



Witam,
zainstalowałem Linuxcnc, załadowałem przykładowy wzór "spiralę", lecz nie dostępne są opcje uruchomienia.
Po uruchomieniu programu, na głównej stronie "Ręczna kontrola" jest nieaktywna, nie mogę nic zaznaczyć/zmienić.
Na pasku w opcji "Maszyna", nie mam aktywnej opcji uruchomienia, pauza, bazowanie itp.
Jak się z tym uporać?
Pozdrawiam.
Uruchomienie programu, brak opcji.


-
titleDe
Autor tematu - Specjalista poziom 1 (min. 100)
")
- Posty w temacie: 6
- Posty: 171
- Rejestracja: 09 lip 2010, 18:56
- Lokalizacja: Bydgoszcz
Mam podpiętą maszynę.
Mimo, gdy konfigurowałem sprzęt i osie się poruszały (przy teście), to nadal nie było opcji uruchomienia.
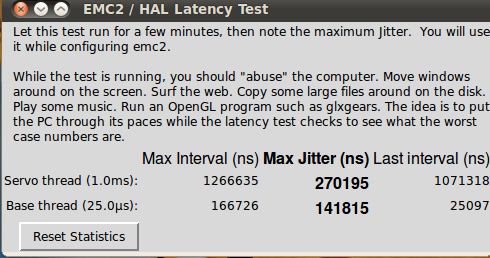
Miałem natomiast informację: "Run the Latency Test and resolve before continuing", uruchamiam ten test i ładuje się jakaś suma cyfr i dalej nic.
Teraz dodatkowo wyświetla mi się informacja: "You are have no hostmat2 filmware downloaded in folder" oraz informacja, że maszyna jest niepodłączona, mimo że precuje- jest włączona.
F1 i F2 nic nie zmieniają.
Pozdrawiam.
Mimo, gdy konfigurowałem sprzęt i osie się poruszały (przy teście), to nadal nie było opcji uruchomienia.
Miałem natomiast informację: "Run the Latency Test and resolve before continuing", uruchamiam ten test i ładuje się jakaś suma cyfr i dalej nic.
Teraz dodatkowo wyświetla mi się informacja: "You are have no hostmat2 filmware downloaded in folder" oraz informacja, że maszyna jest niepodłączona, mimo że precuje- jest włączona.
F1 i F2 nic nie zmieniają.
Pozdrawiam.
-
titleDe
Autor tematu - Specjalista poziom 1 (min. 100)
- Posty w temacie: 6
- Posty: 171
- Rejestracja: 09 lip 2010, 18:56
- Lokalizacja: Bydgoszcz
Moja maszyna to frezarka, na sterowniku 3 osiowym od CNC profi, sterowana przez LPT.
Forum//Rozszerzenie hal i ini jest niedozwolone
Forum//Rozszerzenie hal i ini jest niedozwolone
Ostatnio zmieniony 18 mar 2013, 14:14 przez titleDe, łącznie zmieniany 1 raz.
-
micges
- Specjalista poziom 1 (min. 100)
- Posty w temacie: 6
- Posty: 293
- Rejestracja: 08 sty 2010, 02:04
- Lokalizacja: Toruń
Sterować się da przy wartościach poniżej 60000 przy base-thread.
W biosie powyłączaj wszystko co niepotrzebne, łącznie z hyperthreadingiem.
Tu masz opisane co można próbować zrobić aby mieć mniejsze wartości latency-test.
http://wiki.linuxcnc.org/cgi-bin/wiki.p ... or_details
a co do niemożliwości uruchomienia to muszę widzieć konfigurację żeby coś podpowiedzieć, jest zylion możliwości co może być nie tak.
W biosie powyłączaj wszystko co niepotrzebne, łącznie z hyperthreadingiem.
Tu masz opisane co można próbować zrobić aby mieć mniejsze wartości latency-test.
http://wiki.linuxcnc.org/cgi-bin/wiki.p ... or_details
a co do niemożliwości uruchomienia to muszę widzieć konfigurację żeby coś podpowiedzieć, jest zylion możliwości co może być nie tak.






