Strona 1 z 2
G04 problem
: 06 lut 2020, 19:48
autor: blasterpl
Dlaczego sterowanie pomija linie N63 z G04 P0.5

, program leci dalej bez wykonania przerwy.
Kawałek kodu:
( ESTIMATED MACHINE TIME = 1:00.1 )
N20 G90
N25 G00 X0 Y0 Z6.0 F199.7
N30 ( FINISH SIDE STRONA1 )
N35 M06 T2
N40 G43 H2
N55 G00 X8.25 Y41.717 Z25.0
N60 G00 Z3.0
N62 M03
N63 G04 P1
N65 G01 X8.25 Y41.717 Z-5.0
N70 G01 X7.365 Y41.279 Z-5.0 F399.4
Re: G04 problem
: 06 lut 2020, 19:54
autor: WZÓR
Ta przerwa to tylko 1 sekunda .
Jesteś w stanie zauważyć ją ?
Mariusz.
Re: G04 problem
: 06 lut 2020, 19:56
autor: blasterpl
Tak , testowo dawałem 5s i też nie zatrzymuje się.
Re: G04 problem
: 06 lut 2020, 20:06
autor: WZÓR
hmm....
Na Haas mi działa.
W Mach się nie ogarniam.
p.s.
Głośno myślę ....
Jeśli kod P nie ma miejsca dziesiętnego,
opóźnienie zostanie podane w milisekundach (0.001 cześci sekundy), (?)
Mariusz.
Re: G04 problem
: 06 lut 2020, 20:20
autor: wojtek10916
Niektóre maszyny ze sterowaniem Fanuc obsługuje zwlokę czasowa jako G04 P500 (jako milisekundy) lub G04 X0.5 (z kropką jako sekundy) a Sinumerik 840 jako G04 F0.5
Re: G04 problem
: 06 lut 2020, 20:32
autor: mheli
Na moich fanuc 0T i 10TE działa P w milisekundach, na Machu 3 też piszę w ten sam sposób i działa.
Re: G04 problem
: 06 lut 2020, 21:13
autor: blasterpl
Ok. spróbuję w milisekundach .
Re: G04 problem
: 06 lut 2020, 22:34
autor: wojtek10916
mheli pisze: ↑06 lut 2020, 20:32
Na moich fanuc 0T i 10TE działa P w milisekundach, na Machu 3 też piszę w ten sam sposób i działa.
Jak bedzie z kropka bedzie w sekundach (w fanucu)
Dodane 1 godzina 9 minuty 44 sekundy:
blasterpl pisze: ↑06 lut 2020, 21:13
Ok. spróbuję w milisekundach .
Wpisz w milisekundach, 1 sekunda= P1000=P1.
wpisujac P1 maszyna pewnie czekala 1/1000 sekundy tylko
Re: G04 problem
: 07 lut 2020, 02:53
autor: dudziak4
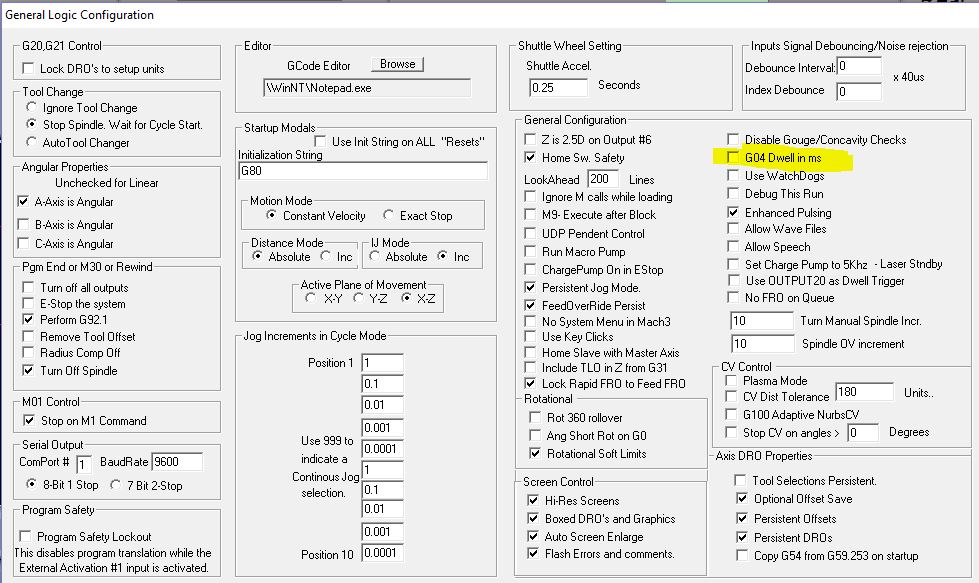
Jak masz ms to zmień w general config na s
Re: G04 problem
: 07 lut 2020, 11:36
autor: blasterpl
Kolega dudziak4 trafił w 10. Przestawiłem na s bo jakoś tak bardziej czytelne jest dla mnie.