")
Racja, bo w miarę ich przybywania trzeba zmienić monitor na panoramiczny, a później i tak widoczność się pogarsza ....kamar pisze: nie ma sensu dla sciągnietych procedurek mieszać od razu w pliku .ini
Dla świętego spokoju konieczne jest :
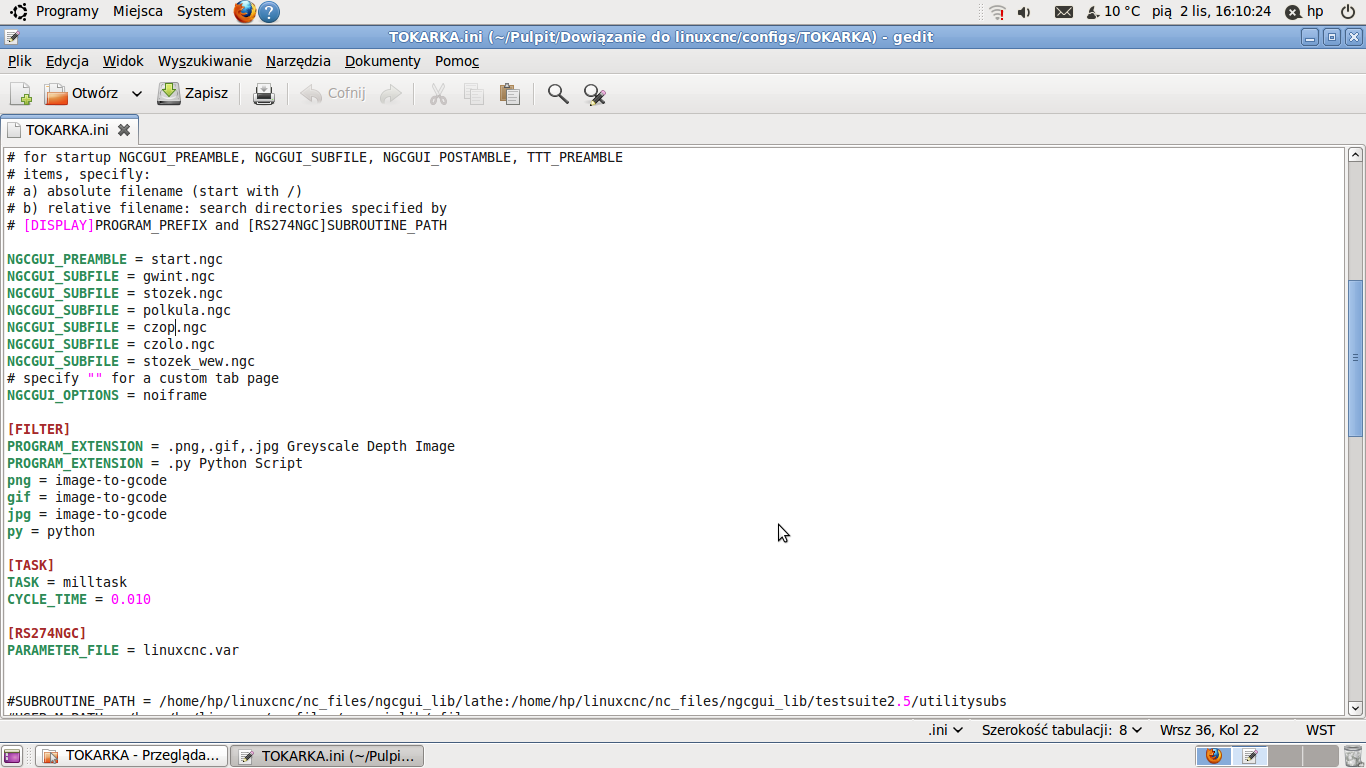
- umieszczenie pliku .ngc w katalogu zadeklarowanym dla NGCGUI w pliku .ini ( plik można otworzyć przez CUSTOM praktycznie z każdej lokalizacji - wyświetli się tabelka, ale nie kazdy zadziała - wyrzuca błąd w linii .... nie sprawdzałem dlaczego 1 działa a 2 nie , gdy są w katalogu zadeklarowanym działają wszystkie )
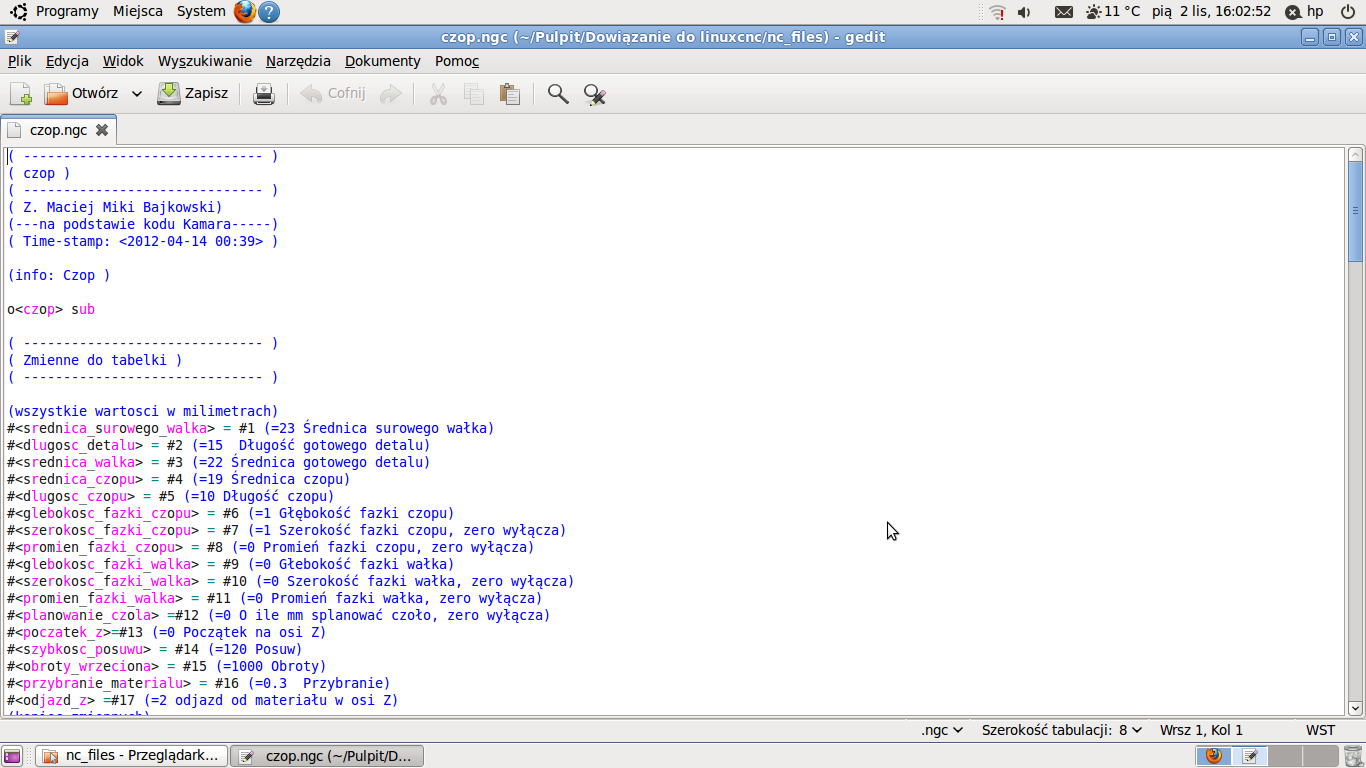
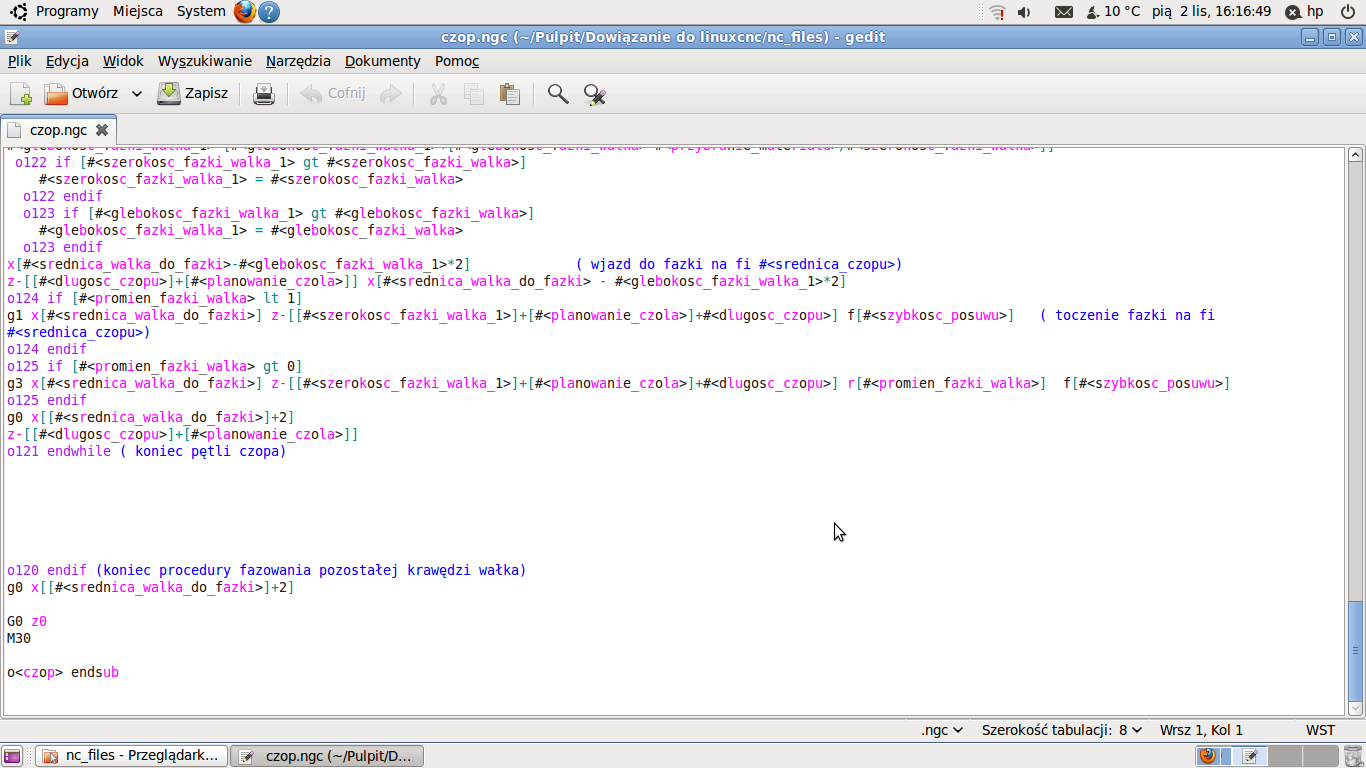
- pilnowanie, by nazwa pliku na zewnatrz i wewnątrz była jednakowa ( w jednym katalogu pliku o takiej samej nazwie nie można utworzyć, więc zmieniamy na inną zapominając o zmianie w środku pliku 2 razy - początek i koniec )
Pozdrawiam



")