



Witam, rysunek mocno poglądowy, proszę nie zwracać uwagi na sposób wymiarowania.
Przyznaję się od razu, że na studiach nie nauczono mnie zbyt wiele. Zajęć praktycznych praktycznie wcale, jedynie trochę zajęć z symulacji. Nauczono mnie też jedynie pisać programy (i to nie do końca), które opierają się jedynie na ruchu po konturze danej części czy przedmiotu. Ale ja mam pewien półfabrykat (odkuwka matrycowa) z naddatkami i mam zagwostkę. Powiedzmy, że mam do splanowania 2mm naddatku na powierzchni czołowej. Rozumiem, że narzędzie ma swoje ograniczenia, maszyna również. Więc muszę napisać linię programu z przejściem zbierającym załóżmy 1mm naddatku i później kolejną, która splanuje mi to czoło na gotowo?
Spodziewam się niemiłych komentarzy. Powinienem pewnie również wkleić tutaj mój program jednak jeszcze jest w powijakach. Chciałbym jednak by temat był otwarty i mógłbym tutaj umieszczać swoje pytania i być może uzyskiwać odpowiedzi.
Program obróbki tulei wg laika


-
balbini
- Specjalista poziom 1 (min. 100)
")
- Posty w temacie: 1
- Posty: 232
- Rejestracja: 15 gru 2013, 10:44
Re: Program obróbki tulei wg laika
Bo na studiach nie uczą jak w gimnazjum...na studiach ty studiujesz i przyswajasz wiedzę!Wujaszek pisze:Witam, rysunek mocno poglądowy, proszę nie zwracać uwagi na sposób wymiarowania.
Przyznaję się od razu, że na studiach nie nauczono mnie zbyt wiele.
Jak przyswoiłeś wiedzę to ilustruje ten "rysunek "
-
Wujaszek
Autor tematu - Nowy użytkownik, używaj wyszukiwarki

- Posty w temacie: 6
- Posty: 9
- Rejestracja: 02 kwie 2014, 19:42
- Lokalizacja: Rzeszów
Wiedziałem, że pojawią się takie komentarze. Rozumiem, że niektórych mogę tym bawić ale nie proszę nikogo o wykonanie za mnie czegokolwiek, a tym bardziej o osąd mojej osoby.
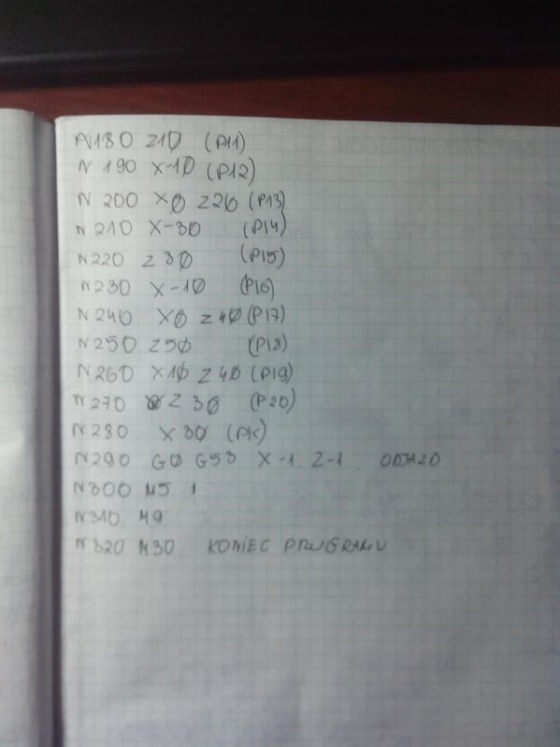
W załączniku załączam przykładowy "program", który wykonywaliśmy na zajęciach. Jak widać zaprogramowany jest jedynie ruch po konturze. Gdyby jednak na każdej powierzchni było 2 mm naddatku to w takim przypadku ten program się nie nadaje tak? I muszę wtedy dodatkowo dopisać linie programu, który zbierze powiedzmy jedną warstwę naddatku, później kolejną i w ostatniej wykańczającej wykona powierzchnię na gotowo?
Pytanie z rodzaju tych idotycznych.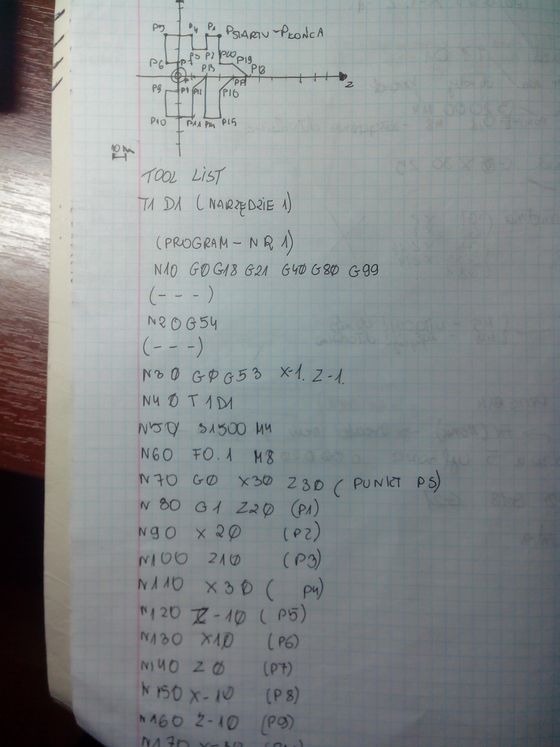
W załączniku załączam przykładowy "program", który wykonywaliśmy na zajęciach. Jak widać zaprogramowany jest jedynie ruch po konturze. Gdyby jednak na każdej powierzchni było 2 mm naddatku to w takim przypadku ten program się nie nadaje tak? I muszę wtedy dodatkowo dopisać linie programu, który zbierze powiedzmy jedną warstwę naddatku, później kolejną i w ostatniej wykańczającej wykona powierzchnię na gotowo?
Pytanie z rodzaju tych idotycznych.
-
rc666
- ELITA FORUM (min. 1000)
")
- Posty w temacie: 2
- Posty: 1327
- Rejestracja: 27 cze 2011, 14:48
- Lokalizacja: Chrząszczyżewoszyce
Ile chces zbierac materialu za jednym przejazdem narzedzia. Tyle musisz ty wiedziec.
Pozniej tylko pozmieniac odpowiednie wartosci na "x".
2mm naddatku znaczy 4mm wieksza srednica.
Jezeli naddatek jest rowny na wszystkich powierzchniach to sprawa jest prosta.
jeszcze jedno:
Programem typu word lub notepad potrafisz sie poslugiwac czy tez nikt nie nauczyl?
Napisz ten program w komputerze np. w notepad i bedzie ci latwiej dodawac nowe linie prgramu.
Pozniej tylko pozmieniac odpowiednie wartosci na "x".
2mm naddatku znaczy 4mm wieksza srednica.
Jezeli naddatek jest rowny na wszystkich powierzchniach to sprawa jest prosta.
jeszcze jedno:
Programem typu word lub notepad potrafisz sie poslugiwac czy tez nikt nie nauczyl?
Napisz ten program w komputerze np. w notepad i bedzie ci latwiej dodawac nowe linie prgramu.
Nie ma głupich pytań, są tylko głupcy którzy ich nie zadają...
-
cosmonet
- Specjalista poziom 1 (min. 100)
- Posty w temacie: 3
- Posty: 278
- Rejestracja: 01 sty 1970, 01:00
- Lokalizacja: Mazowsze
Witam,
Idą święta a masz program . Założony naddatek to 2 mm w osi X i Z.
a masz program . Założony naddatek to 2 mm w osi X i Z.
O00001
G28
T0202
G50 S2000
G96 G40 G55 S200 M03
G00 X70. Z1. M08
G01 X43. F0.1 (Planowanie w 2 przejściach po 1 mm)
G00 X70. Z2.
Z0.
G01 X43. F0.1 (Koniec planowania)
G00 X70. Z1.
Z-29.
G01 X59. F0.1 (Planowanie czoła na rys. wymiar w Z=30)
G00 X70. Z-28.
Z-29.8
G01 X59. F0.1 (Koniec planowania)
G00 X140. Z-29.
Z-71.
G01 X69. F0.1 (Planowanie czoła kołnierza w 2 przejściach 1 mm i 0.8 mm, pozostawiony naddatek w Z 0.2 mm)
G00 X140. Z-72.
Z-71.8
G01 X69. F0.1 (Koniec planowania)
G00 X70. Z1.
X53. (Faza na czole detalu, podejrzewam, że 1 mm x 45 st)
G01 Z0. F0.1
G42
G01 X55. Z-1. (Koniec fazy)
Z-30.
X61.
X65. Z-32.
Z-70.
G02 X69. Z-72. R2.
G01 X135.
M09
G40
G28
M30
... i można jeszcze na inne 1000 sposobów
Przećwicz sobie biorąc papier milimetrowy rysujesz rys. jednym kolorem, a przejścia ruchem szybkim i roboczym innymi od punktu do punktu bo w w/w programie masz je jak na tacy.
Miłego programowania.
Ps.
Zmieńcie prowadzącego zajęcia - myślę że operator z 2 letnim stażem więcej wie niż ten Pan/Pani. Smutne, ale prawdziwe
Mam nadzieje, że nigdzie się nie pomyliłem. Wolę jakoś bezpośrednio na na pulpicie maszyny.
Idą święta
O00001
G28
T0202
G50 S2000
G96 G40 G55 S200 M03
G00 X70. Z1. M08
G01 X43. F0.1 (Planowanie w 2 przejściach po 1 mm)
G00 X70. Z2.
Z0.
G01 X43. F0.1 (Koniec planowania)
G00 X70. Z1.
Z-29.
G01 X59. F0.1 (Planowanie czoła na rys. wymiar w Z=30)
G00 X70. Z-28.
Z-29.8
G01 X59. F0.1 (Koniec planowania)
G00 X140. Z-29.
Z-71.
G01 X69. F0.1 (Planowanie czoła kołnierza w 2 przejściach 1 mm i 0.8 mm, pozostawiony naddatek w Z 0.2 mm)
G00 X140. Z-72.
Z-71.8
G01 X69. F0.1 (Koniec planowania)
G00 X70. Z1.
X53. (Faza na czole detalu, podejrzewam, że 1 mm x 45 st)
G01 Z0. F0.1
G42
G01 X55. Z-1. (Koniec fazy)
Z-30.
X61.
X65. Z-32.
Z-70.
G02 X69. Z-72. R2.
G01 X135.
M09
G40
G28
M30
... i można jeszcze na inne 1000 sposobów
Przećwicz sobie biorąc papier milimetrowy rysujesz rys. jednym kolorem, a przejścia ruchem szybkim i roboczym innymi od punktu do punktu bo w w/w programie masz je jak na tacy.
Miłego programowania.
Ps.
Zmieńcie prowadzącego zajęcia - myślę że operator z 2 letnim stażem więcej wie niż ten Pan/Pani. Smutne, ale prawdziwe
Mam nadzieje, że nigdzie się nie pomyliłem. Wolę jakoś bezpośrednio na na pulpicie maszyny.
Kiedyś Haas SL10, Haas SL20, Haas SL30, Doosan LYNX220. Obecnie Haas SL20.
-
Hans 3
- Czytelnik forum poziom 3 (min. 30)
")
- Posty w temacie: 1
- Posty: 32
- Rejestracja: 23 lis 2014, 17:30
- Lokalizacja: sosnowiec
Kolego!
Piętnaście lat temu uczono mnie w szkole średniej identycznych czynności.
Tzn :
Ruch wg osi xyz po konturze z uwzględnieniem możliwości maszyny(tak mniej więcej)
Dzisiaj bawiesię tocząc i frezując na knw, problem mam jedynie z dobraniem parametrów, dodatkowo maszyna się nie słucha + błąd pomiaru dają negatywne wyniki.
Nie rozumiem z cxzym masz problem, nie zucił mi się w oczy parametr określający zmianę posuwu i obrotów, zmiana narzedzi- przynajmniej trzy:
-nóz
-wiertła
-wytaczak
Są symulatory obrazujące prace maszyny (pod win pewnie też)
Jaki masz problem?
[ Dodano: 2014-12-19, 21:40 ]
Kolejnośc zmienna. Zwg na brak materialu pomiędzy fi49 a fi55.
Piętnaście lat temu uczono mnie w szkole średniej identycznych czynności.
Tzn :
Ruch wg osi xyz po konturze z uwzględnieniem możliwości maszyny(tak mniej więcej)
Dzisiaj bawiesię tocząc i frezując na knw, problem mam jedynie z dobraniem parametrów, dodatkowo maszyna się nie słucha + błąd pomiaru dają negatywne wyniki.
Nie rozumiem z cxzym masz problem, nie zucił mi się w oczy parametr określający zmianę posuwu i obrotów, zmiana narzedzi- przynajmniej trzy:
-nóz
-wiertła
-wytaczak
Są symulatory obrazujące prace maszyny (pod win pewnie też)
Jaki masz problem?
[ Dodano: 2014-12-19, 21:40 ]
Kolejnośc zmienna. Zwg na brak materialu pomiędzy fi49 a fi55.
-
 WZÓR
WZÓR
- Moderator
-
Lider FORUM (min. 2000)
")
- Posty w temacie: 5
- Posty: 8465
- Rejestracja: 01 sty 2009, 20:01
- Lokalizacja: Oława
@cosmonet- cyklem nie mogłeś tego rozpisać ?cosmonet pisze:Witam,
Idą święta
O00001
G28
T0202
G50 S2000
G96 G40 G55 S200 M03
G00 X70. Z1. M08
G01 X43. F0.1 (Planowanie w 2 przejściach po 1 mm)
G00 X70. Z2.
Z0.
G01 X43. F0.1 (Koniec planowania)
G00 X70. Z1.
Z-29.
G01 X59. F0.1 (Planowanie czoła na rys. wymiar w Z=30)
G00 X70. Z-28.
Z-29.8
G01 X59. F0.1 (Koniec planowania)
G00 X140. Z-29.
Z-71.
G01 X69. F0.1 (Planowanie czoła kołnierza w 2 przejściach 1 mm i 0.8 mm, pozostawiony naddatek w Z 0.2 mm)
G00 X140. Z-72.
Z-71.8
G01 X69. F0.1 (Koniec planowania)
G00 X70. Z1.
X53. (Faza na czole detalu, podejrzewam, że 1 mm x 45 st)
G01 Z0. F0.1
G42
G01 X55. Z-1. (Koniec fazy)
Z-30.
X61.
X65. Z-32.
Z-70.
G02 X69. Z-72. R2.
G01 X135.
M09
G40
G28
M30
... i można jeszcze na inne 1000 sposobów
Przećwicz sobie biorąc papier milimetrowy rysujesz rys. jednym kolorem, a przejścia ruchem szybkim i roboczym innymi od punktu do punktu bo w w/w programie masz je jak na tacy.
Miłego programowania.
Ps.
Zmieńcie prowadzącego zajęcia - myślę że operator z 2 letnim stażem więcej wie niż ten Pan/Pani. Smutne, ale prawdziwe
Mam nadzieje, że nigdzie się nie pomyliłem. Wolę jakoś bezpośrednio na na pulpicie maszyny.
.... byłoby krócej.
Mariusz.
Pomagam w:
HAAS - frezarki, tokarki
HAAS - frezarki, tokarki
-
cosmonet
- Specjalista poziom 1 (min. 100)
- Posty w temacie: 3
- Posty: 278
- Rejestracja: 01 sty 1970, 01:00
- Lokalizacja: Mazowsze
Witam,
ŻADNA SZKOŁA NIE ZASTĄPI PRAKTYKI I BŁĘDÓW PRZY NIEJ POPEŁNIONYCH!!!
Daję Like
... myślisz, że by kolega @Wujaszek zrozumiał by to? Mając wykładowców, którzy potrafią tylko po konturze lecieć G01, G02 i G03 nooo i dojazd/odjazd G00.@cosmonet- cyklem nie mogłeś tego rozpisać ?
.... byłoby krócej.
ŻADNA SZKOŁA NIE ZASTĄPI PRAKTYKI I BŁĘDÓW PRZY NIEJ POPEŁNIONYCH!!!
Daję Like
Kiedyś Haas SL10, Haas SL20, Haas SL30, Doosan LYNX220. Obecnie Haas SL20.






