Witam kolegów

Maszyna gotowa, wszystko działa. Chciałbym używać właściwie offsetów. Okno Offsets u mnie w Machu wygląda tak:
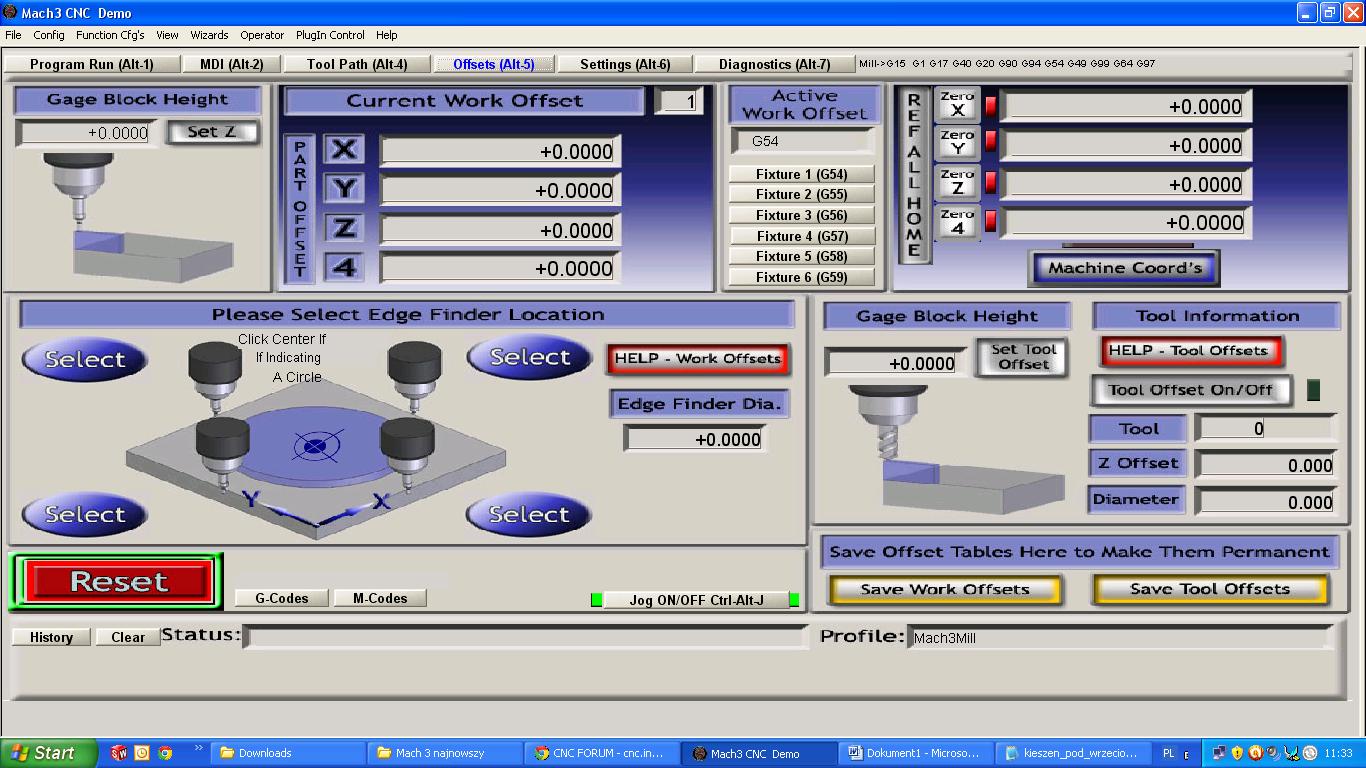
Idea ofsetów jest taka (jeżeli nie proszę o naprostowanie
), że gdy mam jakieś powtarzalne detale i mocuje je zawsze w tym samym miejscu, lub np. podczas pracy maszyny braknie zasilania mogę trafić w to samo miejsce. Czyli jak ustawię bazę materiału w założonym przez mnie punkcie we wszystkich osiach, w G54 zapisuje koordynaty maszyny z poszczególnych osi, wtedy np. na drugi dzień chce wyfrezować taki sam detal ustawiony w tym samym miejscu to już nie muszę na nowo bazować, tylko w programie wpisuje G54 i baza jest automatycznie wczytywana i program zacznie od tego samego miejsca.
Czy dobrze rozumiem idee zastosowania i użytkowania offsetów?
Teraz druga sprawa jak to dobrze ustawić w Machu, nigdy tego nie robiłem
Z góry dziąkuję za pomoc i rozjaśnienie temacie
Pozdrawiam
Robert




")


")

")






