



Cześć,
mój problem polega na tym, że :
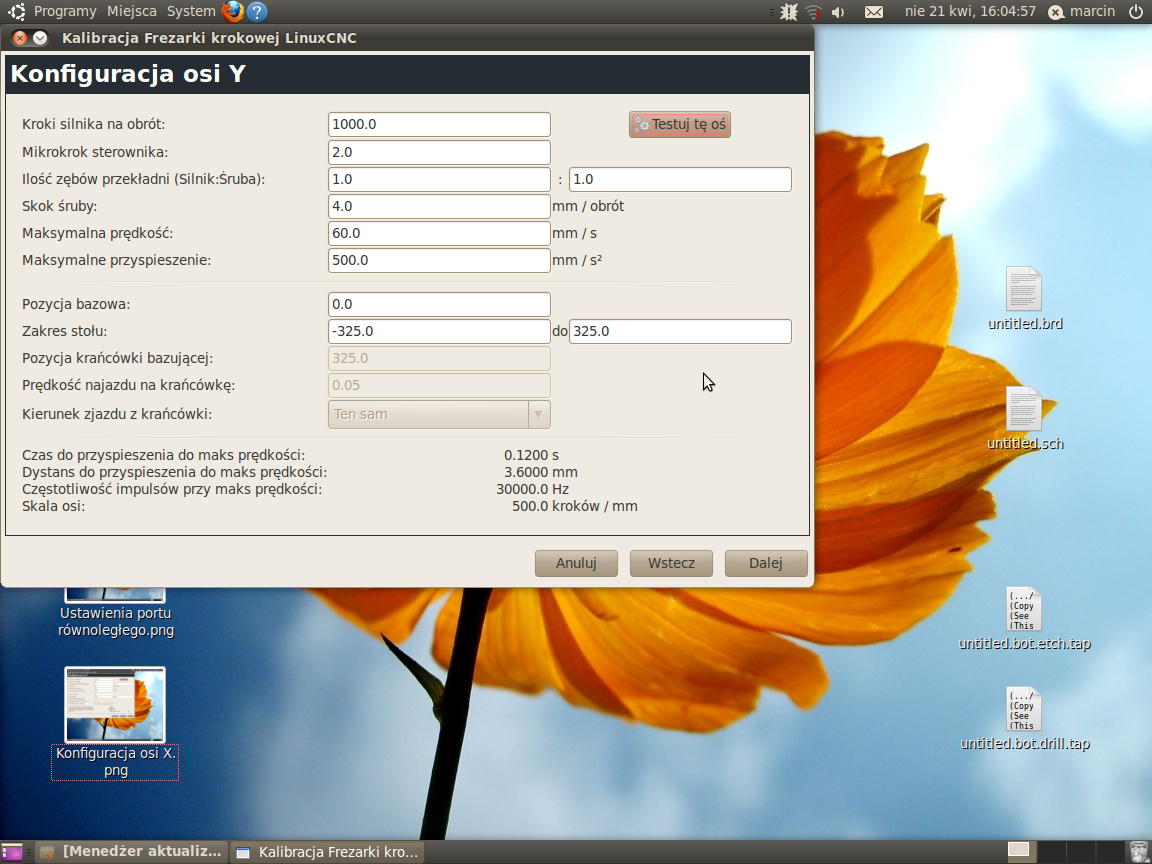
Po skonfigurowaniu programu LinuxCNC z maszyną, gdzie ustawiłem liczbę kroków i przyśpieszenie tak by uzyskać zadowalającą prędkość.
Włączam test na jakiś dystans np 10cm, maszyna wykonuje ten ruch szybko i faktycznie 10cm.
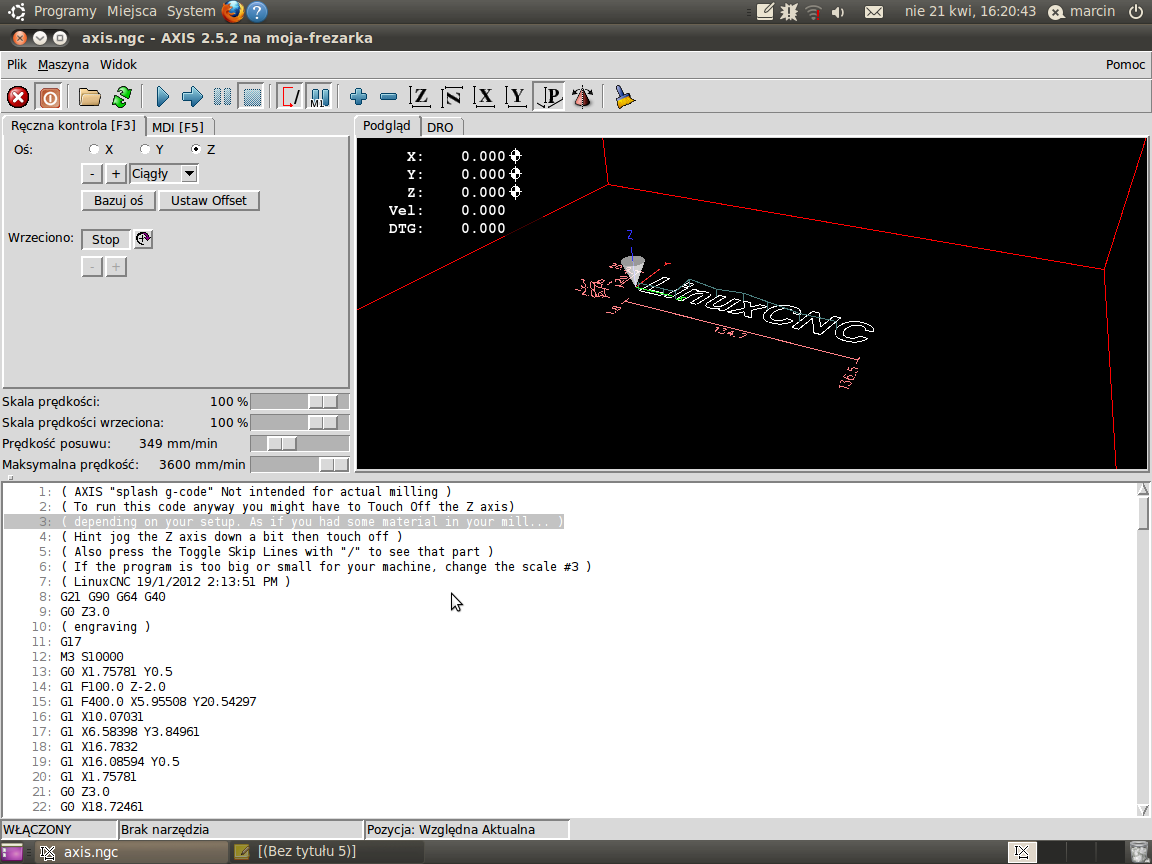
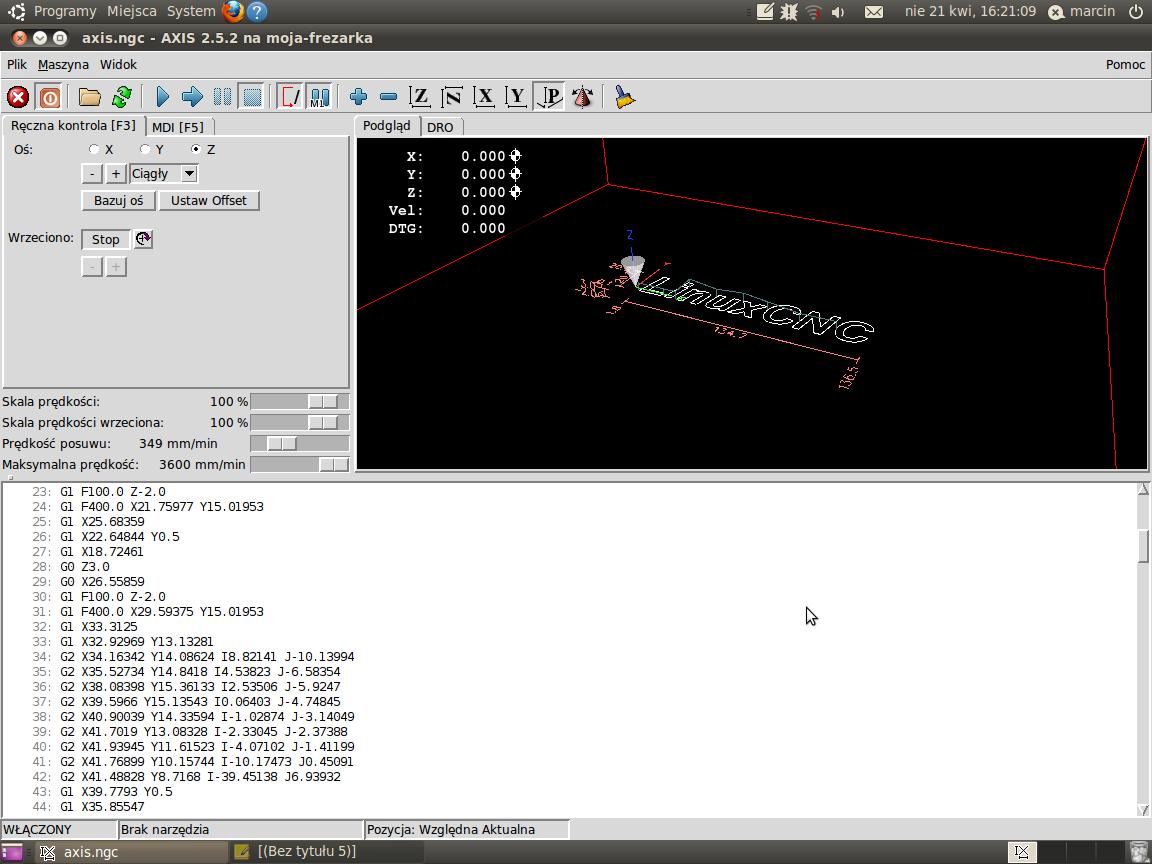
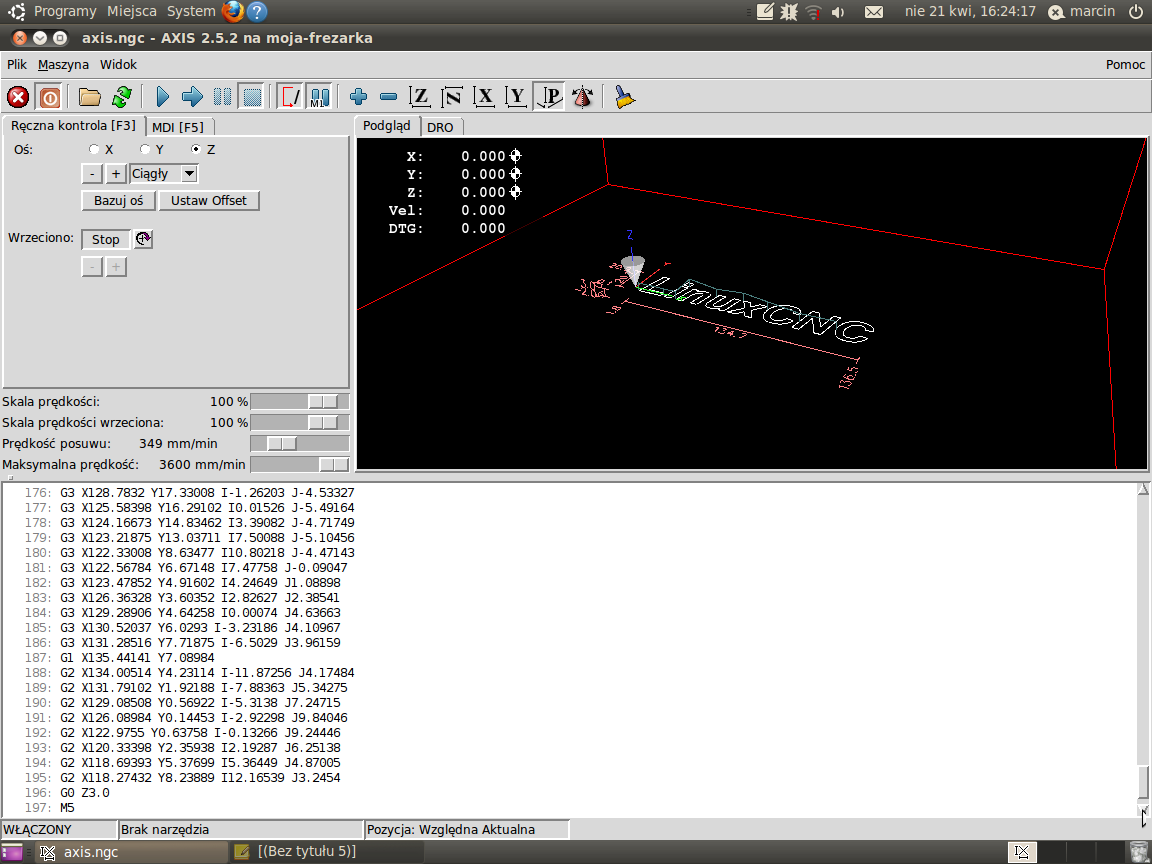
Problem wychodzi przy uruchomieniu programu do frezowania, przykładowo sam napis LinuxCNC lub jakiś układ z Eagle.
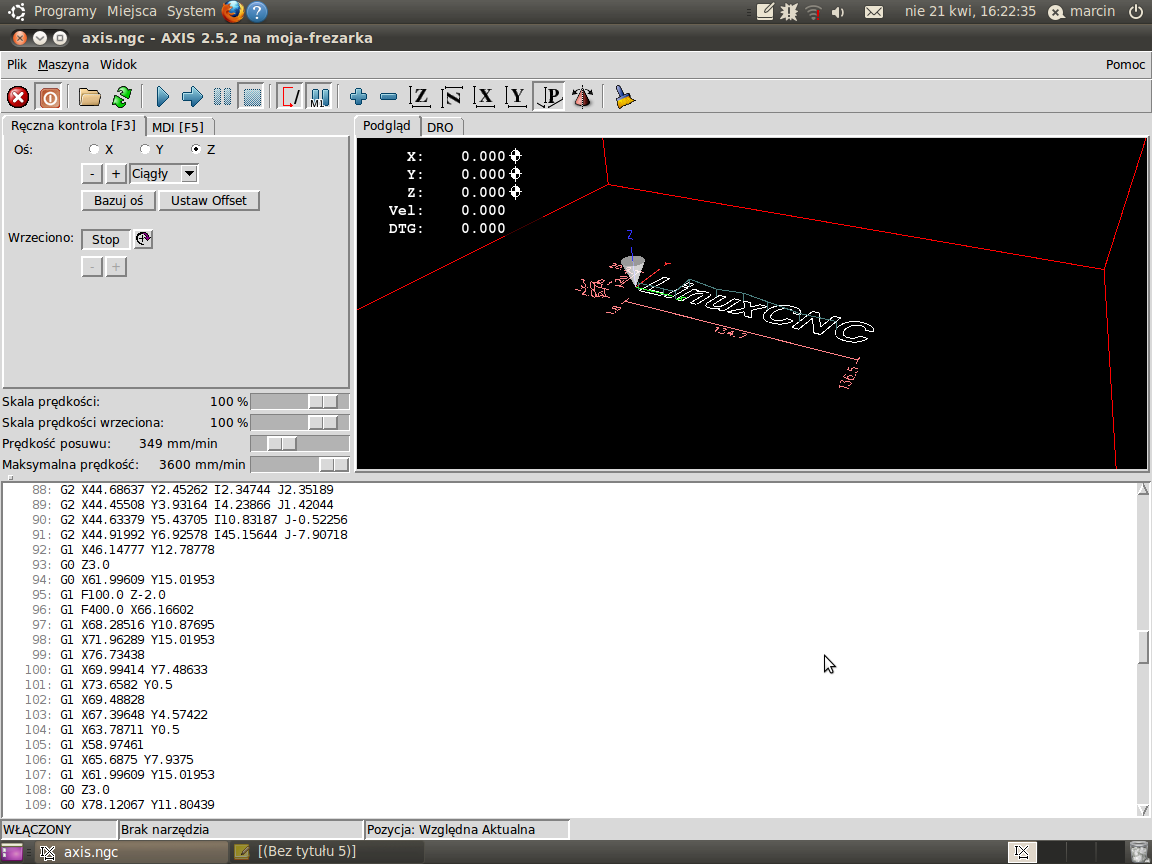
Ustawiam prędkość na max, a tu maszyna porusza się w ślimaczym tempie i wymiar jest znacznie mniejszy.
Co jest tego przyczyną?
Dlaczego test przy konfiguracji wychodzi normalnie a już uruchomienie programu zmniejsza kolosalnie prędkość i wymiar?
Jak sobie z tym poradzić?
Pozdrawiam.
Uruchomienie programu, konfiguracja, klapa.


-
 syntetyczny
syntetyczny
- Lider FORUM (min. 2000)
")
- Posty w temacie: 1
- Posty: 2668
- Rejestracja: 08 gru 2009, 22:33
- Lokalizacja: Elbląg
- Kontakt:


-
titleDe
Autor tematu - Specjalista poziom 1 (min. 100)
")
- Posty w temacie: 5
- Posty: 171
- Rejestracja: 09 lip 2010, 18:56
- Lokalizacja: Bydgoszcz
Witam,
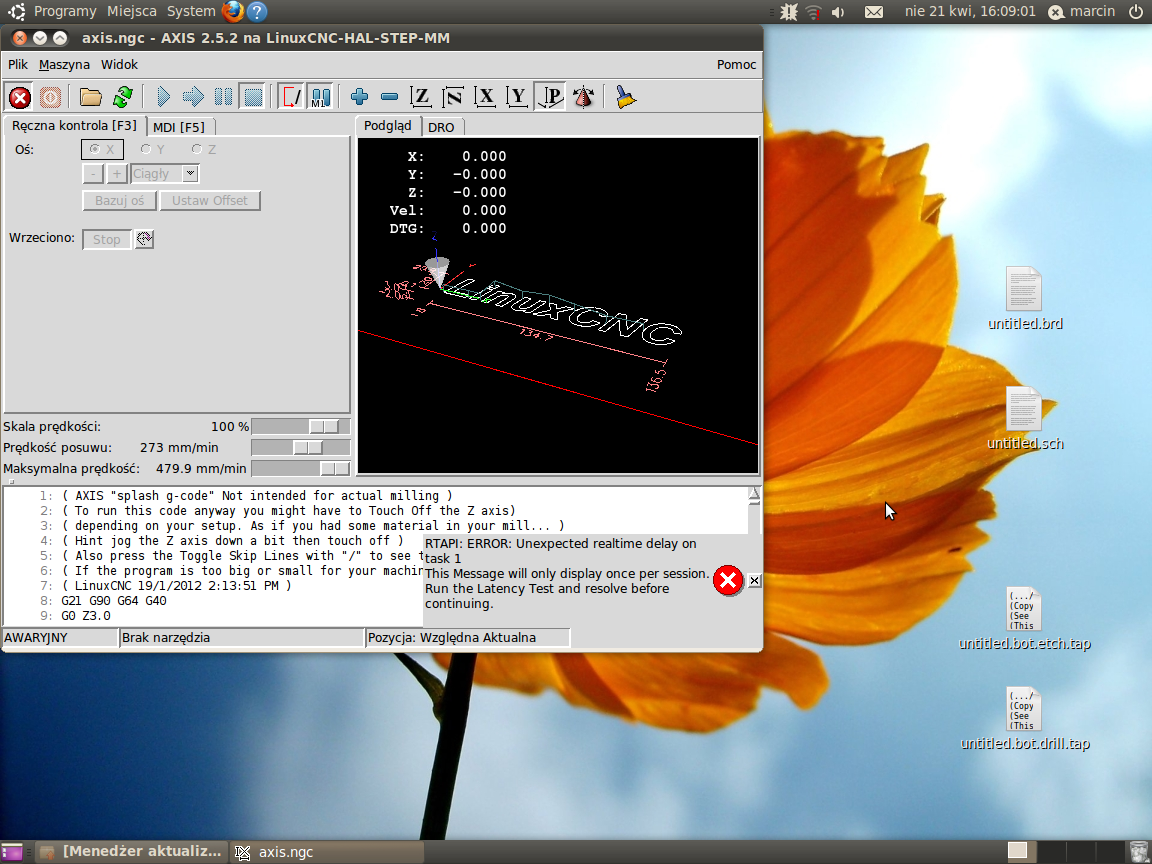
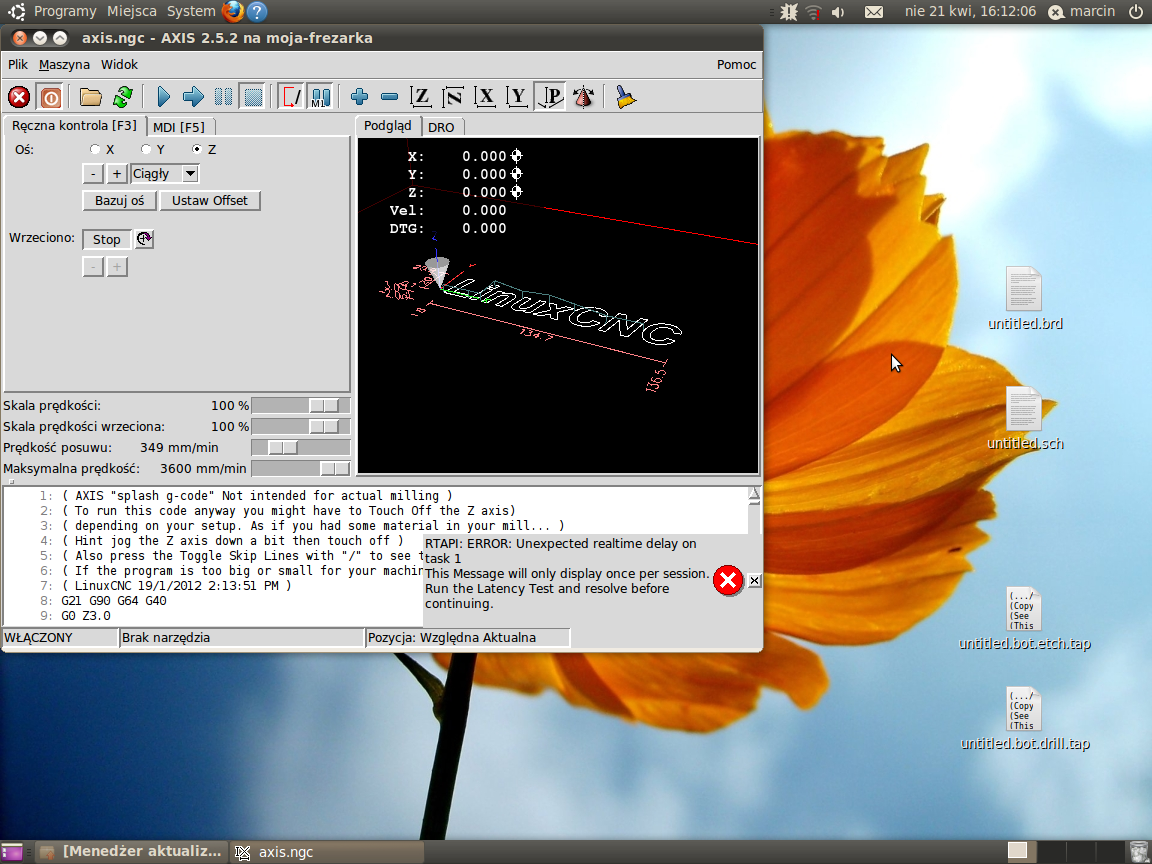
zaznaczę, że przy testowaniu osi wymiar i prędkość są odpowiednie. Przy uruchomieniu np. przejazdu z LinuxCNC i ustawieniu maksymalnej prędkości posuwu idzie to powolnie i znacznie mniejsze niż pokazuje program.



zaznaczę, że przy testowaniu osi wymiar i prędkość są odpowiednie. Przy uruchomieniu np. przejazdu z LinuxCNC i ustawieniu maksymalnej prędkości posuwu idzie to powolnie i znacznie mniejsze niż pokazuje program.
- Załączniki
-
- Informacje.rar
- (25.95 KiB) Pobrany 197 razy
-
 pascalPL
pascalPL
- Specjalista poziom 2 (min. 300)
- Posty w temacie: 2
- Posty: 546
- Rejestracja: 10 cze 2011, 14:19
- Lokalizacja: Lublin
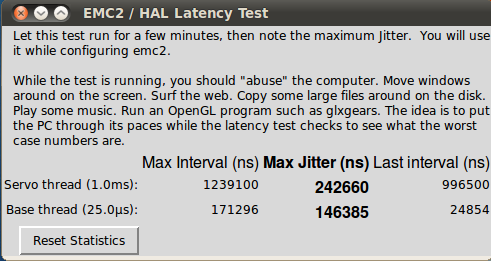
Mialem tak samo na laptopie IBM T30. Chodzi o jitter. U mnie pomógł smi dodany do rtai. I z kosmicznego jittera doprowadzilem do 34tys max.
A co do predkosci. Ogladam z komorki wiec obrazki sa dla mnie nieczytelne, ale:
- Jak dobrze pamietam to ten gcode z linuxcnc ma domyslna predkosc 400mm/min.
- na tych obrazkach widze suwak od posuwu skrecony na 10%. Wez go przesun na max. Suwak jest w dolnym lewym rogu, w sumie jest ich 4.
A co do predkosci. Ogladam z komorki wiec obrazki sa dla mnie nieczytelne, ale:
- Jak dobrze pamietam to ten gcode z linuxcnc ma domyslna predkosc 400mm/min.
- na tych obrazkach widze suwak od posuwu skrecony na 10%. Wez go przesun na max. Suwak jest w dolnym lewym rogu, w sumie jest ich 4.
-
titleDe
Autor tematu - Specjalista poziom 1 (min. 100)
- Posty w temacie: 5
- Posty: 171
- Rejestracja: 09 lip 2010, 18:56
- Lokalizacja: Bydgoszcz
Kolego tuxcnc, do tej pory na ten wątek odpisałeś trzy razy, podaj mi powód dla którego nie napisałeś nic konkretnego?
Forum jest od zadawania pytań, pytający/ udzielający odpowiedzi.
Zresztą..
Rozumiem, że parametry Latency test są nieodpowiednie, spowodowane jest to pracą komputera.
Jak wiec sobie z tym poradzić?
Czy właśnie to może być przyczyną pracy maszyny przy wykonywaniu programu (podczas testu wszystko się zgadza)?
Zaznaczę, że korzystając z programu Mach 2 i Mach 3, nie miałem żadnych problemów, wszystko działało szybko i sprawnie.
Proszę o nie udzielanie się w tym wątku użytkownika: tuxcnc , nie szukam dyskusji tylko pomocy.
Pozdrawiam.
Forum jest od zadawania pytań, pytający/ udzielający odpowiedzi.
Zresztą..
Rozumiem, że parametry Latency test są nieodpowiednie, spowodowane jest to pracą komputera.
Jak wiec sobie z tym poradzić?
Czy właśnie to może być przyczyną pracy maszyny przy wykonywaniu programu (podczas testu wszystko się zgadza)?
Zaznaczę, że korzystając z programu Mach 2 i Mach 3, nie miałem żadnych problemów, wszystko działało szybko i sprawnie.
Proszę o nie udzielanie się w tym wątku użytkownika: tuxcnc , nie szukam dyskusji tylko pomocy.
Pozdrawiam.






