



Pisanie G-code pod LinuxCNC


-
 MlKl
MlKl
Autor tematu - Lider FORUM (min. 2000)
")
- Posty w temacie: 37
- Posty: 3703
- Rejestracja: 15 sie 2010, 13:44
- Lokalizacja: Błonie
- Kontakt:
Chłopie - Linux nie jest dla małp. Jak nie rozumiesz wpisywanego polecenia, to go nie wpisuj, tylko sprawdź w googlarce, co ono oznacza i co ma zrobić. Podstawy Linuxa są aż nadto dokładnie opisane, nikt tu ci ich łopatologicznie do główki wbijał nie będzie.
"Blokada" konta root w Ubuntu polega na tym, że nie ma ono ustawionego żadnego hasła, a system wymaga, żeby konto hasło miało.
sudo passwd root
to polecenie, które przetłumaczone na polski brzmi: chcę się przelogować na konto root i ustawić dla niego hasło.
Oczywiście system żąda podania tego hasła, potem zapyta o powtórzenie go, i dopiero zapisze.
"Blokada" konta root w Ubuntu polega na tym, że nie ma ono ustawionego żadnego hasła, a system wymaga, żeby konto hasło miało.
sudo passwd root
to polecenie, które przetłumaczone na polski brzmi: chcę się przelogować na konto root i ustawić dla niego hasło.
Oczywiście system żąda podania tego hasła, potem zapyta o powtórzenie go, i dopiero zapisze.
-
blasterpl
- ELITA FORUM (min. 1000)
")
- Posty w temacie: 13
- Posty: 1943
- Rejestracja: 13 sty 2012, 18:49
- Lokalizacja: jelenia gora
Dobra w końcu to ogarnąłem,potrafię wkleić co trzeba i gdzie trzeba,bo już myślałem ze się cofnąłem do małp  .nie nie to nie koniec.Teraz taki problem przy odpaleniu linuxcnc pojawia się błąd: ngcgui error file contains lines before sub (i tak kilkanaście razy) .Jak wyrzucę z katalogu lathe plik polkula.ngc to błędu nie ma i pojawia się w oknie linuxcnc zakładka polkula(oczywiście pusta)
.nie nie to nie koniec.Teraz taki problem przy odpaleniu linuxcnc pojawia się błąd: ngcgui error file contains lines before sub (i tak kilkanaście razy) .Jak wyrzucę z katalogu lathe plik polkula.ngc to błędu nie ma i pojawia się w oknie linuxcnc zakładka polkula(oczywiście pusta)
-
Tomek Bernacki
- Nowy użytkownik, używaj wyszukiwarki

- Posty w temacie: 3
- Posty: 5
- Rejestracja: 13 mar 2013, 13:49
- Lokalizacja: Górsko
Witam.
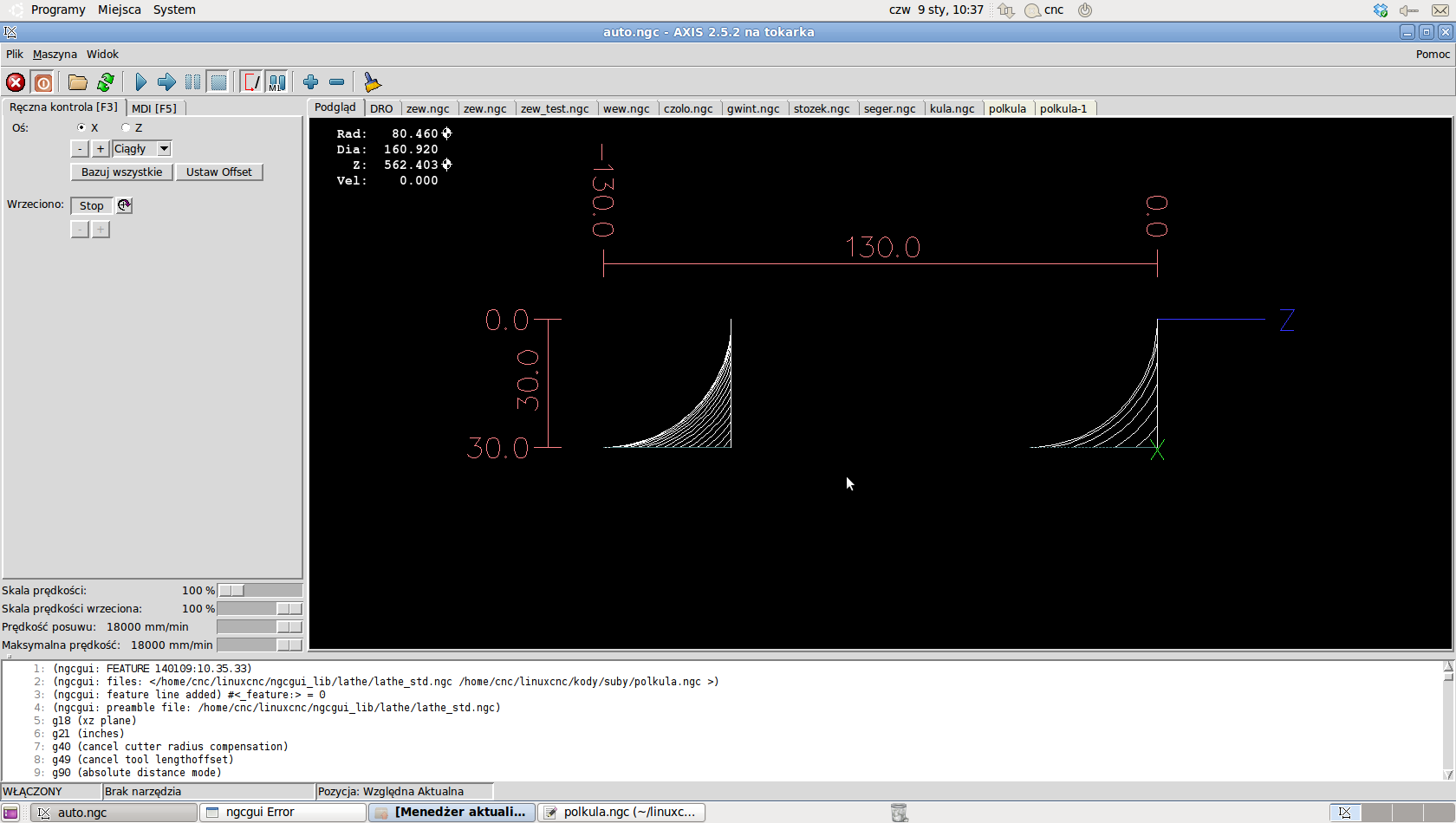
Zrobiłem już prototypową tokarkę do drewna więc postanowiłem się wziąć za procedury NGCGUI. Napisałem kod na toczenie półkuli i toczenie zewnętrzne wałka, stożek wziąłem od kolegi kamara z jego strony.
Mój problem leży w tym że, gdy użyję dwa razy procedury stożka od kamara mogę wygenerować go 2 razy w 2 różnych miejscach np. pierwszy w punkcie 0 na osi Z a drugi w punkcie -100 na osi Z. Gdy chcę natomiast użyć swoich procedur np. na półkulę generuje mi tylko tą pierwszą w punkcie 0 a tej drugiej jakby w ogóle nie widział.
Mam nadzieję że w miarę jasno się wyraziłem. Nie wiem gdzie szukać problemu w tym przypadku, dlatego zwracam się tutaj na forum. W razie potrzeby podeślę też screeny to obrazujące i pliki z procedurami.
Pozdrawiam
Tomek
Zrobiłem już prototypową tokarkę do drewna więc postanowiłem się wziąć za procedury NGCGUI. Napisałem kod na toczenie półkuli i toczenie zewnętrzne wałka, stożek wziąłem od kolegi kamara z jego strony.
Mój problem leży w tym że, gdy użyję dwa razy procedury stożka od kamara mogę wygenerować go 2 razy w 2 różnych miejscach np. pierwszy w punkcie 0 na osi Z a drugi w punkcie -100 na osi Z. Gdy chcę natomiast użyć swoich procedur np. na półkulę generuje mi tylko tą pierwszą w punkcie 0 a tej drugiej jakby w ogóle nie widział.
Mam nadzieję że w miarę jasno się wyraziłem. Nie wiem gdzie szukać problemu w tym przypadku, dlatego zwracam się tutaj na forum. W razie potrzeby podeślę też screeny to obrazujące i pliki z procedurami.
Pozdrawiam
Tomek
-
Tomek Bernacki
- Nowy użytkownik, używaj wyszukiwarki
- Posty w temacie: 3
- Posty: 5
- Rejestracja: 13 mar 2013, 13:49
- Lokalizacja: Górsko
No właśnie mam M2. Poniżej mój kod na procedurkę półkuli. Jest jeszcze dość chaotyczna bo pisana dnia wczorajszego. Nie jest też ona jakoś wygórowana. Dcelowo ma być też rozbudowana tocząc półkulę na osi Z od zadanej średnicy do zadanej średnicy i w miejscu w którym sobie zażyczę (tak mi się to przyśniło i tak chciałbnym to zrobić )
Dzięki za jakiekolwiek wskazówki.
Pozdrawiam
Tomek
Kod: Zaznacz cały
o<polkula> sub
g18
g7
#<srednica_materialu> = #1 (=60 Srednica materialu)
#<dlugosc> = #2 (=30 dlugosc polkuli)
#<srednica_polkuli>= #3 (=60 srednica polkuli)
#<dobieranie> = #4 (=5 dobieranie materialu)
#<z_poczatkowe> = #5 (=0 długość przesuniecia poczatku Z)
#<posuw> =#6 (=1000 Predkos posuwu)
#<zm_dlugosc_z> = [#<dlugosc> / #<dobieranie>]
#<zm_srednica_x> = [#<srednica_polkuli> / [#<dobieranie> * 2]]
#<dzielenie_z>=[#<dlugosc> / #<zm_dlugosc_z>]
#<dzielenie_x>=[#<srednica_polkuli> / #<zm_srednica_x>]
#<zm_dlugosc>=0
#<zm_srednica>=#<srednica_polkuli>
g0 x[#<srednica_materialu>] z-[#<z_poczatkowe>]
o10 while [[#<zm_srednica> gt 0] AND [#<zm_dlugosc> lt #<dlugosc>]]
#<zm_dlugosc>=[#<zm_dlugosc>+#<dzielenie_z>]
#<zm_srednica>=[#<zm_srednica>-#<dzielenie_x>]
g1 x[#<zm_srednica>] z-[#<z_poczatkowe>] f#<posuw>
g3 x[#<srednica_polkuli>] z-[#<z_poczatkowe>+#<zm_dlugosc>] r[#<srednica_polkuli>/2] f#<posuw>
g0 x[#<srednica_polkuli>]
g0 z-[#<z_poczatkowe>]
o10 endwhile
m2
o<polkula> endsub
Pozdrawiam
Tomek
-
Tomek Bernacki
- Nowy użytkownik, używaj wyszukiwarki
- Posty w temacie: 3
- Posty: 5
- Rejestracja: 13 mar 2013, 13:49
- Lokalizacja: Górsko
O widzisz. Ogromne dzięki, działakamar pisze:Wykasuj !Tomek Bernacki pisze:No właśnie mam M2.
Przy okazji ogromne dzięki koledze MIKI i tobie kolego Kamar za ten wątek. Chwała Wam za to.
bez waszych subów i wypocin nie ogarnąłbym tego tematu.
Pozdrawiam
Tomek
-
ar_gon
- Sympatyk forum poziom 1 (min. 40)
")
- Posty w temacie: 2
- Posty: 49
- Rejestracja: 29 sty 2008, 21:33
- Lokalizacja: Polska
Mam pytanie odnośnie procedury:
Author: Z. Maciej "Miki" Bajkowski
(info: Toczenie półkuli lub zaokrąglenia krawędzi wałka. )
o<polkula> sub
#<promien_walca> = #1 (=30 Promień walca)
#<promien_na_plasko> = #2 (=20 Promień części bez zaokrąglenia. 0 - toczymy półkulę)
#<promien_kulki> = #3 (=15 Promień zaokrąglenia)
#<przybranie> = #4 (=3 Przybranie materiału)
#<przesuniecie_z> = #5 (=0 Punkt początku operacji na osi Z)
#<Coolant> = #6 (=8 8 - Chłodziwo włączone, 9 - wyłączone)
#<predkosc> = #7 (=400 Prędkość skrawania)
#<promien> = #<promien_walca>
; Turn the OD
M3 M#<Coolant> ; spindle cw, coolant on/off
#<walec> = 0
#<promien_walca> = [#<promien_walca>-#<promien_na_plasko>]
g18 (g7)
M3 S1000
g0 z[#<przesuniecie_z>+1] x[[#<promien>]+1]
o100 while [#<walec> lt [#<promien_walca>]]
#<walec>=[[#<walec>]+[#<przybranie>]]
x[[#<promien_walca>]-[#<walec>]+[[#<promien_na_plasko>]]]
z[#<przesuniecie_z>]
g3 x[[#<promien>]] z-[[#<walec>]-[#<przesuniecie_z>]] r[#<promien_kulki>] f[#<predkosc>]
g0
x [[#<promien>]+1]
z[#<przesuniecie_z>+1]
o100 endwhile ( koniec toczenia )
o<polkula> endsub
Wstukałem jak jest, to program pyta o zakończenie programu, jak na końcu wstawię m30 to o nic nie pyta, ale też nic nie robi - nie pyta o zmienne( a czy powinien?). Program do zataczania półkuli na wałku, fazy, czopy i inne z tego wątku, które wpisałem z palca, działają, a ten jest oporny.
Teraz tak patrzę na sub-endsub. Czy to zadziała wczytane jako pulkula.ngc, czy muszę inaczej zapisać i wywołać jako podprogram.
Author: Z. Maciej "Miki" Bajkowski
(info: Toczenie półkuli lub zaokrąglenia krawędzi wałka. )
o<polkula> sub
#<promien_walca> = #1 (=30 Promień walca)
#<promien_na_plasko> = #2 (=20 Promień części bez zaokrąglenia. 0 - toczymy półkulę)
#<promien_kulki> = #3 (=15 Promień zaokrąglenia)
#<przybranie> = #4 (=3 Przybranie materiału)
#<przesuniecie_z> = #5 (=0 Punkt początku operacji na osi Z)
#<Coolant> = #6 (=8 8 - Chłodziwo włączone, 9 - wyłączone)
#<predkosc> = #7 (=400 Prędkość skrawania)
#<promien> = #<promien_walca>
; Turn the OD
M3 M#<Coolant> ; spindle cw, coolant on/off
#<walec> = 0
#<promien_walca> = [#<promien_walca>-#<promien_na_plasko>]
g18 (g7)
M3 S1000
g0 z[#<przesuniecie_z>+1] x[[#<promien>]+1]
o100 while [#<walec> lt [#<promien_walca>]]
#<walec>=[[#<walec>]+[#<przybranie>]]
x[[#<promien_walca>]-[#<walec>]+[[#<promien_na_plasko>]]]
z[#<przesuniecie_z>]
g3 x[[#<promien>]] z-[[#<walec>]-[#<przesuniecie_z>]] r[#<promien_kulki>] f[#<predkosc>]
g0
x [[#<promien>]+1]
z[#<przesuniecie_z>+1]
o100 endwhile ( koniec toczenia )
o<polkula> endsub
Wstukałem jak jest, to program pyta o zakończenie programu, jak na końcu wstawię m30 to o nic nie pyta, ale też nic nie robi - nie pyta o zmienne( a czy powinien?). Program do zataczania półkuli na wałku, fazy, czopy i inne z tego wątku, które wpisałem z palca, działają, a ten jest oporny.
Teraz tak patrzę na sub-endsub. Czy to zadziała wczytane jako pulkula.ngc, czy muszę inaczej zapisać i wywołać jako podprogram.






