



Kolega to pisal poważnie?qqaz pisze:Bo Mach ma mi osiami ruszać (choć robi to koślawo, trzęsie, przerywa, no jest jako sterowanie do du**)
Ręczne przesuwanie osi maszyny z enkoderem following error


-
qqaz
- Lider FORUM (min. 2000)
")
- Posty w temacie: 8
- Posty: 2420
- Rejestracja: 28 sty 2007, 16:12
- Lokalizacja: Łódź
Pewnie że poważnie.
1 gdy zwiększyć % posuwu podczas obróbki to zamiast przyśpieszać G01 to przyspiesza całość - wraz z G00 co powoduje że trzeba mieć ustawioną prędkość przejazdową z odpowiednim niedomiarem.
2 Gkod czyta po linijce i zdarza się że stuka mimo ustawionego CV
3 nie zauważyłem skoku warunkowego - tylko pomijanie bloków w trakcie wczytywania. (Może jest warunkowe pomijanie bloku zależne od stanu pinu - nie wiem. Bo takie coś już by wystarczyło)
4 To wszystko powyżej (dla Macha 2) nie doskwiera mi jednak na tyle aby wywołało u mnie chęć poprawiania. Traktuje to że tak jest i już.
To tyle odnośnie Macha jako programu sterującego.
Natomiast zupełnie czym innym jest pisanie przez kol. linuxowców swoich procedur na wałek, fazkę, muchomora... Bo zwyczajnie piszecie własnego, podręcznego, idiotoodpornego CAM'a
Ale gdy już procedura gotowa to kilkakrotnie ją sprawdzacie czy poprawnie chodzi. I nikt nie zgłosi zarzutu że może sp...artaczyć detal. Bo sprawdził kod. I już.
Raczej puszczony był kod gdzie było 20 zamiast 10 - tylko Mach się nie domyślił że Gkod do du**. Jakoś do tej pory nie zauważyłem samodzielności tego programu - robi co ma robić , stoi gdy ma stać. No ale...
Jednak...
Coś tam puszczę, coś przykręcę, pozamiatam ale już nic jednocześnie nie zaprojektuję. Widać ociężały jestem
[ Dodano: 2012-12-17, 19:44 ]
I MACHEM ROBIONE!!!!
1 gdy zwiększyć % posuwu podczas obróbki to zamiast przyśpieszać G01 to przyspiesza całość - wraz z G00 co powoduje że trzeba mieć ustawioną prędkość przejazdową z odpowiednim niedomiarem.
2 Gkod czyta po linijce i zdarza się że stuka mimo ustawionego CV
3 nie zauważyłem skoku warunkowego - tylko pomijanie bloków w trakcie wczytywania. (Może jest warunkowe pomijanie bloku zależne od stanu pinu - nie wiem. Bo takie coś już by wystarczyło)
4 To wszystko powyżej (dla Macha 2) nie doskwiera mi jednak na tyle aby wywołało u mnie chęć poprawiania. Traktuje to że tak jest i już.
To tyle odnośnie Macha jako programu sterującego.
Natomiast zupełnie czym innym jest pisanie przez kol. linuxowców swoich procedur na wałek, fazkę, muchomora... Bo zwyczajnie piszecie własnego, podręcznego, idiotoodpornego CAM'a
Ale gdy już procedura gotowa to kilkakrotnie ją sprawdzacie czy poprawnie chodzi. I nikt nie zgłosi zarzutu że może sp...artaczyć detal. Bo sprawdził kod. I już.
nie wiem, jakoś to mało wraźnie napisane - Czyli było tak że kol puścił w Machu Gkod i poszło w buraki bo zamiast 10 wykonał 20???kamar pisze:Ja muszę mieć pewność, że mi nie sp....artaczy jak nie patrzę
Raczej puszczony był kod gdzie było 20 zamiast 10 - tylko Mach się nie domyślił że Gkod do du**. Jakoś do tej pory nie zauważyłem samodzielności tego programu - robi co ma robić , stoi gdy ma stać. No ale...
Pani na historii o Napoleonie opowiadała ale tak uniwersalnym być to mi nie wychodzi.kamar pisze:W tym momencie pracuję na trzech ( toczę duże koło na porebie, graweruję cyferki na kółeczku i na duzej frezarce kawał zelaza sie obrabia) a ja przeglądam forum i projektuję koziołka
Jednak...
Coś tam puszczę, coś przykręcę, pozamiatam ale już nic jednocześnie nie zaprojektuję. Widać ociężały jestem
[ Dodano: 2012-12-17, 19:44 ]
koziołek lub kózka coś na kształt wózka i choć fika obrotowo to wygląda odlotowo.kamar pisze:i projektuję koziołka)
I MACHEM ROBIONE!!!!
-
 MlKl
MlKl
- Lider FORUM (min. 2000)
- Posty w temacie: 8
- Posty: 3703
- Rejestracja: 15 sie 2010, 13:44
- Lokalizacja: Błonie
- Kontakt:
Do CAM-a naszym procedurkom jeszcze daleko To raczej odpowiednik kreatorów z Macha, tylko w Machu nie ma wbudowanego interfejsu do wiązania efektów działania wielu kreatorów w jednym podglądzie, a same kreatory pisze się w sposób mocno skomplikowany.
Efekt końcowy jednak jest faktycznie podobny - po poskładaniu detalu z zakładek NGCGUI na ekranie widać wizualizację całego procesu obróbki, a sprawdzić na sucho przed zapuszczeniem maszyny warto każdy bardziej skomplikowany detal, nawet przepuszczony przez drogiego CAM-a, bo i te nie są nieomylne.
Na tą chwilę brakuje mi wizualizacji przebiegu narzędzia między zakładkami - czyli drogi, jaką nóż przebywa od miejsca, w którym go zostawiła poprzednia zakładka do rozpoczecia kolejnej operacji.
Zaprogramowana z kilku zakładek całość wygląda na podglądzie pieknie:
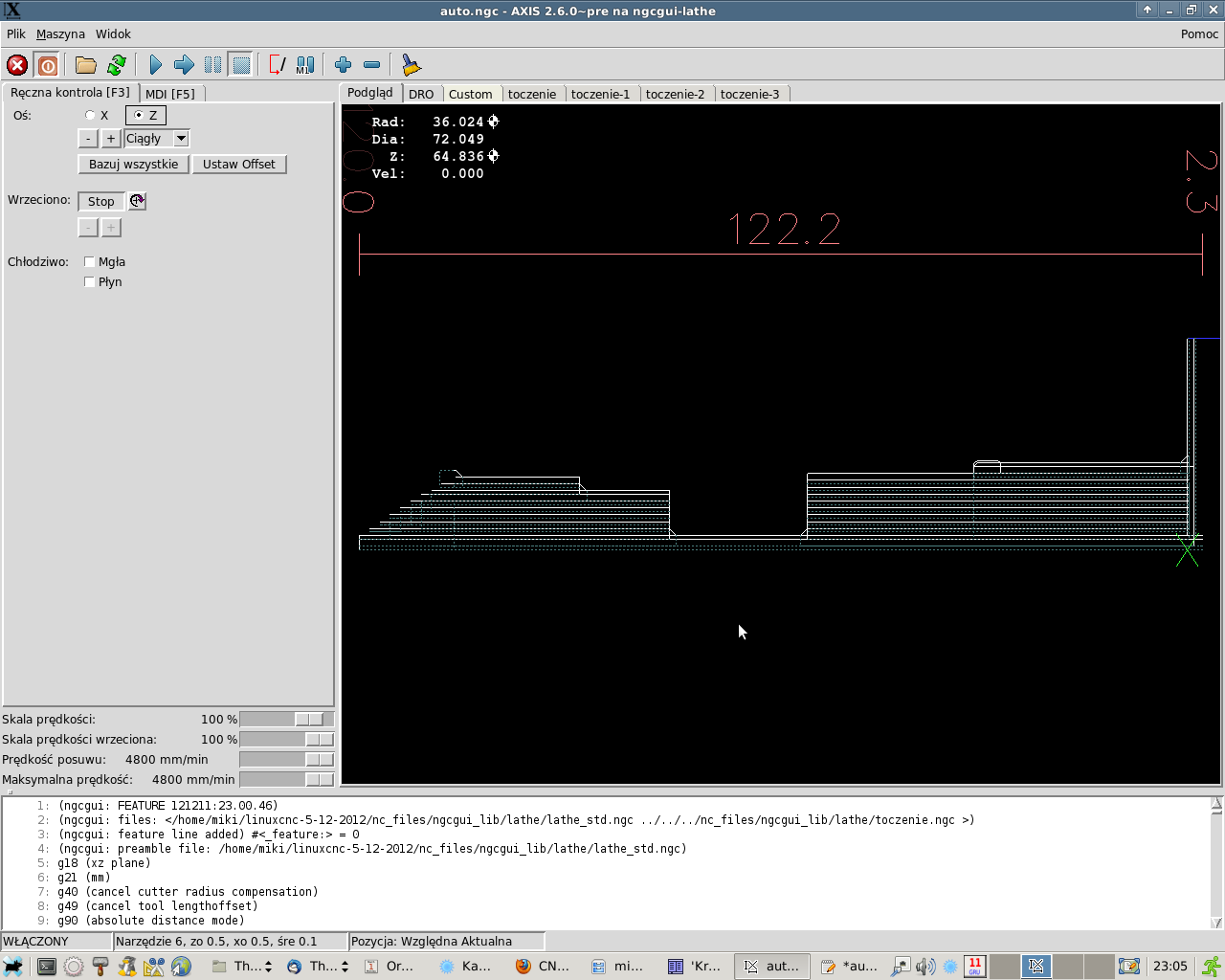
ale przelot między drugą a trzecią zakłądką wypadnie przez materiał, który ma zostać nieprzetoczony, i tego na podglądzie nie widać, pokaże się dopiero w testowym przebiegu.
Kreator pozwala to poprawić, ale wolałbym to widzieć od razu.
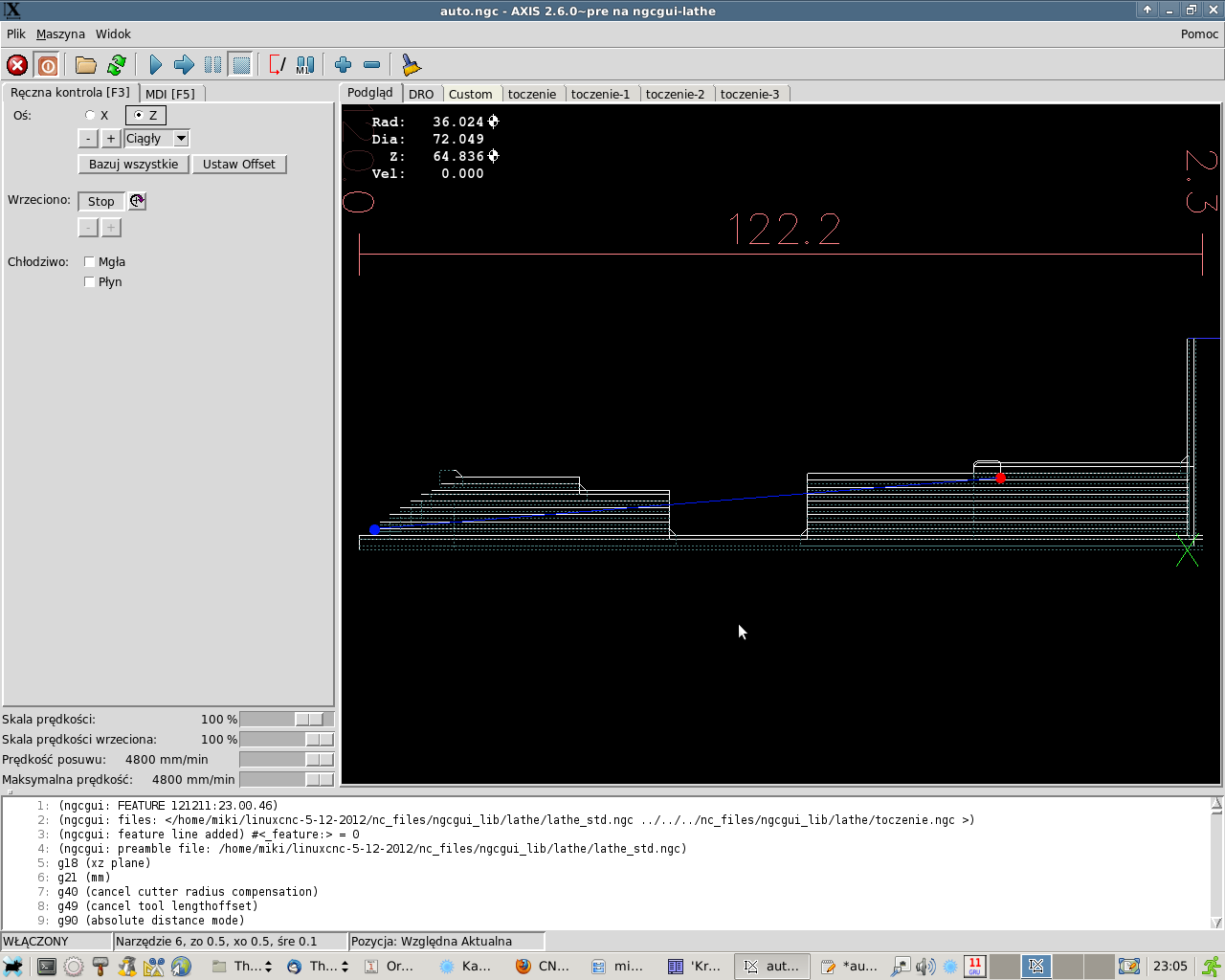
Na czerwonej kropce kończy druga zakładka, na niebieskiej zaczyna trzecia. Nóż pojedzie najkrótszą drogą po niebieskiej kresce, ale tego podgląd na dziś nie pokazuje.
Moje zdolności językowe są zbyt małe, by dogadać się z twórcami LinuxCNC, albo totalnie mnie zlewają, bo za dużo od nich wymagam... W każdym razie z braku odpowiedzi na zadane na liście dyskusyjnej pytania muszę sobie z problemami radzić sam, i pewnie ze złości się tego tcl-tk nauczę
Efekt końcowy jednak jest faktycznie podobny - po poskładaniu detalu z zakładek NGCGUI na ekranie widać wizualizację całego procesu obróbki, a sprawdzić na sucho przed zapuszczeniem maszyny warto każdy bardziej skomplikowany detal, nawet przepuszczony przez drogiego CAM-a, bo i te nie są nieomylne.
Na tą chwilę brakuje mi wizualizacji przebiegu narzędzia między zakładkami - czyli drogi, jaką nóż przebywa od miejsca, w którym go zostawiła poprzednia zakładka do rozpoczecia kolejnej operacji.
Zaprogramowana z kilku zakładek całość wygląda na podglądzie pieknie:
ale przelot między drugą a trzecią zakłądką wypadnie przez materiał, który ma zostać nieprzetoczony, i tego na podglądzie nie widać, pokaże się dopiero w testowym przebiegu.
Kreator pozwala to poprawić, ale wolałbym to widzieć od razu.
Na czerwonej kropce kończy druga zakładka, na niebieskiej zaczyna trzecia. Nóż pojedzie najkrótszą drogą po niebieskiej kresce, ale tego podgląd na dziś nie pokazuje.
Moje zdolności językowe są zbyt małe, by dogadać się z twórcami LinuxCNC, albo totalnie mnie zlewają, bo za dużo od nich wymagam... W każdym razie z braku odpowiedzi na zadane na liście dyskusyjnej pytania muszę sobie z problemami radzić sam, i pewnie ze złości się tego tcl-tk nauczę
-
kamar
- Lider FORUM (min. 2000)
- Posty w temacie: 9
- Posty: 17169
- Rejestracja: 18 wrz 2010, 06:17
- Lokalizacja: Kozienice
- Kontakt:
Pozwalniaj nierobówMlKl pisze:mnie zlewają, bo za dużo od nich wymagam...
Podążasz nieświadomie za Mikimqqaz pisze: Natomiast zupełnie czym innym jest pisanie przez kol. linuxowców swoich procedur na wałek, fazkę, muchomora... Bo zwyczajnie piszecie własnego, podręcznego, idiotoodpornego CAM'a
:
Procedurki nie mają zastąpić Cama ! Do bardziej złożonych kształtów mam linuxowego i ścieszkę zawsze wygeneruję. Ale u mnie WSZYSTKIE roboty wykonuje sie na maszynkach sterowanych, od skomplikowanych krzywek po proste kanałki i wiercenie dziurek. I właśnie do tego są proste procedurki coby za każdą pierdułką nie pisać z palca.
-
MlKl
- Lider FORUM (min. 2000)
- Posty w temacie: 8
- Posty: 3703
- Rejestracja: 15 sie 2010, 13:44
- Lokalizacja: Błonie
- Kontakt:
Nie będę się wypierał - NGCGUI z dobrze dobranym zestawem procedur w przypadku tokarki zastępuje CAM-a w 95%. W normalnej praktyce tokarza praktycznie potrzeba posiadania i używania CAM-a nie zachodzi.
Na dziś z pisaniem G-code w czasie pracy na tokarce rozstałem się zupełnie - absolutnie wszystko robię już przez NGCGUI. Jeszcze kilka miesięcy minie, nim uznam, że pisana przeze mnie procedura jest skończona, pewnie wyjdzie jeszcze sporo zależności do spełnienia, i nowych rzeczy w rodzaju tych podcięć, bo nie mam pojęcia o wyrafinowanych szczegółach obróbki skrawaniem.
Na dziś z pisaniem G-code w czasie pracy na tokarce rozstałem się zupełnie - absolutnie wszystko robię już przez NGCGUI. Jeszcze kilka miesięcy minie, nim uznam, że pisana przeze mnie procedura jest skończona, pewnie wyjdzie jeszcze sporo zależności do spełnienia, i nowych rzeczy w rodzaju tych podcięć, bo nie mam pojęcia o wyrafinowanych szczegółach obróbki skrawaniem.
-
MlKl
- Lider FORUM (min. 2000)
- Posty w temacie: 8
- Posty: 3703
- Rejestracja: 15 sie 2010, 13:44
- Lokalizacja: Błonie
- Kontakt:
W przypadku Macha ta semantyka ma na celu wyciągnięcie od klienta kolejnych pieniędzy na kreatory, albo CAM-a. Dodatkowo - utrudnia robotę, bo trzeba odpalić dwa programy, nie jeden, przenosić między nimi pliki, często jeszcze ręcznie je modyfikując dla osiągnięcia zadowolającego efektu końcowego.
Tymczasem program do obsługi maszyny powinien być jeden, łatwy w obsłudze i czytelny. NGCGUI w LinuxCNC jest krokiem w dobrym kierunku, tylko jeszcze ma parę dość istotnych moim zdaniem wad wieku dziecięcego.
Tymczasem program do obsługi maszyny powinien być jeden, łatwy w obsłudze i czytelny. NGCGUI w LinuxCNC jest krokiem w dobrym kierunku, tylko jeszcze ma parę dość istotnych moim zdaniem wad wieku dziecięcego.






