



Czasem trzeba wytoczyć stożek od wewnątrz - moja tokarka na przykład strasznie hałasuje, jak jej każę zrobić na raz fazkę szerszą niż milimetr, właśnie sprzedałem konik, którego pinoli używałem do mocowania frezów ze stożkowym uchwytem w uchwycie tokarki. Muszę wytoczyć sobie własny.
Na warsztat poszła procedura stożka - zapodaję efekt wizualny, kod wrzucę, jak odpalę maszynę roboczą.
[youtube][/youtube]
NGCGUI - stożek od wewnątrz


-
 MlKl
MlKl
Autor tematu - Lider FORUM (min. 2000)
")
- Posty w temacie: 10
- Posty: 3703
- Rejestracja: 15 sie 2010, 13:44
- Lokalizacja: Błonie
- Kontakt:
Masz, ale nie wrzuciłeś 
Moja jest taka:
Moja jest taka:
Kod: Zaznacz cały
; Author: Z. Maciej "Miki" Bajkowski
(info: Stożek zewnętrzny lub wewnętrzny od prawej )
o<stozek> sub
#<MaxRPM> = #1 (= 3000 Obroty wrzeciona RPM)
#<SurfaceUnitsMin> = #2 (= 150 skrawanie mm/min)
#<Przybranie> = #3 (= 0.5 Przybranie materiału)
#<Z-Start> = #4 (= 0.000 Start na osi Z)
#<kat> = #5 (= 10 Kąt stożka)
#<dlugosc_stozka> = #6 (=30 Długość stożka)
#<srednica_walka> = #7 (=30 Średnica początkowa)
#<Coolant> = #8 (=8 Chłodziwo=8, Wyłączone=9)
#<wewn> =#9 (=0 1 włącza stożek wewnętrzny)
#<zebrane_max> = [tan[#<kat>]*[#<dlugosc_stozka>]]
#<ilosc_przybran> = [[#<zebrane_max>]/[#<przybranie>]]
#<zejscie_dlugosci> = [[#<dlugosc_stozka>]/[#<ilosc_przybran>]/2]
#2 = #<zejscie_dlugosci>
#1 = 0
s[#<MaxRPM>]
o100 while [#<ilosc_przybran> gt 0]
#1=[[#1]+[#<przybranie>]]
g0 z1
o110 if [#<wewn> gt 0]
x[[#<srednica_walka>]+[#1]]
o110 else
x[[#<srednica_walka>]-[#1]]
o110 endif
z0
g1 f[#<SurfaceUnitsMin>] z-[#<zejscie_dlugosci>] x[#<srednica_walka>]
o120 if [#<wewn> gt 0]
g0 x[[#<srednica_walka>]-1]
o120 else
g0 x[[#<srednica_walka>]+1]
o120 endif
#<ilosc_przybran> = [[#<ilosc_przybran>] - [#<przybranie>]]
#<zejscie_dlugosci> = [[#<zejscie_dlugosci>]+[#2]]
o100 endwhile ( koniec toczenia )
g0 z1
o<stozek> endsub
")
-
kamar
- Lider FORUM (min. 2000)
- Posty w temacie: 20
- Posty: 17188
- Rejestracja: 18 wrz 2010, 06:17
- Lokalizacja: Kozienice
- Kontakt:
Też mi rzuca błedem - za duże zagłebienie procedur
Sprawdż tą :
Sprawdż tą :
Kod: Zaznacz cały
( ------------------------------ )
( F A Z A W E W )
( ------------------------------ )
( Kamar )
( Time-stamp: <2012-07-20 14:01> )
( ------------------------------ )
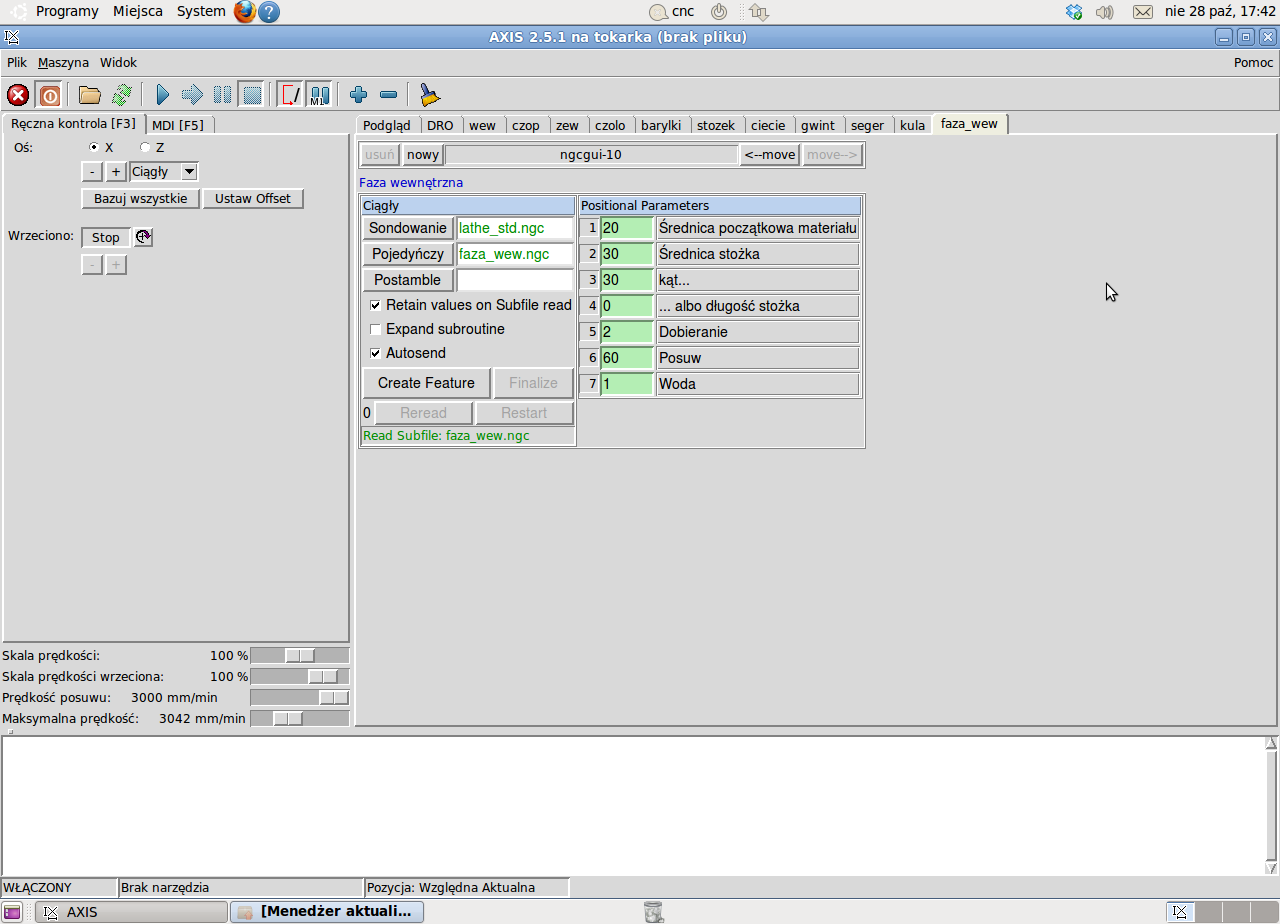
(info: Faza wewnętrzna )
o<faza_wew> sub
#<sr_pocz> = #1 (=20 Średnica początkowa materiału)
#<sr_stozka> = #2 (=30 Średnica stożka)
#<kat> = #3 (=30 kąt...)
#<dlugosc> = #4 (=0 ... albo długość stożka)
#<dobieranie> = #5 (=2 Dobieranie)
#<posuw> = #6 (=60 Posuw)
#<woda> = #7 (=1 Woda)
g7
g61
m3 s1
o1 if [#<woda> eq 1]
M8
o1 endif
#<akt_z> = 0
#<akt_x> = #<sr_pocz>
o5 if [#<kat> eq 0]
#<kroki> = FUP[[#<sr_stozka> - #<sr_pocz>] / #<dobieranie>]
#<dobieranie_z> = [#<dlugosc> / #<kroki>]
o5 else
#<dobieranie_z> = #<dobieranie>
o5 endif
o100 while [#<akt_x> lt #<sr_stozka>]
#<akt_x> = [#<akt_x> + #<dobieranie>]
o110 if [#<akt_x> gt #<sr_stozka>]
#<akt_x> = #<sr_stozka>
o110 endif
#<akt_z> = [#<akt_z> - #<dobieranie_z>]
g0 x#<akt_x>
g0 z0.5
g1 z0 f#<posuw>
o10 if [#<kat> eq 0]
g1 x#<sr_pocz> z#<akt_z> f#<posuw>
o10 else
g1 x#<sr_pocz> z[[#<akt_z>/tan[#<kat>]] / 2] f#<posuw>
o10 endif
g0 z0.5
o100 endwhile
o<faza_wew> endsub-
MlKl
Autor tematu - Lider FORUM (min. 2000)
- Posty w temacie: 10
- Posty: 3703
- Rejestracja: 15 sie 2010, 13:44
- Lokalizacja: Błonie
- Kontakt:
Toć to są procedury, które można dowolnie modyfikować. Łatwiej sobie poprawić, jak robić wszystko od nowa.
Faktycznie przybranie się coś multiplikuje - im mniejsze, tym więcej przebiegów, więcej niż być powinno, ale wartości kąta i długości stożka zostają zachowane.
Nie udało mi się zaobserwować błędu za dużego zagłębienia procedur. U mnie to działa, działają też procedury sporo bardziej skomplikowane. Bo ta jest stosunkowo prosta.
Faktycznie przybranie się coś multiplikuje - im mniejsze, tym więcej przebiegów, więcej niż być powinno, ale wartości kąta i długości stożka zostają zachowane.
Nie udało mi się zaobserwować błędu za dużego zagłębienia procedur. U mnie to działa, działają też procedury sporo bardziej skomplikowane. Bo ta jest stosunkowo prosta.






