




Witam
Na ostatnich zajęciach w szkole oglądaliśmy, poznawaliśmy i rozmawialiśmy o tokarce numerycznej. Jej język programowanie to Pronum.
Dostaliśmy polecenie, aby napisać własny, prosty program na jutro. Ma być w nim zawarte dojechanie do wałka, splanowanie czoła i odjazd od materiału. Moja średnica wałka to 22 mm.
Czy ktoś mógłby mi pomóc i napisać tutaj taki program?
Prosze o pomoc


-
 MlKl
MlKl
- Lider FORUM (min. 2000)
")
- Posty w temacie: 5
- Posty: 3703
- Rejestracja: 15 sie 2010, 13:44
- Lokalizacja: Błonie
- Kontakt:
Nie znam języka używanego przez Pronum.
Ale w g-code to będzie mniej więcej tak:
Oczywiście dojdzie włączenie wrzeciona, chłodziwa, a po pracy wyłączenie.
Ale w g-code to będzie mniej więcej tak:
Kod: Zaznacz cały
g0 z0 x22
g1 z-1 f120
g1 x0 f 60
g0 z0
g28
-
MlKl
- Lider FORUM (min. 2000)
- Posty w temacie: 5
- Posty: 3703
- Rejestracja: 15 sie 2010, 13:44
- Lokalizacja: Błonie
- Kontakt:
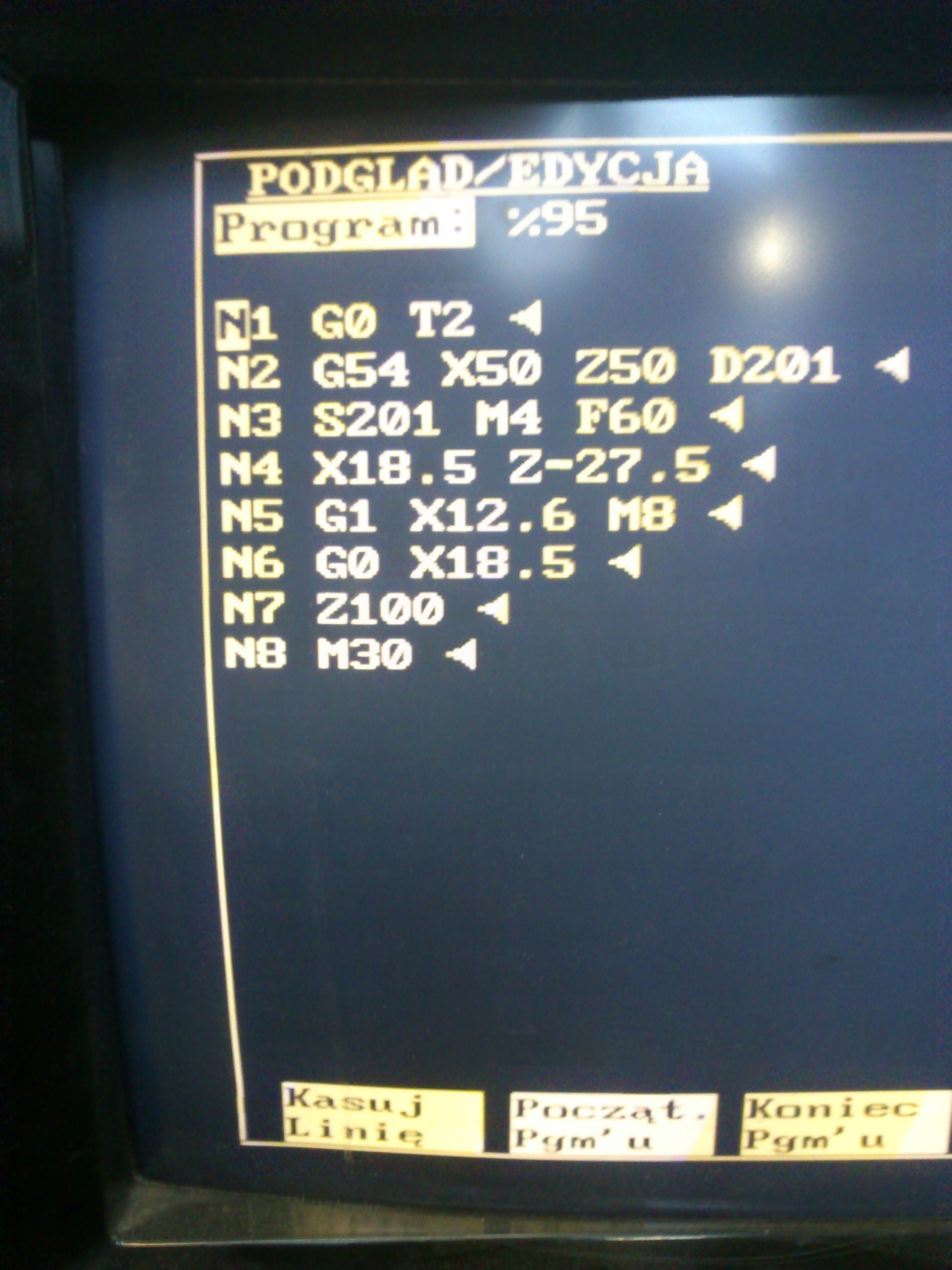
Nx to numery linii.
G0 - tryb dojazdu
T2 prawdopodobnie wybór narzędzia
G54 - układ odniesienia
X50 - dojazd narzędziem na pozycję X50
S201 - obroty wrzeciona
M4 - włączenie wrzeciona
X18.5 Z-27.5 - dojazd do pozycji w trybie G0, obowiązuje aż do wydania innego polecenia np G1
G1 X12.6 - posuw roboczy w osi x od miejsca na które dojechał poprzednio nóż do x12.6
G0 x18.5 - odjazd od materiału
Z100 - odjazd od materiału na 10 cm od jego krawędzi w osi z
M30 - wyłączenie maszyny
W trybie G1 brakuje mi określenia prędkości posuwu, ale być może ta jest deklarowana w ustawieniach programu, podobnie jak prędkość dojazdu.
G0 - tryb dojazdu
T2 prawdopodobnie wybór narzędzia
G54 - układ odniesienia
X50 - dojazd narzędziem na pozycję X50
S201 - obroty wrzeciona
M4 - włączenie wrzeciona
X18.5 Z-27.5 - dojazd do pozycji w trybie G0, obowiązuje aż do wydania innego polecenia np G1
G1 X12.6 - posuw roboczy w osi x od miejsca na które dojechał poprzednio nóż do x12.6
G0 x18.5 - odjazd od materiału
Z100 - odjazd od materiału na 10 cm od jego krawędzi w osi z
M30 - wyłączenie maszyny
W trybie G1 brakuje mi określenia prędkości posuwu, ale być może ta jest deklarowana w ustawieniach programu, podobnie jak prędkość dojazdu.
-
MlKl
- Lider FORUM (min. 2000)
- Posty w temacie: 5
- Posty: 3703
- Rejestracja: 15 sie 2010, 13:44
- Lokalizacja: Błonie
- Kontakt:
Kolego sympatyczny - masz mój kod, prawidłowy. Masz swój przykład, skłądnię ci wyjaśniłem
Pora trochę inwencji własnej wykazać, i naskrobać te parę linijek.
Pomożemy poprawić - inaczej się nie nauczysz.
http://pronum.8m.com/spis_tresci.html
Pora trochę inwencji własnej wykazać, i naskrobać te parę linijek.
Pomożemy poprawić - inaczej się nie nauczysz.
http://pronum.8m.com/spis_tresci.html
-
MlKl
- Lider FORUM (min. 2000)
- Posty w temacie: 5
- Posty: 3703
- Rejestracja: 15 sie 2010, 13:44
- Lokalizacja: Błonie
- Kontakt:
W pierwszej linii dojechałeś do krawędzi materiału - ok, ale wcześniej powinieneś ustawić parametry toczenia, włączyć wrzeciono chłodziwo etc. Wybrać narzędzie, którego użyjesz. Skąd wiesz, że maszyna wcześniej nie pracowała w innym układzie odniesienia, niż G54 i wydając to polecenie nie spowodujesz kolizji?cypio pisze:Coś w tym stylu? Sorrki, że tak wyłudzam, ale mam jeszcze twardy sprawdzian z matmy jutro :p
N1 G0 Z0 X22
N2 G54 X50
N3 S201 M4 F120
N4 X20 Z0
N5 G1 <--- Nie wiem jaką przypisać wartość posuwu roboczego za bardzo..
N6 G0 X20
N7 Z100
N8 M30
W drugiej linii ustawiasz ukłąd odniesienia. Po co odjeżdżasz nożem od materiału w osi X na 50? Toć już go miałeś tam, gdzie trzeba.
W trzeciej linii ustawiłeś obrot, włączyłeś wrzeciono, i ustawiłeś szybkość posuwu roboczego - OK, ale to powinna być linia pierwsza.
W czwartej linii ustawiłeś czubek noża przy czole materiału, o dwa milimetry od jego krawędzi - po co?
W piątej linii masz nakazać ruch roboczy. Planowanie czoła to wjazd w osi Z na głębokość planowania, można to zrobić zarówno przez G0, jak i przez G1. Ja wolę G1, bo matriał nie zawsze jest równy, i lepiej wjechać powoli, zwłaszcza, że to mały dystans. A jak już jesteś nad matriałem i na głębokości planowania, to musisz puścić nóż w osi X do zera. Masz to w moim kodzie, ino bez literek nx na początku linijek.
W szóstej linijce odjeżdżasz nożem w osi X, drąc po materiale. Zostaje ci fajna spiralka na czole chwilę wczęsniej ładnie splanowanym.
Siódma i ósma są OK
-
GrzegorzQ
- Sympatyk forum poziom 1 (min. 40)
")
- Posty w temacie: 2
- Posty: 41
- Rejestracja: 04 lut 2010, 10:57
- Lokalizacja: małopolska
Kolego cypio
Na początku każdego programu powinno być wybranie ukladu ukladu odniesienia.
W PRONUM odbywa się to przez podanie kodu G54 i parametru D200 do D211 (jednego z 12 układów które możesz ustawić w tabeli układów).
np: G54 D200
Następnie musisz zrobić bezpieczny odjazd na pozycję wymiany narzędzia (aby nie doszło do kolizji podczas obrotu głowicy) . Odjazd ten musisz określić uwzględniając długości narzędzi zamocowanych i wymiary materiału.
Następnym krokiem jest wybranie odpowiedniego narzędzia poprzez podanie kodu T z odpowiednim numerem i parametru D tez z odpowiednim numerem (z tabeli narzędzi).
np: T2 D2
Oczywiście układ odniesienia i geometria narzędzia muszą być wcześniej ustawione (na maszynie).
Reszta programu czyli dojazd, załączenie obrotów i przejazdy robocze napisz zgodnie z tym co podpowiedzial ci MIKI.
Powodzenia.
Na początku każdego programu powinno być wybranie ukladu ukladu odniesienia.
W PRONUM odbywa się to przez podanie kodu G54 i parametru D200 do D211 (jednego z 12 układów które możesz ustawić w tabeli układów).
np: G54 D200
Następnie musisz zrobić bezpieczny odjazd na pozycję wymiany narzędzia (aby nie doszło do kolizji podczas obrotu głowicy) . Odjazd ten musisz określić uwzględniając długości narzędzi zamocowanych i wymiary materiału.
Następnym krokiem jest wybranie odpowiedniego narzędzia poprzez podanie kodu T z odpowiednim numerem i parametru D tez z odpowiednim numerem (z tabeli narzędzi).
np: T2 D2
Oczywiście układ odniesienia i geometria narzędzia muszą być wcześniej ustawione (na maszynie).
Reszta programu czyli dojazd, załączenie obrotów i przejazdy robocze napisz zgodnie z tym co podpowiedzial ci MIKI.
Powodzenia.






