



Ścieżka jest dobra, jak usunę plik wyskakuje komunikat o braku pliku .ngc
Co oznacza EOF ?
Może nie mam czegoś włączonego w linuxie?
LinuxCNC i czujnik długości narzędzia


")
-
tomala89
Autor tematu - Stały bywalec (min. 70)
")
- Posty w temacie: 8
- Posty: 70
- Rejestracja: 23 lis 2014, 18:15
- Lokalizacja: Częstochowa
- Kontakt:
Wczoraj zrobiłem aktualizację 2.7.0 -> 2.7.5
Spróbuję zrobić nową konfigurację maszyny może to coś da. Może coś popierniczyłem w innym miejscu.
[ Dodano: 2016-07-31, 13:32 ]
Nic to nie daje, nowa inicjacja maszyny i nic.
Gdy daję pusty dokument tool_probe wyskakuje ten sam błąd czyli to wygląda jakby linux nie mógł się przedostać wgłąb pliku.
[ Dodano: 2016-07-31, 16:39 ]
Tak jak pisałem problem jest z kodowaniem pliku.
Teraz mam kolejny problem, powoli ale do przodu.
Spróbuję zrobić nową konfigurację maszyny może to coś da. Może coś popierniczyłem w innym miejscu.
[ Dodano: 2016-07-31, 13:32 ]
Nic to nie daje, nowa inicjacja maszyny i nic.
Gdy daję pusty dokument tool_probe wyskakuje ten sam błąd czyli to wygląda jakby linux nie mógł się przedostać wgłąb pliku.
[ Dodano: 2016-07-31, 16:39 ]
Tak jak pisałem problem jest z kodowaniem pliku.
Teraz mam kolejny problem, powoli ale do przodu.
-
tomala89
Autor tematu - Stały bywalec (min. 70)
- Posty w temacie: 8
- Posty: 70
- Rejestracja: 23 lis 2014, 18:15
- Lokalizacja: Częstochowa
- Kontakt:
Niby wszystko mi działa, ładnie "mierzy", ale niestety nie podmienia mi wartości offsetu.
Nie wiem czy dobrze robię.
1. Mam założony frez.
2. Ustawiam offset materiału.
3. Włączam mierzenie narzędzia.
4. Później wszystko automatycznie.
Moja Z-ka ma ustawienia
[/code]
Nie wiem czy dobrze robię.
1. Mam założony frez.
2. Ustawiam offset materiału.
3. Włączam mierzenie narzędzia.
4. Później wszystko automatycznie.
Moja Z-ka ma ustawienia
Kod: Zaznacz cały
TYPE = LINEAR
HOME = 65.0
MAX_VELOCITY = 23.75
MAX_ACCELERATION = 500.0
STEPGEN_MAXACCEL = 625.0
SCALE = 800.0
FERROR = 1
MIN_FERROR = .25
MIN_LIMIT = 0.0
MAX_LIMIT = 70.0
HOME_OFFSET = 65.000000
HOME_SEARCH_VEL = -10.000000
HOME_LATCH_VEL = 0.625000
HOME_SEQUENCE = 0Kod: Zaznacz cały
o<tool_probe> sub
M73
G21
G90
G53 G0 Z65 (podniesienie zetki)
G53 G0 X 440 Y0 (dojazd do miejsca w którym jest czujnik)
G53 G0 Z 25(szybki zjazd nad czujnik)
G91 (zmiana współrzędnych na przyrostowe)
G38.3 Z 4 F200(szybkie dotknięcie czujnika)
G38.4 Z -20 F100 (powolny odjazd aż frez "puści" czujnik - taki pomiar jest ponoć dokładniejszy niż najazd)
G90 (powrót do wartości bezwzględnych)
#1000=[#5223+#5063]
G53 G1 Z65 F1300
G53 G0 X440 Y0
o<tool_probe> endsub
m2
Kod: Zaznacz cały
o<change_tool> sub
M6
M73
G21
G90
G53 G0 Z65 (podniesienie zetki)
G53 G0 X 440 Y0 (dojazd do miejsca w którym jest czujnik)
G53 G0 Z 25(szybki zjazd nad czujnik)
G91 (zmiana współrzędnych na przyrostowe)
G38.3 Z 4 F200(szybkie dotknięcie czujnika)
G38.4 Z -20 F100 (powolny odjazd aż frez "puści" czujnik - taki pomiar jest ponoć dokładniejszy niż najazd)
G90 (powrót do wartości bezwzględnych)
G92 Z[#1000-#5223]
G53 G1 Z65 F1300
G53 G0 X440 Y0
o<change_tool> endsub
m2
-
wladi
- Sympatyk forum poziom 1 (min. 40)
")
- Posty w temacie: 1
- Posty: 42
- Rejestracja: 14 gru 2013, 21:45
- Lokalizacja: Andrychów
Witam kolegów.
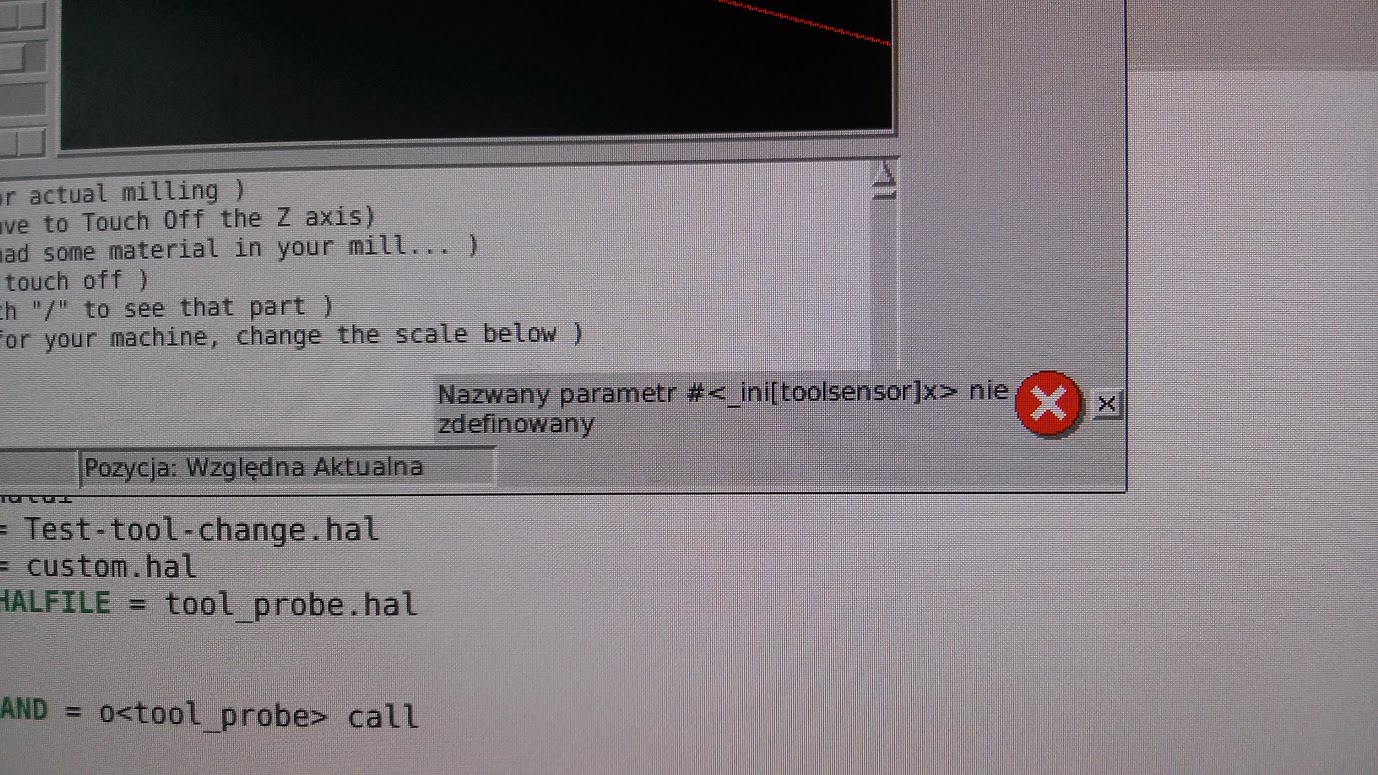
Nie chcę zakładać nowego tematu, a chcę czujnik długości narzędzia. Zacząłem od stworzenia guzika wg kolegi syntetyczny, i to mi działa. Chciałem iść dalej tak jak kolega tomala89 i zrobić to jak kolega jacek-1210. Jak podepnę pod guzik plik tool_probe.ngc wywala błąd taki jak kolegi tomala89 na ostatnim zdjęciu.
Koledzy może podpowiedzą gdzie umieścić folder nc_subroutines w którym ma być plik change_tool.ngc i jak go zapisać w pliku ini.
REMAP=M6 modalgroup=6 ngc=change_tool , ten zapis sprawia problemy w pliku ini, jak usunę ten zapis to linux się włączy , jak go zostawię to się nie włącza i wyświetla komunikat:
Print file information:
RUN_IN_PLACE=no
LINUXCNC_DIR=
LINUXCNC_BIN_DIR=/usr/bin
LINUXCNC_TCL_DIR=/usr/lib/tcltk/linuxcnc
LINUXCNC_SCRIPT_DIR=
LINUXCNC_RTLIB_DIR=/usr/realtime-3.4-9-rtai-686-pae/modules/linuxcnc
LINUXCNC_CONFIG_DIR=
LINUXCNC_LANG_DIR=/usr/share/linuxcnc/tcl/msgs
INIVAR=inivar
HALCMD=halcmd
LINUXCNC_EMCSH=/usr/bin/wish8.5
LINUXCNC - 2.6.4
Machine configuration directory is '/home/wladi/linuxcnc/configs/wlado-frezarka'
Machine configuration file is 'wlado-frezarka.ini'
INIFILE=/home/wladi/linuxcnc/configs/wlado-frezarka/wlado-frezarka.ini
PARAMETER_FILE=linuxcnc.var
TASK=milltask
HALUI=halui
DISPLAY=axis
Starting LinuxCNC...
Starting LinuxCNC server program: linuxcncsvr
Loading Real Time OS, RTAPI, and HAL_LIB modules
Starting LinuxCNC IO program: io
Starting HAL User Interface program: halui
Starting TASK program: milltask
Starting DISPLAY program: axis
emc/task/emctask.cc 389: interp_error: Plik nie jest otwarty
Plik nie jest otwarty
emc/task/emctaskmain.cc 3003: can't initialize interpreter
waiting for s.axes
waiting for s.axes
waiting for s.axes
waiting for s.axes
waiting for s.axes
waiting for s.axes
waiting for s.axes
waiting for s.axes
waiting for s.axes
Shutting down and cleaning up LinuxCNC...
Killing task linuxcncsvr, PID=3310
Removing HAL_LIB, RTAPI, and Real Time OS modules
Removing NML shared memory segments
Debug file information:
NGC file not found: ngc=change_tool - 128:REMAP = M6 modalgroup=6 ngc=change_tool
A configuration error is preventing LinuxCNC from starting.
More information may be available when running from a terminal.
A plik ini wygląda tak:
[EMC]
MACHINE = wlado-frezarka
DEBUG = 0
[DISPLAY]
DISPLAY = axis
EDITOR = gedit
POSITION_OFFSET = RELATIVE
POSITION_FEEDBACK = ACTUAL
ARCDIVISION = 64
GRIDS = 10mm 20mm 50mm 100mm 1in 2in 5in 10in
MAX_FEED_OVERRIDE = 1.2
MIN_SPINDLE_OVERRIDE = 0.5
MAX_SPINDLE_OVERRIDE = 1.2
DEFAULT_LINEAR_VELOCITY = 50.00
MIN_LINEAR_VELOCITY = 0.5
MAX_LINEAR_VELOCITY = 50.00
INTRO_GRAPHIC = linuxcnc.gif
INTRO_TIME = 5
PROGRAM_PREFIX = /home/wladi/linuxcnc/nc_files
INCREMENTS = 5mm 1mm 0.5mm 0.1mm 0.05mm 0.01mm
PYVCP = panel.xml
[FILTER]
PROGRAM_EXTENSION = .png,.gif,.jpg Greyscale Depth Image
PROGRAM_EXTENSION = .py Python Script
png = image-to-gcode
gif = image-to-gcode
jpg = image-to-gcode
py = python
[TASK]
TASK = milltask
CYCLE_TIME = 0.010
[TOOLSENSOR]
X = 30
Y = 30
Z = 70
MAXPROBE=65
# abort change if no toolsensor contact after this probe distance
[AFTER_CHANGE_POSITION]
X = 30
Y = 30
Z = 200
[EMCMOT]
EMCMOT = motmod
COMM_TIMEOUT = 1.0
COMM_WAIT = 0.010
BASE_PERIOD = 41666
SERVO_PERIOD = 1000000
[HAL]
HALFILE = wlado-frezarka.hal
HALFILE = custom.hal
POSTGUI_HALFILE = custom_postgui.hal
HALUI = halui
[TRAJ]
AXES = 3
COORDINATES = X Y Z
LINEAR_UNITS = mm
ANGULAR_UNITS = degree
CYCLE_TIME = 0.010
DEFAULT_VELOCITY = 5.00
MAX_VELOCITY = 50.00
[EMCIO]
EMCIO = io
CYCLE_TIME = 0.100
TOOL_TABLE = tool.tbl
TOOL_CHANGE_POSITION = 30 30 200
[AXIS_0]
TYPE = LINEAR
HOME = 0.0
MAX_VELOCITY = 50.0
MAX_ACCELERATION = 300.0
STEPGEN_MAXACCEL = 375.0
SCALE = 400.0
FERROR = 1
MIN_FERROR = .25
MIN_LIMIT = -0.001
MAX_LIMIT = 450.0
HOME_OFFSET = 0.000000
HOME_SEARCH_VEL = -10.000000
HOME_LATCH_VEL = 1.250000
[AXIS_1]
TYPE = LINEAR
HOME = 260.0
MAX_VELOCITY = 50.0
MAX_ACCELERATION = 300.0
STEPGEN_MAXACCEL = 375.0
SCALE = 400.0
FERROR = 1
MIN_FERROR = .25
MIN_LIMIT = 0.0
MAX_LIMIT = 260.001
HOME_OFFSET = 260.000000
HOME_SEARCH_VEL = -10.000000
HOME_LATCH_VEL = -1.250000
[AXIS_2]
TYPE = LINEAR
HOME = 330.0
MAX_VELOCITY = 30.0
MAX_ACCELERATION = 180.0
STEPGEN_MAXACCEL = 225.0
SCALE = 800.0
FERROR = 1
MIN_FERROR = .25
MIN_LIMIT = 0.0
MAX_LIMIT = 330.001
HOME_OFFSET = 330.0
[RS274NGC]
PARAMETER_FILE = linuxcnc.var
SUBROUTINE_PATH = ./nc_subroutines (do tego podkatalogu wrzucamy change_tool.ngc)
REMAP=M6 modalgroup=6 ngc=change_tool
# start of tool length touchoff probe
[HALUI]
MDI_COMMAND = o<tool_probe> call
Ktoś pomoże?
Nie chcę zakładać nowego tematu, a chcę czujnik długości narzędzia. Zacząłem od stworzenia guzika wg kolegi syntetyczny, i to mi działa. Chciałem iść dalej tak jak kolega tomala89 i zrobić to jak kolega jacek-1210. Jak podepnę pod guzik plik tool_probe.ngc wywala błąd taki jak kolegi tomala89 na ostatnim zdjęciu.
Koledzy może podpowiedzą gdzie umieścić folder nc_subroutines w którym ma być plik change_tool.ngc i jak go zapisać w pliku ini.
REMAP=M6 modalgroup=6 ngc=change_tool , ten zapis sprawia problemy w pliku ini, jak usunę ten zapis to linux się włączy , jak go zostawię to się nie włącza i wyświetla komunikat:
Print file information:
RUN_IN_PLACE=no
LINUXCNC_DIR=
LINUXCNC_BIN_DIR=/usr/bin
LINUXCNC_TCL_DIR=/usr/lib/tcltk/linuxcnc
LINUXCNC_SCRIPT_DIR=
LINUXCNC_RTLIB_DIR=/usr/realtime-3.4-9-rtai-686-pae/modules/linuxcnc
LINUXCNC_CONFIG_DIR=
LINUXCNC_LANG_DIR=/usr/share/linuxcnc/tcl/msgs
INIVAR=inivar
HALCMD=halcmd
LINUXCNC_EMCSH=/usr/bin/wish8.5
LINUXCNC - 2.6.4
Machine configuration directory is '/home/wladi/linuxcnc/configs/wlado-frezarka'
Machine configuration file is 'wlado-frezarka.ini'
INIFILE=/home/wladi/linuxcnc/configs/wlado-frezarka/wlado-frezarka.ini
PARAMETER_FILE=linuxcnc.var
TASK=milltask
HALUI=halui
DISPLAY=axis
Starting LinuxCNC...
Starting LinuxCNC server program: linuxcncsvr
Loading Real Time OS, RTAPI, and HAL_LIB modules
Starting LinuxCNC IO program: io
Starting HAL User Interface program: halui
Starting TASK program: milltask
Starting DISPLAY program: axis
emc/task/emctask.cc 389: interp_error: Plik nie jest otwarty
Plik nie jest otwarty
emc/task/emctaskmain.cc 3003: can't initialize interpreter
waiting for s.axes
waiting for s.axes
waiting for s.axes
waiting for s.axes
waiting for s.axes
waiting for s.axes
waiting for s.axes
waiting for s.axes
waiting for s.axes
Shutting down and cleaning up LinuxCNC...
Killing task linuxcncsvr, PID=3310
Removing HAL_LIB, RTAPI, and Real Time OS modules
Removing NML shared memory segments
Debug file information:
NGC file not found: ngc=change_tool - 128:REMAP = M6 modalgroup=6 ngc=change_tool
A configuration error is preventing LinuxCNC from starting.
More information may be available when running from a terminal.
A plik ini wygląda tak:
[EMC]
MACHINE = wlado-frezarka
DEBUG = 0
[DISPLAY]
DISPLAY = axis
EDITOR = gedit
POSITION_OFFSET = RELATIVE
POSITION_FEEDBACK = ACTUAL
ARCDIVISION = 64
GRIDS = 10mm 20mm 50mm 100mm 1in 2in 5in 10in
MAX_FEED_OVERRIDE = 1.2
MIN_SPINDLE_OVERRIDE = 0.5
MAX_SPINDLE_OVERRIDE = 1.2
DEFAULT_LINEAR_VELOCITY = 50.00
MIN_LINEAR_VELOCITY = 0.5
MAX_LINEAR_VELOCITY = 50.00
INTRO_GRAPHIC = linuxcnc.gif
INTRO_TIME = 5
PROGRAM_PREFIX = /home/wladi/linuxcnc/nc_files
INCREMENTS = 5mm 1mm 0.5mm 0.1mm 0.05mm 0.01mm
PYVCP = panel.xml
[FILTER]
PROGRAM_EXTENSION = .png,.gif,.jpg Greyscale Depth Image
PROGRAM_EXTENSION = .py Python Script
png = image-to-gcode
gif = image-to-gcode
jpg = image-to-gcode
py = python
[TASK]
TASK = milltask
CYCLE_TIME = 0.010
[TOOLSENSOR]
X = 30
Y = 30
Z = 70
MAXPROBE=65
# abort change if no toolsensor contact after this probe distance
[AFTER_CHANGE_POSITION]
X = 30
Y = 30
Z = 200
[EMCMOT]
EMCMOT = motmod
COMM_TIMEOUT = 1.0
COMM_WAIT = 0.010
BASE_PERIOD = 41666
SERVO_PERIOD = 1000000
[HAL]
HALFILE = wlado-frezarka.hal
HALFILE = custom.hal
POSTGUI_HALFILE = custom_postgui.hal
HALUI = halui
[TRAJ]
AXES = 3
COORDINATES = X Y Z
LINEAR_UNITS = mm
ANGULAR_UNITS = degree
CYCLE_TIME = 0.010
DEFAULT_VELOCITY = 5.00
MAX_VELOCITY = 50.00
[EMCIO]
EMCIO = io
CYCLE_TIME = 0.100
TOOL_TABLE = tool.tbl
TOOL_CHANGE_POSITION = 30 30 200
[AXIS_0]
TYPE = LINEAR
HOME = 0.0
MAX_VELOCITY = 50.0
MAX_ACCELERATION = 300.0
STEPGEN_MAXACCEL = 375.0
SCALE = 400.0
FERROR = 1
MIN_FERROR = .25
MIN_LIMIT = -0.001
MAX_LIMIT = 450.0
HOME_OFFSET = 0.000000
HOME_SEARCH_VEL = -10.000000
HOME_LATCH_VEL = 1.250000
[AXIS_1]
TYPE = LINEAR
HOME = 260.0
MAX_VELOCITY = 50.0
MAX_ACCELERATION = 300.0
STEPGEN_MAXACCEL = 375.0
SCALE = 400.0
FERROR = 1
MIN_FERROR = .25
MIN_LIMIT = 0.0
MAX_LIMIT = 260.001
HOME_OFFSET = 260.000000
HOME_SEARCH_VEL = -10.000000
HOME_LATCH_VEL = -1.250000
[AXIS_2]
TYPE = LINEAR
HOME = 330.0
MAX_VELOCITY = 30.0
MAX_ACCELERATION = 180.0
STEPGEN_MAXACCEL = 225.0
SCALE = 800.0
FERROR = 1
MIN_FERROR = .25
MIN_LIMIT = 0.0
MAX_LIMIT = 330.001
HOME_OFFSET = 330.0
[RS274NGC]
PARAMETER_FILE = linuxcnc.var
SUBROUTINE_PATH = ./nc_subroutines (do tego podkatalogu wrzucamy change_tool.ngc)
REMAP=M6 modalgroup=6 ngc=change_tool
# start of tool length touchoff probe
[HALUI]
MDI_COMMAND = o<tool_probe> call
Ktoś pomoże?






