Cześć
Czasami mam do zrobienia otwory w obudowach (np.: 10szt). Klient przynosi mi je z zaznaczonymi otworami do wiercenia.
Nie chce mi się wpisywać tego z palca pisząc w gcode, bo trzeba mierzyć wpisywać, mierzyć wpisywać .
Czy jest opcja w linuxcnc:
Najeżdżam na otwór klikam zapisz krok g0.
Ręcznie zjeżdzam w dół przy włączonym frezie i klikam zapisz krok g1.
Jadę do góry klikam zapisz krok g0....
Po tym jak zrobię np.: 10 otworów będę miał zapisany gcode i wystarczy włączyć go ponownie...
Wcześniej korzystałem z Mach3 i tam korzystałem z pluginu, który to robił...
Łukasz
Ręczne zapisywanie kodu



-
zsakul
Autor tematu - Czytelnik forum poziom 2 (min. 20)
")
- Posty w temacie: 2
- Posty: 20
- Rejestracja: 17 wrz 2009, 12:46
- Lokalizacja: Śląsk
Czasami taka prymitywna metoda pracy jest bardzo efektywna a przynajmniej taka była w Mach3...
Z czystego lenistwa nie będę w cad rysował kilku otworów...
Tutaj nie chodzi o zapamiętywanie historii jazdy strzałkami, bo zanim wypozycjonuję maszynę nad otworem to trochę minie (np.: 2-3 korekty w zależności od której osi patrzę)
Przy 4 osiach przepisywanie współrzędnych jest irytujące...
Z czystego lenistwa nie będę w cad rysował kilku otworów...
Tutaj nie chodzi o zapamiętywanie historii jazdy strzałkami, bo zanim wypozycjonuję maszynę nad otworem to trochę minie (np.: 2-3 korekty w zależności od której osi patrzę)
Przy 4 osiach przepisywanie współrzędnych jest irytujące...
-
kamar
- Lider FORUM (min. 2000)
")
- Posty w temacie: 2
- Posty: 17177
- Rejestracja: 18 wrz 2010, 06:17
- Lokalizacja: Kozienice
- Kontakt:
I to właśnie ten prymitywizm.zsakul pisze: bo zanim wypozycjonuję maszynę nad otworem to trochę minie (np.: 2-3 korekty w zależności od której osi patrzę)
...
Jeśli już musisz tak robić to otwierasz cykl wiercenia
G81 najeżdzasz na ten otwór i w słupku wpisujesz współrzedne np:
g81 z-? R2 f100
x? y? (1 otwór)
x? y? ( 2 otwór)
itd.
g80

-
micges
- Specjalista poziom 1 (min. 100)
")
- Posty w temacie: 1
- Posty: 293
- Rejestracja: 08 sty 2010, 02:04
- Lokalizacja: Toruń
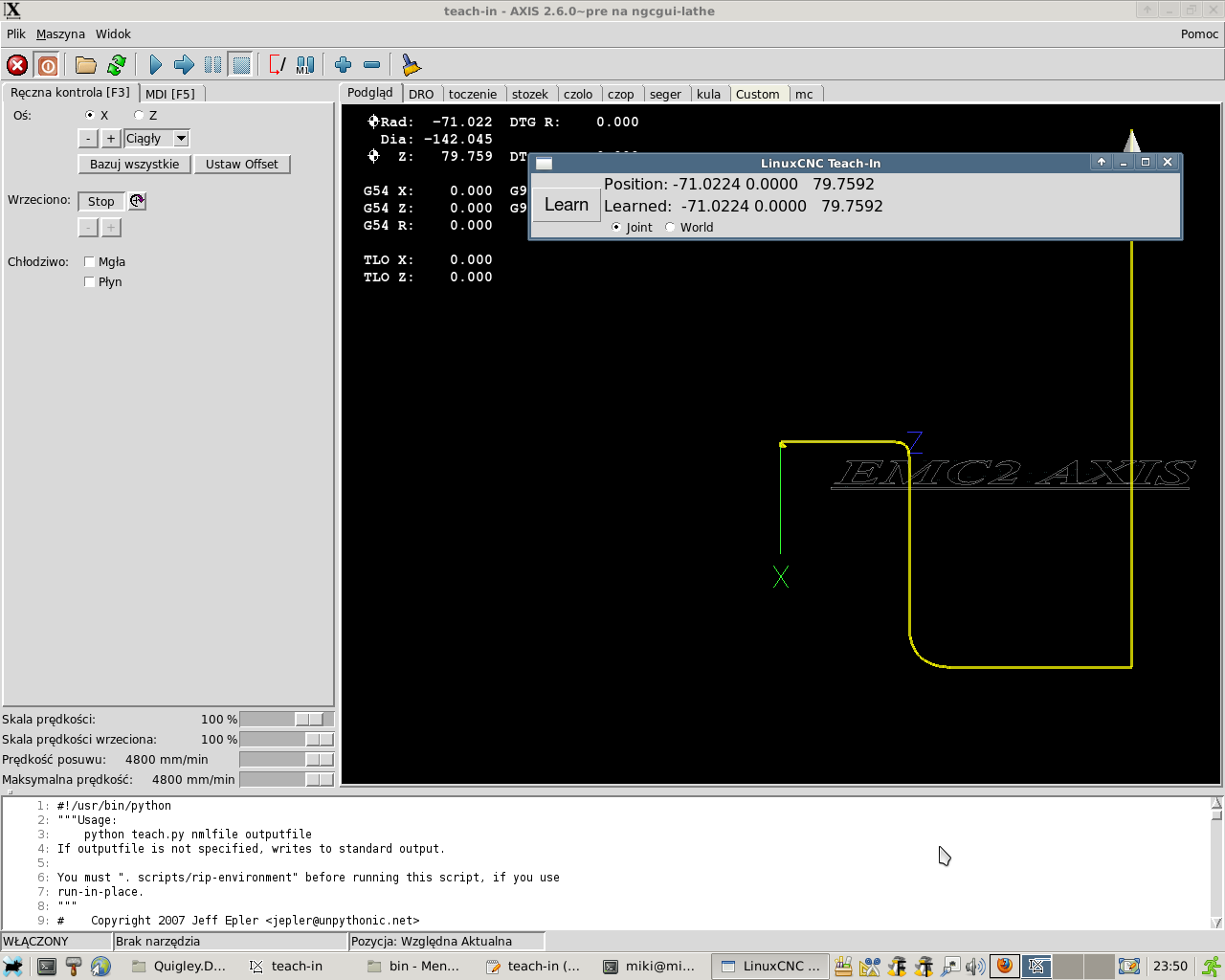
Prymitywne czy nie, jest taka możliwość w LinuxCNC.
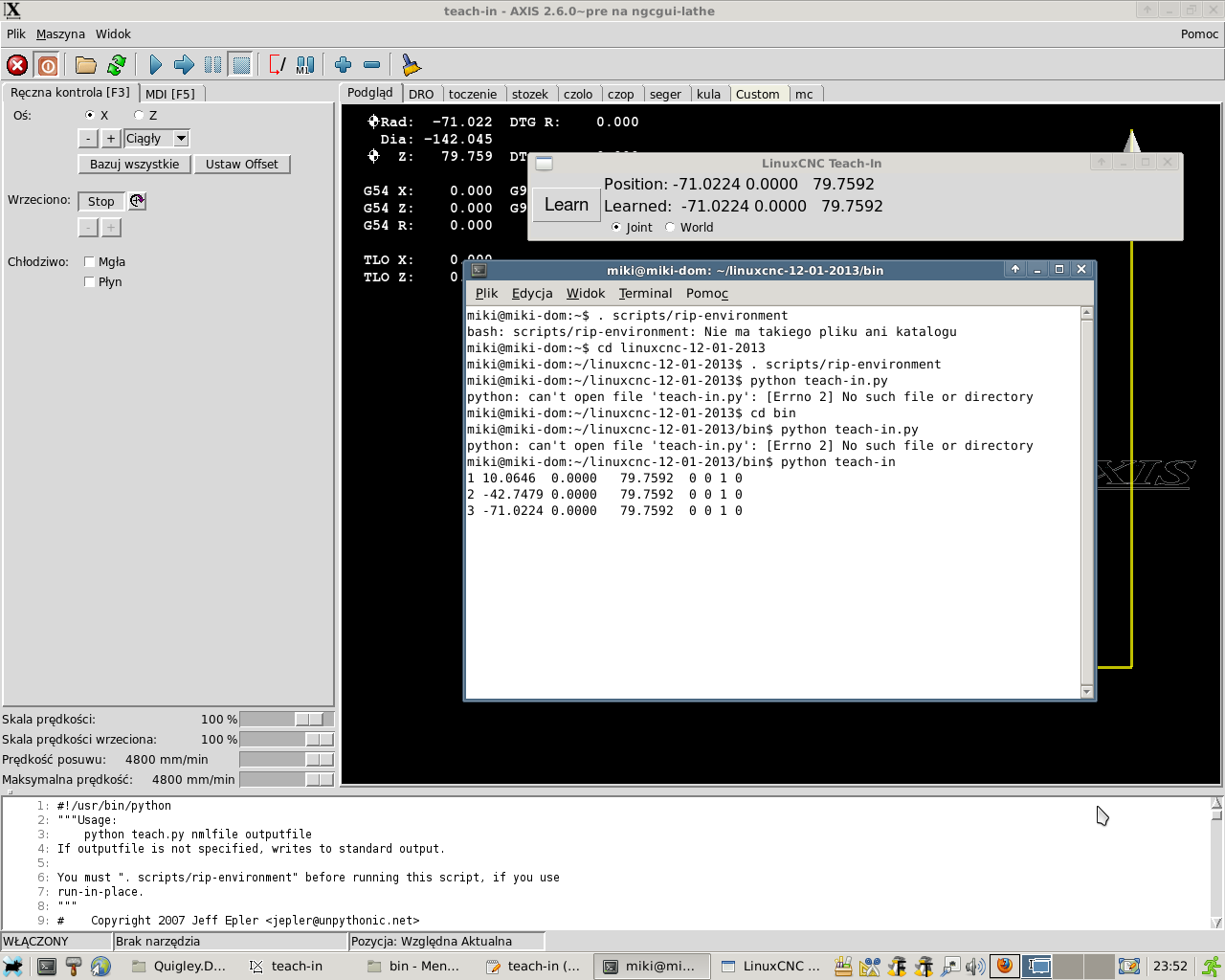
Program się nazywa 'teach-in' i jest zainstalowany razem z pakietem LinuxCNC lub gdy jest on uruchamiany z kodu źródłowego, 'teach-in' znajduje się w katalogu bin.
Program wypisuje zapamiętane współrzędne do konsoli z której można bez problemu skopiować to do edytora i przerobić wg uznania.
Program się nazywa 'teach-in' i jest zainstalowany razem z pakietem LinuxCNC lub gdy jest on uruchamiany z kodu źródłowego, 'teach-in' znajduje się w katalogu bin.
Program wypisuje zapamiętane współrzędne do konsoli z której można bez problemu skopiować to do edytora i przerobić wg uznania.