_postgui.hal
[TRAJ]
AXES = 3
COORDINATES = X Y Z
LINEAR_UNITS = mm
ANGULAR_UNITS = degree
CYCLE_TIME = 0.010
DEFAULT_VELOCITY = 2.50
MAX_VELOCITY = 25.00
[AXIS_0]
TYPE = LINEAR
HOME = 0.0
MAX_VELOCITY = 23.75
MAX_ACCELERATION = 750.0
STEPGEN_MAXACCEL = 937.5
SCALE = 800.0
FERROR = 1
MIN_FERROR = .25
MIN_LIMIT = -0.001
MAX_LIMIT = 440.0
HOME_OFFSET = 0.0
[AXIS_1]
TYPE = LINEAR
HOME = 0.0
MAX_VELOCITY = 23.75
MAX_ACCELERATION = 750.0
STEPGEN_MAXACCEL = 937.5
SCALE = 800.0
FERROR = 1
MIN_FERROR = .25
MIN_LIMIT = -0.001
MAX_LIMIT = 260.0
HOME_OFFSET = 0.0
[AXIS_2]
TYPE = LINEAR
HOME = 75.0
MAX_VELOCITY = 23.75
MAX_ACCELERATION = 500.0
STEPGEN_MAXACCEL = 625.0
SCALE = 800.0
FERROR = 1
MIN_FERROR = .25
MIN_LIMIT = 0.0
MAX_LIMIT = 75.001
HOME_OFFSET = 75.0
[RS274NGC]
PARAMETER_FILE = linuxcnc.var
SUBROUTINE_PATH = ./nc_subroutines
REMAP=M6 modalgroup=6 ngc=change_tool
[HALUI]
MDI_COMMAND = o<tool_probe> call
tool_probe.ngc
o<tool_probe> sub
G73
G21
G90
G53 G0 Z0
G53 G0 X #<_ini[toolsensor]x> Y #<_ini[toolsensor]y>
G53 G0 Z #<_ini[toolsensor]z>
G91
G38.3 Z #<_ini[toolsensor]maxprobe> F200
G38.4 Z10 F1
G90
#1000=[#5223+#5063] (save reference tool length from Z 0 offset)
G53 G1 Z #<_ini[after_change_position]z> F1300
G53 G0 X #<_ini[after_change_position]x> Y #<_ini[after_change_position]y>
o<tool_probe> endsub
m2
change_tool.ngc
o<change_tool> sub
M6
G73
G21
G90
G53 G0 Z0
G53 G0 X #<_ini[toolsensor]x> Y #<_ini[toolsensor]y>
G53 G0 Z #<_ini[toolsensor]z>
G91
G38.3 Z #<_ini[toolsensor]maxprobe> F200
G38.4 Z10 F1
G90
G92 Z[#1000-#5223]
G53 G1 Z #<_ini[after_change_position]z> F1300
G53 G0 X #<_ini[after_change_position]x> Y #<_ini[after_change_position]y>
o<change_tool> endsub
M2


")






