



")
Mam taki nietypowy problem.
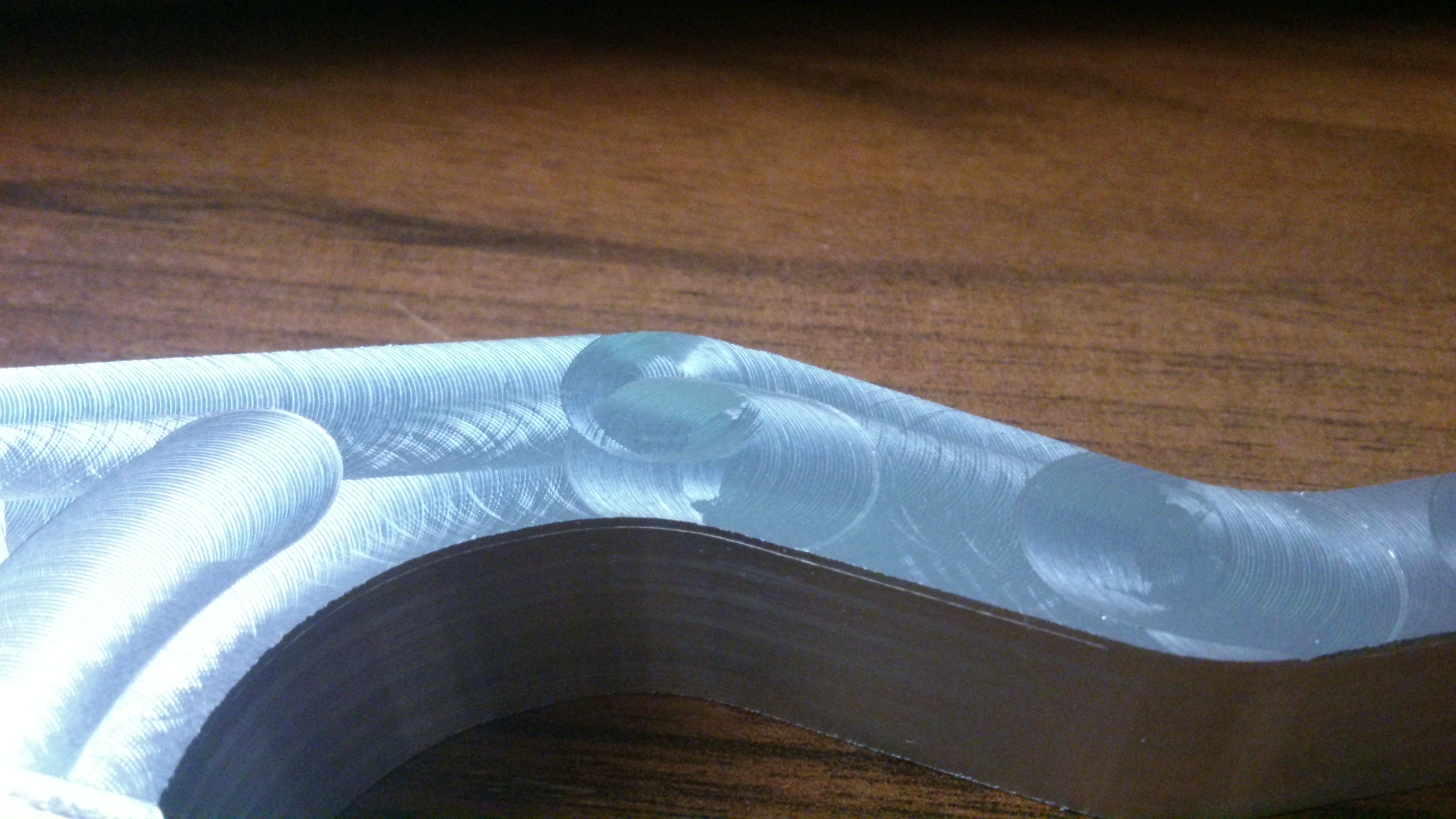
Podczas planowania powierzchni koncentrycznie do konturu detalu obrabiarka zamiast uzyskać gładką powierzchnie robi uskoki ok 0.08mm
Na początku myślałem ze to luzy na wrzecionie, ale dzisiaj chwyciłem palcami oś silnika Z
Nie ma problemu kiedy planuje liniowo,
X100.0 Y200.0
Kiedy dochodzi kod
X200.0 Y300 R100 wtedy idzie impuls na silnik i aż do momentu skończenia promienia jest opuszczona os. kiedy konczy promień znowy wskakuje na wysokość planowanej powierzchni.
Macie pojęcie o co chodzi ?
Dlaczego sterownik wysyła sygnał na oś Z skoro nie powinien ?
Załączam fragment programu i detal
N56 G1 Z18.5 F700
N57 G1 X-3.738 Y-1.42
N58 G3 X-2.643 Y-3.003 R4.219 F630 (opada w dół)
N59 G3 X-0.604 Y-3.954 R4.0
N60 G3 X3.591 Y-1.763 R4.03
N61 G1 X3.793 Y-1.27 F700
N62 G1 X7.635 Y10.2
N63 G2 X26.793 Y26.842 R25.0 F630 (opada w dół)
N64 G1 X28.994 Y27.25 F700
N65 G2 X43.814 Y25.459 R25.0 F630 (opada w dół)
N66 G1 X63.24 Y16.705 F700
N67 G3 X70.904 Y15.455 R15.0 F630 (opada w dół)
N68 G1 X89.696 Y17.344 F700
N69 G3 X90.595 Y18.285 R1.0 F630 (opada w dół)


")






